You might also like
- Erection Testing and CommissioningDocument30 pagesErection Testing and CommissioningEngr Muhammad Abu BakrNo ratings yet
- 2 Welding Procedure 2 PDFDocument6 pages2 Welding Procedure 2 PDFMustafa MubderNo ratings yet
- DG BusductDocument16 pagesDG BusductanandpurushothamanNo ratings yet
- LN11526 - Dewatering Centrifuge EquipmentDocument32 pagesLN11526 - Dewatering Centrifuge Equipmenttomo tomoNo ratings yet
- A1D8E4 - Condition 7 - Line 2 - Joining Program Appendix 1 Specification For Facility Construction Section 12Document18 pagesA1D8E4 - Condition 7 - Line 2 - Joining Program Appendix 1 Specification For Facility Construction Section 12AmanSharmaNo ratings yet
- Mos Driven Pile 11Document4 pagesMos Driven Pile 11Laila AzreenNo ratings yet
- Distribution BoardsDocument5 pagesDistribution BoardssallammohamedNo ratings yet
- Specification 33 KV LineDocument18 pagesSpecification 33 KV LineSatyaprasad NimmakayalaNo ratings yet
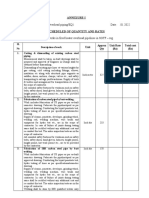
- Annexure IDocument3 pagesAnnexure IRadhakrishnan SreerekhaNo ratings yet
- Vibration Isolation and Seismic Restraints For Fire ProtectionDocument4 pagesVibration Isolation and Seismic Restraints For Fire Protectionabdullah sahibNo ratings yet
- Hydromechanical - Technical SpecificationsDocument16 pagesHydromechanical - Technical SpecificationsdishkuNo ratings yet
- Section - 25: Erection, Testing and CommissioningDocument26 pagesSection - 25: Erection, Testing and CommissioningM Usman RiazNo ratings yet
- PRL SOW-HP Steam Line ModificationDocument3 pagesPRL SOW-HP Steam Line ModificationM Waqas HabibNo ratings yet
- Pipes SupportDocument19 pagesPipes SupportoliveiralauroNo ratings yet
- Prestressing ReinforcementDocument6 pagesPrestressing ReinforcementApon khanNo ratings yet
- Prestressing Works SpecsDocument30 pagesPrestressing Works SpecsVladimir Simeunovic100% (1)
- 5.2.3 Piling WorksDocument12 pages5.2.3 Piling WorksPaul KwongNo ratings yet
- 6744-00-16-46-SP-08 RaDocument3 pages6744-00-16-46-SP-08 Ravijay bariNo ratings yet
- Stringing Method StatementDocument18 pagesStringing Method StatementAbhish Raj75% (4)
- EstimateDocument4 pagesEstimateRadhakrishnan Sreerekha100% (1)
- SECTION 16400 Electrical Overhead Transmission: GeneralDocument15 pagesSECTION 16400 Electrical Overhead Transmission: Generalgerrzen64No ratings yet
- Equipment Erection PDFDocument13 pagesEquipment Erection PDFkasturisunilkumar86% (7)
- S2 Sheet PileDocument4 pagesS2 Sheet PileCalvin KewNo ratings yet
- SVCS-110-5 P2Document24 pagesSVCS-110-5 P2Grúas MOBENo ratings yet
- 24 Steel PipesDocument11 pages24 Steel Pipeselynah mistiolaNo ratings yet
- Field Welding of RailDocument4 pagesField Welding of Raildurandm10No ratings yet
- MO-101 Airport Rotating BeaconsDocument5 pagesMO-101 Airport Rotating BeaconsMuhWafiqNo ratings yet
- Technical Specs of Mechanical PlanDocument4 pagesTechnical Specs of Mechanical PlanJay-Mart Dela CruzNo ratings yet
- Construction Method Statement For Installation of Chilled Water Piping SystemDocument7 pagesConstruction Method Statement For Installation of Chilled Water Piping Systemamg007No ratings yet
- Section 14510 - Shaftless Screw Conveyors City of San Diego, CWP Guidelines Part 1 - GeneralDocument11 pagesSection 14510 - Shaftless Screw Conveyors City of San Diego, CWP Guidelines Part 1 - GeneralcesakzNo ratings yet
