You might also like
- Kawasaki 1982Document48 pagesKawasaki 1982rabiatul adawiyahNo ratings yet
- Applsci 13 08240Document17 pagesApplsci 13 08240Aris NasNo ratings yet
- Additive Manufacturing: Stephen Sun, Jonathan D. Miller, Yi Rye Choi, Suzana Turk, Drew Donnelly, Qianchu LiuDocument17 pagesAdditive Manufacturing: Stephen Sun, Jonathan D. Miller, Yi Rye Choi, Suzana Turk, Drew Donnelly, Qianchu LiubqfmzdrfmcNo ratings yet
- Paper 1Document13 pagesPaper 1abdul rehman khanNo ratings yet
- Journal of Colloid and Interface ScienceDocument13 pagesJournal of Colloid and Interface ScienceBouzid MohamedNo ratings yet
- Paper Munoz2Document14 pagesPaper Munoz2Souha BaliNo ratings yet
- Gupta 1994Document12 pagesGupta 1994AZIL KenzaNo ratings yet
- Bellofiore 2007Document26 pagesBellofiore 2007Manu KaminNo ratings yet
- Pen Rchive Oulouse Rchive Uverte : O A T A O OataoDocument10 pagesPen Rchive Oulouse Rchive Uverte : O A T A O OataoGracie OrtegaNo ratings yet
- 33 - J Opt Soc B 20 2003Document6 pages33 - J Opt Soc B 20 2003Wassini BensNo ratings yet
- Resolution of Multiple Circular Apertures Located On A Circle 1980Document27 pagesResolution of Multiple Circular Apertures Located On A Circle 1980Pablo OENo ratings yet
- Numerical Modelling of Propagation of The Fundamental Symmetric Lamb Mode Through A Metal Composite Adhesive JointDocument9 pagesNumerical Modelling of Propagation of The Fundamental Symmetric Lamb Mode Through A Metal Composite Adhesive JointHajar ChouiyakhNo ratings yet
- Roche2006-The Role of The Residual Stresses of The Epoxy-Aluminum Interphase On The Interfacial Fracture ToughnessDocument22 pagesRoche2006-The Role of The Residual Stresses of The Epoxy-Aluminum Interphase On The Interfacial Fracture ToughnessMd Asif Rezwan ShishirNo ratings yet
- Adduce 2006Document12 pagesAdduce 2006Konny LagosNo ratings yet
- Thin Solid FilmsDocument8 pagesThin Solid FilmsLarissa Nunes da CostaNo ratings yet
- 1993 Mitchell DriftDocument25 pages1993 Mitchell DriftElisabeta StamateNo ratings yet
- AO PaperDocument14 pagesAO PaperKumar AvinashNo ratings yet
- PapajDocument5 pagesPapajLiliNo ratings yet
- Characterization of Atomization and Combustion in Moderately Dense Turbulent Spray FlamesDocument19 pagesCharacterization of Atomization and Combustion in Moderately Dense Turbulent Spray FlamesHERNANDO AUGUSTO JIMENEZ FORERONo ratings yet
- Ahmed 2008Document12 pagesAhmed 2008Aju ChirakkalNo ratings yet
- X-Ray Diffraction: Instrumentation and Applications: ArticleDocument13 pagesX-Ray Diffraction: Instrumentation and Applications: ArticleDARK LENZNo ratings yet
- Problems of in Vitro SPF Measurements Brought About by Viscous Fingering Generated During Sunscreen ApplicationsDocument9 pagesProblems of in Vitro SPF Measurements Brought About by Viscous Fingering Generated During Sunscreen Applicationsbyron zhangNo ratings yet
- Road Materials and Pavement DesignDocument13 pagesRoad Materials and Pavement DesignMehdi FarrokhiNo ratings yet
- Performance of Redispersible Polymer Powders in Wall CoatingsDocument15 pagesPerformance of Redispersible Polymer Powders in Wall Coatingshabiba jamilNo ratings yet
- Zhuetal 2019Document12 pagesZhuetal 2019Alain PacalNo ratings yet
