You might also like
- LF90LS Operations and Service Manual PDFDocument154 pagesLF90LS Operations and Service Manual PDFDavid Fino Y. Seguro100% (1)
- Inlet and Exhaust Valves - Remove and Install: Shutdown SIS Previous ScreenDocument5 pagesInlet and Exhaust Valves - Remove and Install: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- Operation Manual: Ahfq Series Douple-Flap Butterfly ValveDocument12 pagesOperation Manual: Ahfq Series Douple-Flap Butterfly Valvehamann97No ratings yet
- Kelly Valve: When Ordering Please SpecifyDocument8 pagesKelly Valve: When Ordering Please SpecifyAhmad Reza FarokhiNo ratings yet
- Swivel (水龙头)Document16 pagesSwivel (水龙头)Omar Fathy100% (1)
- Prosedure Installation Eui c9Document5 pagesProsedure Installation Eui c9Un'galluNo ratings yet
- UB Type Butterfly Valve (Wafer Type)Document35 pagesUB Type Butterfly Valve (Wafer Type)rizkydjonhansemitNo ratings yet
- Operation and Maintenance Manual-Floating Ball Valves-2011Document9 pagesOperation and Maintenance Manual-Floating Ball Valves-2011engineeringikptNo ratings yet
- RG Petro Machinery YG 180Document18 pagesRG Petro Machinery YG 180Alfred Hernandez Mendoza75% (4)
- F84L Series Liquid Relief Valve: Installation, Operation, & Maintenance ManualDocument15 pagesF84L Series Liquid Relief Valve: Installation, Operation, & Maintenance ManualMoe MozhganNo ratings yet
- Data Sheet: Clean Agent Nitrogen Actuator Completer KitsDocument2 pagesData Sheet: Clean Agent Nitrogen Actuator Completer KitsMagderson CorreaNo ratings yet
- 450╦«┴·═╖╦╡├≈╩Θ003ok engDocument27 pages450╦«┴·═╖╦╡├≈╩Θ003ok engGabriel IbarraNo ratings yet
- Varco Ibop Valves PDFDocument50 pagesVarco Ibop Valves PDFAnonymous MxwCc4100% (3)
- 160.75-RP1 (210) - Yk (G)Document92 pages160.75-RP1 (210) - Yk (G)JayashtonNo ratings yet
- Maint. Instr. MF Piston 50 100 and 200 DA Pnuem ActDocument24 pagesMaint. Instr. MF Piston 50 100 and 200 DA Pnuem ActJosé Daniel ArenasNo ratings yet
- Vetec 62.7 Sanson Plug Tipo CanflexDocument12 pagesVetec 62.7 Sanson Plug Tipo CanflexAnderson SiqueiraNo ratings yet
- ZQ127-25 Operation Manual (English)Document37 pagesZQ127-25 Operation Manual (English)corvin volocaruNo ratings yet
- FT14 IM, IFT14, FTGS14 and IFTGS14Document2 pagesFT14 IM, IFT14, FTGS14 and IFTGS14Henrry LingNo ratings yet
- Ep-01 enDocument8 pagesEp-01 enMikeNo ratings yet
- Disassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsDocument36 pagesDisassembly/Assembly Manual Ro Iii 4X3: Excellent Engineering SolutionsErica HenryNo ratings yet
- DP Series Wafer Check Valve CiDocument2 pagesDP Series Wafer Check Valve CiAerox neoNo ratings yet
- SERVICE MANUAL TUBE SEALER Model SE250Document38 pagesSERVICE MANUAL TUBE SEALER Model SE250silictronic100% (1)
- Manual ZB400II Catalogo de Repuestos PDFDocument31 pagesManual ZB400II Catalogo de Repuestos PDFDAVID GUTIERREZ POLONo ratings yet
- Unit Injector - InstallDocument4 pagesUnit Injector - InstallJose PichinteNo ratings yet
- Manual de ZB400Document35 pagesManual de ZB400marthos ericson muñoz castilloNo ratings yet
- Rease SystemDocument82 pagesRease Systemsundya100% (1)
- F70Pr Series Pilot-Operated Pressure Relief Valve: Installation, Operation, & Maintenance ManualDocument22 pagesF70Pr Series Pilot-Operated Pressure Relief Valve: Installation, Operation, & Maintenance ManualMoca PhoenixNo ratings yet
- Rotary Lobe ManualDocument19 pagesRotary Lobe ManualKamal UddinNo ratings yet
- Unit Injector - Install: Disassembly and AssemblyDocument5 pagesUnit Injector - Install: Disassembly and AssemblyJoze 23No ratings yet
- 727 PosrvDocument7 pages727 Posrvtxlucky80No ratings yet
- Thunder Tiger ManualDocument49 pagesThunder Tiger ManualOle Kristian FlatøyNo ratings yet
- Spec Bias CuttingDocument4 pagesSpec Bias Cuttingandri putrantoNo ratings yet
