You might also like
- Storage Tank Inspection API 650Document27 pagesStorage Tank Inspection API 650Pandu Damay Putra92% (12)
- Sample List Detail Welding MapDocument3 pagesSample List Detail Welding MapMuhammad Fitransyah Syamsuar Putra83% (6)
- Ventilation Plan For Confined Space Entry (Diagram)Document1 pageVentilation Plan For Confined Space Entry (Diagram)Mohammad SyahirNo ratings yet
- 2000AED Instruct. ManualDocument116 pages2000AED Instruct. ManualFreddy H. ShiraneNo ratings yet
- British Petroleum Standards GS-106-1 - 0Document40 pagesBritish Petroleum Standards GS-106-1 - 0Saravanan VaradarajanNo ratings yet
- CSWIP Question Answers PDFDocument32 pagesCSWIP Question Answers PDFAnonymous SA40GK6100% (2)
- 07 Tozaki-ToolGeomDocument7 pages07 Tozaki-ToolGeomaan nug rohoNo ratings yet
- Composite Refractory MaterialsDocument8 pagesComposite Refractory MaterialsMatija BušićNo ratings yet
- Underwater Friction Stir Welding An OverviewDocument6 pagesUnderwater Friction Stir Welding An OverviewSabry S. YoussefNo ratings yet
- Studies On Effect of Tool Pin Profiles and Welding Parameters On The Friction Stir Welding of Dissimilar Aluminium Alloys AA5052 & AA6063Document15 pagesStudies On Effect of Tool Pin Profiles and Welding Parameters On The Friction Stir Welding of Dissimilar Aluminium Alloys AA5052 & AA6063IJRASETPublicationsNo ratings yet
- Static and Kinetic Friction Force and Surface Roughness of Different Archwire - Bracket Sliding ContactsDocument6 pagesStatic and Kinetic Friction Force and Surface Roughness of Different Archwire - Bracket Sliding ContactsCarlos CortésNo ratings yet
- Investigation On The Strength and Behavior of Cold-Formed Steel Angle ColumnsDocument8 pagesInvestigation On The Strength and Behavior of Cold-Formed Steel Angle ColumnsIJRASETPublicationsNo ratings yet
- Development and Analysis of Butt and Lap Welds in Micro Friction Stir Welding ( FSW)Document5 pagesDevelopment and Analysis of Butt and Lap Welds in Micro Friction Stir Welding ( FSW)HahaNo ratings yet
- Theoretical Modeling and Experimental VerificationDocument8 pagesTheoretical Modeling and Experimental Verificationrroma_1983No ratings yet
- Optimization of Friction Stir Spot Welding Process Using Artificial Neural NetworkDocument6 pagesOptimization of Friction Stir Spot Welding Process Using Artificial Neural NetworkIJSTENo ratings yet
- Experimental Investigations and Multi-Objective Optimization of Friction Drilling Process On AISI 1015Document14 pagesExperimental Investigations and Multi-Objective Optimization of Friction Drilling Process On AISI 1015Raghav RaoNo ratings yet
- CTOD Testing Crack Tip To Opening Displacement To Measure Fracture Toughness Friction Vs Linear Vs Rotary Stir WeldingDocument3 pagesCTOD Testing Crack Tip To Opening Displacement To Measure Fracture Toughness Friction Vs Linear Vs Rotary Stir WeldingVarun JamesNo ratings yet
- Review On FSWDocument18 pagesReview On FSWbvnareshNo ratings yet
- Mechanical and Microstructure Properties of 304 Stainless Steel Friction Welded JointDocument10 pagesMechanical and Microstructure Properties of 304 Stainless Steel Friction Welded JointSUBHASHIS SAHOONo ratings yet
- Ijs R Off 2013123Document5 pagesIjs R Off 2013123KKN UNP - FKM UNAND 2020 NAGARI PADANG GANTINGNo ratings yet