- Tribological Analysis of Thin Films by Pin-On-Disc Evaluation of Friction PDFDocument10 pagesTribological Analysis of Thin Films by Pin-On-Disc Evaluation of Friction PDFDavid Rafael RamírezNo ratings yet
- Coeficiente de Extincion - PolicarbonatoDocument11 pagesCoeficiente de Extincion - PolicarbonatoDiegoRobertoLedesmaRuizNo ratings yet
- Experimental Study of Four-Point Contact BallDocument9 pagesExperimental Study of Four-Point Contact Ball2021rsme014No ratings yet
- Thickness Optimization For Lithography Process On Silicon SubstrateDocument15 pagesThickness Optimization For Lithography Process On Silicon SubstrateUkik HidayatiNo ratings yet
- Water Cement Ratio PDFDocument9 pagesWater Cement Ratio PDFJonasQueroNo ratings yet
- Materials Science and Engineering CDocument13 pagesMaterials Science and Engineering CAnonymous 5AmJ13mLkNo ratings yet
- 1 s2.0 S1359836813001959 MainDocument9 pages1 s2.0 S1359836813001959 Mainseran ünalNo ratings yet
- Subwavelength Metallic Coaxial Waveguides in The Optical Range Role of TheDocument18 pagesSubwavelength Metallic Coaxial Waveguides in The Optical Range Role of TheAmirsaman NooraminNo ratings yet
- Uf Membranes Autopsies: An Approach To Hollow Fiber Membranes SurfaceDocument19 pagesUf Membranes Autopsies: An Approach To Hollow Fiber Membranes SurfaceNaim HossainNo ratings yet
- Sy, BenedictDocument189 pagesSy, Benedictkhaled nasriNo ratings yet
- Water Research: Wenhai Luo, Benedicta Arhatari, Stephen R. Gray, Ming XieDocument7 pagesWater Research: Wenhai Luo, Benedicta Arhatari, Stephen R. Gray, Ming XieLeonardo Guzman OlayaNo ratings yet
- Journal: Influence of Crystallization On The Luminescence Characteristics of PR Ions in Pbo-Sb O - B O Glass SystemDocument8 pagesJournal: Influence of Crystallization On The Luminescence Characteristics of PR Ions in Pbo-Sb O - B O Glass SystemRafael Cavalieri MarchiNo ratings yet
- 1600214819photoionization of Polyvalent IonsDocument274 pages1600214819photoionization of Polyvalent IonsMiguel Angel MolineroNo ratings yet
- Bolotina 2015 IOP Conf. Ser. Mater. Sci. Eng. 81 012073Document8 pagesBolotina 2015 IOP Conf. Ser. Mater. Sci. Eng. 81 012073Titik SundariNo ratings yet
- Investigating The Surface Properties of Polyurethane Based Anti-Graffiti Coatings Against UV ExposureDocument10 pagesInvestigating The Surface Properties of Polyurethane Based Anti-Graffiti Coatings Against UV ExposurejuherrerareunalmedNo ratings yet
- Analysisfor Radiationand Shielding Dosein Plasma Focus Neutron Source Using FLUKADocument15 pagesAnalysisfor Radiationand Shielding Dosein Plasma Focus Neutron Source Using FLUKAPatryk PrusNo ratings yet
- 14 XraydiffractionreviewDocument13 pages14 XraydiffractionreviewRubima Aisha YulmanNo ratings yet
- Aerosol Science and Technology: To Cite This Article: Seong-Ho Yoo, Seung-Ki Chae & Benjamin Y. H. Liu (1996) InfluenceDocument12 pagesAerosol Science and Technology: To Cite This Article: Seong-Ho Yoo, Seung-Ki Chae & Benjamin Y. H. Liu (1996) InfluenceNenn RmcNo ratings yet
- 1 s2.0 S0030399221000657 MainDocument6 pages1 s2.0 S0030399221000657 MainMuhammad SazlanNo ratings yet
- MacromolecularRapidCommunications2023 Vagias Et Al PUBLISHEDDocument7 pagesMacromolecularRapidCommunications2023 Vagias Et Al PUBLISHEDApostolos VagiasNo ratings yet