- Section 3 Piling 3.1 GeneralDocument25 pagesSection 3 Piling 3.1 GeneralCalvin KewNo ratings yet
- Instrumentation Engineering Standards PRD-IN-GS-001Document44 pagesInstrumentation Engineering Standards PRD-IN-GS-001kpeNo ratings yet
- SPEC - LT Switchgear Cub With 400kVA Trans.Document12 pagesSPEC - LT Switchgear Cub With 400kVA Trans.10derNo ratings yet
- Erection Methodoly Electrical 50 MWPDocument21 pagesErection Methodoly Electrical 50 MWPInaam Ullah MughalNo ratings yet
- Method Statement For Installation of Emt Conduit-OldDocument13 pagesMethod Statement For Installation of Emt Conduit-OldSalman SaifuddinNo ratings yet
- JJ Sietas Workinstructions For OffshoreDocument12 pagesJJ Sietas Workinstructions For OffshoreDimitris NikouNo ratings yet
- Guidlines20190717 77133 nkk2w8Document13 pagesGuidlines20190717 77133 nkk2w8Mahakaal EngineeringNo ratings yet
- Hamad International Airport Jet Fuel System Expansion: 00 31/01/2019 Issued For Construction Ms LW LW DPDocument29 pagesHamad International Airport Jet Fuel System Expansion: 00 31/01/2019 Issued For Construction Ms LW LW DPsrp. mohammedNo ratings yet
- Construction Standard FOR Electrical Installation Original Edition DEC. 1997Document9 pagesConstruction Standard FOR Electrical Installation Original Edition DEC. 1997cherif yahyaouiNo ratings yet
- Building Standards ActDocument2 pagesBuilding Standards ActLungisaniNo ratings yet
- Bundle Spacer: Engineering DepartmentDocument4 pagesBundle Spacer: Engineering DepartmentpvenkyNo ratings yet
- MSCE StructuralDocument39 pagesMSCE StructuralJinxi PhilippinesNo ratings yet
- Mason E0008Document24 pagesMason E0008SandeepNo ratings yet
- Section 461 Multirotational Bearings 461-1 DescriptionDocument3 pagesSection 461 Multirotational Bearings 461-1 Descriptionl_aguilar_mNo ratings yet
- Brazing and Jointing of Copper PipesDocument3 pagesBrazing and Jointing of Copper Pipessunny_84t100% (1)
- Procedure For Fabrication and ErectionDocument6 pagesProcedure For Fabrication and ErectionChun Ming BooNo ratings yet
- 054) 15072 防振接頭Document7 pages054) 15072 防振接頭Mr.Money MoneyNo ratings yet
- Guideline On Fabrication (Railway Bridge Code)Document10 pagesGuideline On Fabrication (Railway Bridge Code)amawauceNo ratings yet
- Section B4 Piling For StructuresDocument12 pagesSection B4 Piling For StructureshavalNo ratings yet
- Specifications For Supplying and Driving Steel Pipe Piles: 1.0 DescriptionDocument8 pagesSpecifications For Supplying and Driving Steel Pipe Piles: 1.0 DescriptionMuhammad Idham SyafarNo ratings yet
- Overhead LinesDocument3 pagesOverhead LinesengrandyNo ratings yet
- Overhead Lines Andy PMDocument3 pagesOverhead Lines Andy PMengrandyNo ratings yet
- Repsol Oil Operations: Nc-115 Field DevelopmentDocument11 pagesRepsol Oil Operations: Nc-115 Field DevelopmentYangui AliNo ratings yet
- 03 3800 Post-Tensioned ConcreteDocument8 pages03 3800 Post-Tensioned ConcreteCarlos SYNo ratings yet
- 3 Sec-III-Hardware Fittings & AccessoriesDocument49 pages3 Sec-III-Hardware Fittings & AccessoriesTravis WoodNo ratings yet