- Applicability of Friction Stir Welding (FSW) To Steels and Properties of The WeldsDocument8 pagesApplicability of Friction Stir Welding (FSW) To Steels and Properties of The WeldsirfankohaaNo ratings yet
- Optimum Selection of Variable Punch-Die Clearance To Improve Tool Life in Blanking Non-Symmetric ShapesDocument10 pagesOptimum Selection of Variable Punch-Die Clearance To Improve Tool Life in Blanking Non-Symmetric ShapesMatheus William CesarNo ratings yet
- Design, Fabrication and Testing of Friction Stir Welded JointsDocument8 pagesDesign, Fabrication and Testing of Friction Stir Welded JointsParshotam SharmaNo ratings yet
- Vibration Analysis of Beam With Varying Crack Location: AbstractDocument10 pagesVibration Analysis of Beam With Varying Crack Location: AbstractShkelzen ShabaniNo ratings yet
- New Billet Cutting Process Combining Torsion and SDocument11 pagesNew Billet Cutting Process Combining Torsion and SDuc TrungNo ratings yet
- 1 s2.0 S1005030214000632 MainDocument8 pages1 s2.0 S1005030214000632 MainV.v. TaguisNo ratings yet
- An Investigation On SA 213 Tube To SA 387 Tube Plate With Backing Block Arrangement in Friction Welding ProcessDocument15 pagesAn Investigation On SA 213 Tube To SA 387 Tube Plate With Backing Block Arrangement in Friction Welding ProcessAswini JhaNo ratings yet
- Study of Tool Geometry On Friction Stir Welding of Aa 6061 and Az61Document7 pagesStudy of Tool Geometry On Friction Stir Welding of Aa 6061 and Az61Osama MohammedNo ratings yet
- Tensile Notch Inconel 625Document24 pagesTensile Notch Inconel 625多如No ratings yet
- Analysis of Natural Frequencies and Mode Shapes of Metal Expansion Bellows For STHEDocument10 pagesAnalysis of Natural Frequencies and Mode Shapes of Metal Expansion Bellows For STHEMourad BenabderrahmaneNo ratings yet
- Journal of Materials Processing Technology: J.S. de Jesus, A. Loureiro, J.M. Costa, J.M. FerreiraDocument11 pagesJournal of Materials Processing Technology: J.S. de Jesus, A. Loureiro, J.M. Costa, J.M. FerreiraV.v. TaguisNo ratings yet
- 10 1016@j Phpro 2013 03 070Document10 pages10 1016@j Phpro 2013 03 070kamal touilebNo ratings yet
- Ijri Me 01 011Document8 pagesIjri Me 01 011ijripublishersNo ratings yet
- A Critical Review of Friction Stir Welding Process: January 2015Document19 pagesA Critical Review of Friction Stir Welding Process: January 2015Anis dakhlaouiNo ratings yet
- Friction Stir Welding of AA6082-T6 T-Joints: Process Engineering and Performance MeasurementDocument9 pagesFriction Stir Welding of AA6082-T6 T-Joints: Process Engineering and Performance Measurementsensoham03No ratings yet
- Artigo 2Document6 pagesArtigo 2Edmilson LimaNo ratings yet
- Acoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfilesDocument10 pagesAcoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfileslarryNo ratings yet
- EJMADocument8 pagesEJMAyash523No ratings yet
- An Overview of Friction Stir Welding (FSW) : A New PerspectiveDocument4 pagesAn Overview of Friction Stir Welding (FSW) : A New PerspectiveinventyNo ratings yet
- Notch Stress Analysis and Fatigue Strength Assessment of Tube Flange Welded Joints Under Torsional LoadingDocument3 pagesNotch Stress Analysis and Fatigue Strength Assessment of Tube Flange Welded Joints Under Torsional LoadingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Wiroj Jana Pirom 2013Document15 pagesWiroj Jana Pirom 2013Abdulkhaliq AbdulyimahNo ratings yet
- KonvertDocument8 pagesKonvertAna Wilda WidiantoroNo ratings yet