- Caracterisation Des Defauts Par UltrasonDocument17 pagesCaracterisation Des Defauts Par UltrasonMenad SalahNo ratings yet
- 2.1) Determination of Fracture Toughness of Bulk Materials and Thin Films by Nano-Indentation - Comparison of Different ModelsDocument17 pages2.1) Determination of Fracture Toughness of Bulk Materials and Thin Films by Nano-Indentation - Comparison of Different ModelshariNo ratings yet
- Hardware Implementation of Electrical Resistance Tomography For Damage Detection of Carbon Fibre-Reinforced Polymer CompositesDocument13 pagesHardware Implementation of Electrical Resistance Tomography For Damage Detection of Carbon Fibre-Reinforced Polymer CompositesCESARNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument7 pagesSurface & Coatings Technology: SciencedirectwilliamsNo ratings yet
- Bending LossDocument6 pagesBending Lossesther lidiyaNo ratings yet
- 3 Experimental and Simulation Studies On Room Temperature Vulcanization (RTV) Silicone Material Under Inclined Plane Tracking and Erosion TestDocument4 pages3 Experimental and Simulation Studies On Room Temperature Vulcanization (RTV) Silicone Material Under Inclined Plane Tracking and Erosion TestAnonymousNo ratings yet
- Analysis of A Highly Temperature Sensitive Gold Coated 2023 Ain Shams EngineDocument14 pagesAnalysis of A Highly Temperature Sensitive Gold Coated 2023 Ain Shams EngineJean-Roger TchapoNo ratings yet
- Giordano 2004Document21 pagesGiordano 2004Goku SonNo ratings yet
- Article JAPDocument19 pagesArticle JAPThe SangeNo ratings yet
- 98 - 2001 - Use of Durability Index Tests For The Assessment and Control of Concrete Quality On Site - S M Gouws, M G Alexander and G MaritzDocument13 pages98 - 2001 - Use of Durability Index Tests For The Assessment and Control of Concrete Quality On Site - S M Gouws, M G Alexander and G MaritzBenharzallah KrobbaNo ratings yet
- IMPORTANT Evaluating The Effects of Multi-Walled Carbon Nanotubes IMPORTANTDocument7 pagesIMPORTANT Evaluating The Effects of Multi-Walled Carbon Nanotubes IMPORTANTMahalingam SNo ratings yet
- Colour Rendering of Polymer Network Cholesteric Liquid Cristal Model and Experimental ResultsDocument15 pagesColour Rendering of Polymer Network Cholesteric Liquid Cristal Model and Experimental ResultsKmilo VinaTea ChavezNo ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- Roche2006-The Role of The Residual Stresses of The Epoxy-Aluminum Interphase On The Interfacial Fracture ToughnessDocument22 pagesRoche2006-The Role of The Residual Stresses of The Epoxy-Aluminum Interphase On The Interfacial Fracture ToughnessMd Asif Rezwan ShishirNo ratings yet
- Roche1982-A Three-Point Flexure Test Configuration For Improved Sensitivity To Metal - Adhesive Interfacial PhenomenaDocument6 pagesRoche1982-A Three-Point Flexure Test Configuration For Improved Sensitivity To Metal - Adhesive Interfacial PhenomenaMd Asif Rezwan ShishirNo ratings yet
- Book Ch-Aufray and Roche2005 - Properties of The Interphase Epoxy-Amine - Metal-Influences From The Nature of The Amine and The MetalDocument14 pagesBook Ch-Aufray and Roche2005 - Properties of The Interphase Epoxy-Amine - Metal-Influences From The Nature of The Amine and The MetalMd Asif Rezwan ShishirNo ratings yet