- PT - Toyota Astra Motor: Installation ManualDocument16 pagesPT - Toyota Astra Motor: Installation ManualArdi AgusmanNo ratings yet
- TDTG Bucket ElevatorDocument20 pagesTDTG Bucket ElevatorVictor Julio Torres Daza0% (1)
- F80 Manual RevE PDFDocument17 pagesF80 Manual RevE PDFNaseer HydenNo ratings yet
- Vibration Damper and Pulley - Remove and InstallDocument3 pagesVibration Damper and Pulley - Remove and Installbejoythomas100% (1)
- Curtis Se40-Se50 Parts ListDocument26 pagesCurtis Se40-Se50 Parts ListrobertNo ratings yet
- 2008 - 8 - DIN Threaded FittingsDocument10 pages2008 - 8 - DIN Threaded FittingsandytuorNo ratings yet
- Hook Block (游车大钩)Document18 pagesHook Block (游车大钩)Omar FathyNo ratings yet
- FT16 Ball Float Steam TrapDocument8 pagesFT16 Ball Float Steam Trapdoni mikaNo ratings yet
- c15 Inlet and Exhaust Valve RemovalDocument5 pagesc15 Inlet and Exhaust Valve RemovalMUHSIN MTNo ratings yet
- Side Pocket Mandral PDFDocument27 pagesSide Pocket Mandral PDFwajihhasnainNo ratings yet
- Figure 1. Service ValveDocument2 pagesFigure 1. Service ValvejuanchingarNo ratings yet
- BVR BOP: Technical Instruction ManualDocument9 pagesBVR BOP: Technical Instruction ManualGregory StewartNo ratings yet
- Manual For Pneumatic Automatic Feeder SpecificationDocument18 pagesManual For Pneumatic Automatic Feeder SpecificationhaisamnagyNo ratings yet
- Biodiesel Pump - 115V - 20 GPMDocument4 pagesBiodiesel Pump - 115V - 20 GPMOrganic MechanicNo ratings yet
- AAFs - v1.10-OmegaAir - enDocument10 pagesAAFs - v1.10-OmegaAir - enMột Lằn QuangNo ratings yet
- Pulper Rotor ManualDocument10 pagesPulper Rotor ManualhenryhariyadiNo ratings yet
- Ajin SMT - Operating Manual-1Document38 pagesAjin SMT - Operating Manual-1henry vegaNo ratings yet
- JISKOOT 710 EL MC Sampler Rev 0Document19 pagesJISKOOT 710 EL MC Sampler Rev 0rendi saputroNo ratings yet
- Manual Horizontal IOM Envirotech ESPDocument67 pagesManual Horizontal IOM Envirotech ESPOmar RodriguezNo ratings yet
- Jar IntensifierDocument2 pagesJar IntensifierMicNo ratings yet
- WOT - Tech Data Sheets PDFDocument43 pagesWOT - Tech Data Sheets PDFAmbroise RICHARDNo ratings yet
- ENVOY RAZOR-regulator-valve-service-manualDocument37 pagesENVOY RAZOR-regulator-valve-service-manualDon SheensNo ratings yet
- SE260SM CeDocument41 pagesSE260SM CeAnnuar Rais100% (3)
- Interchangeable Spindle Users Guide 4C v0311 WebDocument21 pagesInterchangeable Spindle Users Guide 4C v0311 WebMynor SGNo ratings yet
- Weber 55 DCODocument2 pagesWeber 55 DCOPatrick StivénNo ratings yet
- Air Handling Units 39 GDocument42 pagesAir Handling Units 39 Gthanh_79No ratings yet
- Grafica de Medidas para Recesion de Valvulas G3400Document3 pagesGrafica de Medidas para Recesion de Valvulas G3400carlos angelNo ratings yet
- Gcep09075 (Po13175)Document10 pagesGcep09075 (Po13175)Abdallah ElhendyNo ratings yet
- Single Output Current Sensor Assembly: Service ManualDocument40 pagesSingle Output Current Sensor Assembly: Service ManualAbdallah ElhendyNo ratings yet
- Part Number 26-73: Illustrated Parts BreakdownDocument150 pagesPart Number 26-73: Illustrated Parts BreakdownAbdallah ElhendyNo ratings yet
- Hydro-Mast Weight Indicator System: Service ManualDocument64 pagesHydro-Mast Weight Indicator System: Service ManualAbdallah Elhendy100% (1)
- Electric-to-Pneumatic (E/P) Transducer Assembly: 26-56-MAN (P/N 10075275-001) CDocument44 pagesElectric-to-Pneumatic (E/P) Transducer Assembly: 26-56-MAN (P/N 10075275-001) CAbdallah ElhendyNo ratings yet
- Joint Torque System: Service ManualDocument52 pagesJoint Torque System: Service ManualAbdallah ElhendyNo ratings yet
- Hydro-Weight Master Indicator System: Service ManualDocument39 pagesHydro-Weight Master Indicator System: Service ManualAbdallah ElhendyNo ratings yet