- 015-IH-1008 (Pipeline Field Welding Non-Sour Service)Document17 pages015-IH-1008 (Pipeline Field Welding Non-Sour Service)npwalNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- AGLT - AN 372-1 Power Supply Testing PDFDocument15 pagesAGLT - AN 372-1 Power Supply Testing PDFJaime BarraganNo ratings yet
- C57 12 58-1991 PDFDocument22 pagesC57 12 58-1991 PDFEdwin CapdepomtNo ratings yet
- DVP S336, ManualDocument6 pagesDVP S336, ManualJuan Carlos MuñozNo ratings yet
- Optimus Converter Test KitDocument65 pagesOptimus Converter Test KitNaveedNo ratings yet
- Electric Circuit ManualDocument140 pagesElectric Circuit ManualMd abdul karimNo ratings yet
- 06ESL37 Analog Electronics Lab MANUALDocument70 pages06ESL37 Analog Electronics Lab MANUALSan AngadiNo ratings yet
- Ignition Coil Tester: Operating ManualDocument28 pagesIgnition Coil Tester: Operating ManualDJORJENo ratings yet
- BSC Electronics SyllabusDocument35 pagesBSC Electronics SyllabusSunil GuptaNo ratings yet
- 02 February 1993 PDFDocument92 pages02 February 1993 PDFMatias ArNo ratings yet
- Agilent - Infiniium 9000A Series Oscilloscope (User Guide) - 2009Document112 pagesAgilent - Infiniium 9000A Series Oscilloscope (User Guide) - 2009DanNo ratings yet
- Solid State Pulse CircuitsDocument456 pagesSolid State Pulse CircuitsMarcelly Sousa100% (1)
- Rectifier Lab ReportDocument7 pagesRectifier Lab ReportRupin Mathur0% (2)
- Service Manual: Mini Hi-Fi Component SystemDocument86 pagesService Manual: Mini Hi-Fi Component SystemClaudio FernandesNo ratings yet
- TV RcaDocument19 pagesTV RcaDENNYNo ratings yet
- Usermanual Pclab2000se UkDocument13 pagesUsermanual Pclab2000se UkleontindemeterNo ratings yet
- Beitman 1951 TVDocument196 pagesBeitman 1951 TVDirceu RodriguesNo ratings yet
- Tektronix cfg250 FunctiongeneratorDocument37 pagesTektronix cfg250 FunctiongeneratorNaur AvilaNo ratings yet
- Lab Manual Measurement and InstrumentationDocument29 pagesLab Manual Measurement and Instrumentationkkp0650No ratings yet
- An-8201 FCM8201 Three-Phase Sine-Wave BLDC Motor ControllerDocument25 pagesAn-8201 FCM8201 Three-Phase Sine-Wave BLDC Motor ControllerFelipePerezNo ratings yet
- DIY FI FlowBench (Assembly)Document11 pagesDIY FI FlowBench (Assembly)BespokeReader100% (1)
- Victoreen 8000: Users ManualDocument98 pagesVictoreen 8000: Users ManualmariaNo ratings yet
- Field Tests of Grounding at An Actual Wind Turbine Generator SystemDocument6 pagesField Tests of Grounding at An Actual Wind Turbine Generator Systembal3xNo ratings yet
- Digital WatchDocument4 pagesDigital Watchcoker yusufNo ratings yet
- Tektronik 212 Scope Maintenance ManualDocument83 pagesTektronik 212 Scope Maintenance ManualEduardo EscalanteNo ratings yet
- Evaluating Characteristics of Ultrasonic Search Units: Standard Guide ForDocument23 pagesEvaluating Characteristics of Ultrasonic Search Units: Standard Guide ForPedro Chavez GalvezNo ratings yet
- Sony HCD Dx70Document72 pagesSony HCD Dx70parascoliNo ratings yet
- CP776Document58 pagesCP776jeevan_v_mNo ratings yet
- Digital Voltage Regulator: Installation and MaintenanceDocument20 pagesDigital Voltage Regulator: Installation and MaintenanceAteeqNo ratings yet
- Jerez Mesa2018 PDFDocument25 pagesJerez Mesa2018 PDFmohamadNo ratings yet
- 7000 Series OscilloscopeDocument117 pages7000 Series OscilloscopeAman kumarNo ratings yet