- 1 General Introduction-2 PDFDocument41 pages1 General Introduction-2 PDFMd Asif Rezwan ShishirNo ratings yet
- Art of PaintingDocument67 pagesArt of Paintingkameleon irisNo ratings yet
- Fuckin' Price ListDocument21 pagesFuckin' Price ListJeorge Michael FortoNo ratings yet
- Building Deterioration & Design Consideration: AnnouncementsDocument4 pagesBuilding Deterioration & Design Consideration: AnnouncementsPriyankaNo ratings yet
- Sintra Fabrication ManualDocument45 pagesSintra Fabrication ManualChrisNo ratings yet
- Total Corrosion Control, Cortec Corporation (Revised 01-12)Document28 pagesTotal Corrosion Control, Cortec Corporation (Revised 01-12)smartman35No ratings yet
- GT PreservationDocument32 pagesGT PreservationJose Alberto Uribe Minier100% (5)
- Hi-Vinyl 1102 CF Etching Primer (Ver 4.0)Document4 pagesHi-Vinyl 1102 CF Etching Primer (Ver 4.0)Evonne LeeNo ratings yet
- Steelmaster 120Sb: Technical Data Sheet Application GuideDocument12 pagesSteelmaster 120Sb: Technical Data Sheet Application GuidekalstarNo ratings yet
- Alkyd ResinsDocument12 pagesAlkyd Resinsgalati12345100% (1)
- Saes-H-004, 12.23.2018Document81 pagesSaes-H-004, 12.23.2018Rami ELLOUMINo ratings yet
- Waterproofing Remedial 112 1Document9 pagesWaterproofing Remedial 112 1KAMAL BEHLNo ratings yet
- Paint Systems For Steel StructuresDocument7 pagesPaint Systems For Steel StructuresHermann Lowe100% (1)
- ACTICIDE DСХ 30Document1 pageACTICIDE DСХ 30Fadi MagdyNo ratings yet
- Slip Resistant Coating (R12) : Ferfa Type 2 SystemDocument2 pagesSlip Resistant Coating (R12) : Ferfa Type 2 SystemAlex BocicaNo ratings yet
- PDS Carboguard 703Document2 pagesPDS Carboguard 703sibi_s_raj80% (5)
- TB43-0147 Color, Markings and Camouflage 1975Document163 pagesTB43-0147 Color, Markings and Camouflage 1975dieudecafe100% (2)
- Gama de Solventes Alifaticos en ChileDocument9 pagesGama de Solventes Alifaticos en ChileFelipe OtarolaNo ratings yet
- Dos A OilDocument5 pagesDos A OilimranNo ratings yet
- Worldwide Engineering Standards: Tape Adhesion Test For Paint FinishesDocument3 pagesWorldwide Engineering Standards: Tape Adhesion Test For Paint FinishesRicardo Bavasso100% (1)
- Inglés - Painting A Sentinel With 3GEN PDFDocument10 pagesInglés - Painting A Sentinel With 3GEN PDFVlasNo ratings yet
- GMW14671 - Organic Coating UnderbodyDocument4 pagesGMW14671 - Organic Coating UnderbodyYosua Dimas Agus SriyantoNo ratings yet
- Presentation 38Document13 pagesPresentation 38Debopriyo RoyNo ratings yet
- Polymers: Thermoplastics Thermosets Elastomers Synthetic FibersDocument14 pagesPolymers: Thermoplastics Thermosets Elastomers Synthetic Fibersmahua khagNo ratings yet
- 13 Regina Matranga PLC LEB20 Technical Presentation AMER PNWSCTDocument24 pages13 Regina Matranga PLC LEB20 Technical Presentation AMER PNWSCTLong An ĐỗNo ratings yet
- Canvas Painting For BeginnersDocument33 pagesCanvas Painting For BeginnersLemdy Anwuna100% (1)
- Canyonland History DocumentDocument74 pagesCanyonland History Documentapi-316835550100% (1)
- 3M Aerospace. Product GuideDocument138 pages3M Aerospace. Product GuideDa CostaNo ratings yet
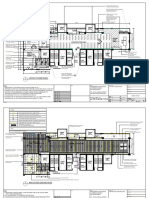
- Tender Drawing - v2 PDFDocument17 pagesTender Drawing - v2 PDFmichaeltai624No ratings yet