- Electronic Pressure Transducer: For Two Inch 1502 WECO Type Unions (P/N: 221212-Series)Document20 pagesElectronic Pressure Transducer: For Two Inch 1502 WECO Type Unions (P/N: 221212-Series)Abdallah ElhendyNo ratings yet
- Air Supply SystemDocument31 pagesAir Supply SystemAbdallah ElhendyNo ratings yet
- XS197K13-T89-00 DrawingDocument1 pageXS197K13-T89-00 DrawingAbdallah ElhendyNo ratings yet
- Aicte Internship Approval Pending 1Document7 pagesAicte Internship Approval Pending 1Anisha KumariNo ratings yet
- Pamphlet 89 Chlorine Scrubbing SystemsDocument36 pagesPamphlet 89 Chlorine Scrubbing Systemshfguavita100% (4)
- National Pension System (NPS) - Subscriber Registration FormDocument3 pagesNational Pension System (NPS) - Subscriber Registration FormPratikJagtapNo ratings yet
- Hexoloy SP Sic TdsDocument4 pagesHexoloy SP Sic TdsAnonymous r3MoX2ZMTNo ratings yet
- Turbine Start-Up SOPDocument17 pagesTurbine Start-Up SOPCo-gen ManagerNo ratings yet
- Namagunga Primary Boarding School: Primary Six Holiday Work 2021 EnglishDocument10 pagesNamagunga Primary Boarding School: Primary Six Holiday Work 2021 EnglishMonydit santinoNo ratings yet
- Romano Uts Paragraph Writing (Sorry For The Late)Document7 pagesRomano Uts Paragraph Writing (Sorry For The Late)ទី ទីNo ratings yet
- FPGA Implementation For Humidity and Temperature Remote Sensing SystemDocument5 pagesFPGA Implementation For Humidity and Temperature Remote Sensing SystemteekamNo ratings yet
- SAP Solution Manager - CHARM - Retrofit - Change Request Management Enhanced RetrofitDocument61 pagesSAP Solution Manager - CHARM - Retrofit - Change Request Management Enhanced RetrofitARPITA BISWASNo ratings yet
- Er6f Abs 2013Document134 pagesEr6f Abs 2013Calibmatic JobNo ratings yet
- Sop GC6890 MS5973Document11 pagesSop GC6890 MS5973Felipe AndrinoNo ratings yet
- Make Yeast StarterDocument2 pagesMake Yeast StarterAlexandraNo ratings yet
- 00.diesel Engine Power Plant Design PDFDocument4 pages00.diesel Engine Power Plant Design PDFmardirad100% (1)
- Void Engineers (Convention: Mage The Ascension)Document6 pagesVoid Engineers (Convention: Mage The Ascension)Beth0% (1)
- All Worksheets MYSQLDocument33 pagesAll Worksheets MYSQLSample1No ratings yet
- Unit 1 - Plant & Eqpt. Safety Apprisal & Control Techq.Document147 pagesUnit 1 - Plant & Eqpt. Safety Apprisal & Control Techq.Madhan MNo ratings yet
- Biosynthesis and Characterization of Silica Nanoparticles From RiceDocument10 pagesBiosynthesis and Characterization of Silica Nanoparticles From Riceanon_432216275No ratings yet
- 61annual Report 2010-11 EngDocument237 pages61annual Report 2010-11 Engsoap_bendNo ratings yet
- Hypothesis Testing Random MotorsDocument8 pagesHypothesis Testing Random MotorsLinn ArshadNo ratings yet
- En 1993 09Document160 pagesEn 1993 09Vio ChiNo ratings yet
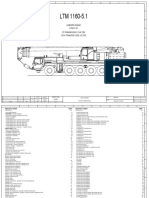
- Libherr CraneDocument157 pagesLibherr Craneali67% (3)
- Mathematics4 q4 Week4 v4Document11 pagesMathematics4 q4 Week4 v4Morales JinxNo ratings yet
- Admission: North South University (NSU) Question Bank Summer 2019Document10 pagesAdmission: North South University (NSU) Question Bank Summer 2019Mahmoud Hasan100% (7)
- Types of ComputersDocument7 pagesTypes of ComputersSyed Badshah YousafzaiNo ratings yet
- Shift Registers NotesDocument146 pagesShift Registers NotesRajat KumarNo ratings yet
- Powerplant QuestionsDocument19 pagesPowerplant QuestionsAshok KumarNo ratings yet
- ANNEXESDocument6 pagesANNEXESKyzer Calix LaguitNo ratings yet
- ALTS150-12P Datasheet1Document2 pagesALTS150-12P Datasheet1mamloveNo ratings yet
- Nissan Note E-Power 2022 Quick Guide ENDocument57 pagesNissan Note E-Power 2022 Quick Guide ENSarita EmmanuelNo ratings yet
- DA-I Question Bank From Module 1-3 of PHY1701 Course, Winter Semester 2020-21Document6 pagesDA-I Question Bank From Module 1-3 of PHY1701 Course, Winter Semester 2020-21Likith MallipeddiNo ratings yet