- A Review of Conical Tool Feature VariatiDocument4 pagesA Review of Conical Tool Feature Variatiالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- 54 Ijmperddec201754Document8 pages54 Ijmperddec201754TJPRC PublicationsNo ratings yet
- Flujo de MaterialDocument13 pagesFlujo de MaterialV.v. TaguisNo ratings yet
- Mechanical Metallurgical Characteristics and CorroDocument8 pagesMechanical Metallurgical Characteristics and CorroNikhil KanojiNo ratings yet
- 2019 A Review On Resistance Spot Welding of Steel MaterialDocument13 pages2019 A Review On Resistance Spot Welding of Steel Materialguravshubham7777No ratings yet
- Tool Wear in Friction Drilling: Scott F. Miller, Peter J. Blau, Albert J. ShihDocument10 pagesTool Wear in Friction Drilling: Scott F. Miller, Peter J. Blau, Albert J. Shihjuan carlosNo ratings yet
- (Kekasaranpermukaan) IJESIT201301 51 PDFDocument7 pages(Kekasaranpermukaan) IJESIT201301 51 PDFMuhammad Tatma'inul QulubNo ratings yet
- Experimental Investigation On Spinning of Aluminum Alloy 19500 CupDocument7 pagesExperimental Investigation On Spinning of Aluminum Alloy 19500 CupArifat Ridho DionNo ratings yet
- Effect of Tool Rotational Speed On The MicrostructDocument11 pagesEffect of Tool Rotational Speed On The MicrostructlarryNo ratings yet
- LB - Electron & Atomic Force MicrosDocument7 pagesLB - Electron & Atomic Force Microsdr.sakshigarg0105No ratings yet
- Microstructure and Mechanical Properties of Friction Crush Welded Joints of Oxygen-Free Copper (C1020) SheetsDocument8 pagesMicrostructure and Mechanical Properties of Friction Crush Welded Joints of Oxygen-Free Copper (C1020) SheetsFiras RocktNo ratings yet
- Cutting Tool Overha70-010-2654-YDocument8 pagesCutting Tool Overha70-010-2654-YMohammed EndrisNo ratings yet
- Mech-IJME-Influence of The - NECIB DjilaniDocument10 pagesMech-IJME-Influence of The - NECIB Djilaniiaset123No ratings yet
- Materials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaDocument4 pagesMaterials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaPratikraj GohilNo ratings yet
- 3-Formability of Sheet Metal Flowing Through Drawbead-An Experimental InvestigationDocument11 pages3-Formability of Sheet Metal Flowing Through Drawbead-An Experimental InvestigationEric SalmazoNo ratings yet
- Alien ReportDocument5 pagesAlien ReportPolusani SrimanNo ratings yet
- Effect of Parametric Changes On The Natural Frequency of Metallic Bellow For Constant Bellow Diameter (D) To Cavity Diameter (D) RatioDocument8 pagesEffect of Parametric Changes On The Natural Frequency of Metallic Bellow For Constant Bellow Diameter (D) To Cavity Diameter (D) RatioIJRASETPublicationsNo ratings yet
- Bullet Penertan Analysis For LessonsDocument6 pagesBullet Penertan Analysis For LessonsMühendisÖğrencilerNo ratings yet
- Cantiliver PosibleDocument8 pagesCantiliver PosibleGary FukcoreNo ratings yet
- Joining of Dual Phase Coated Steel Sheets DP600Document5 pagesJoining of Dual Phase Coated Steel Sheets DP600Editor IJTSRDNo ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- 08 Buffa-ToolPath Al PDFDocument9 pages08 Buffa-ToolPath Al PDFaan nug rohoNo ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Friction Stir Welding-A ReviewDocument7 pagesFriction Stir Welding-A ReviewHUỲNH HOÀNG TÚNo ratings yet
- Effect of Weld Parameters On Mechanical Properties of The Friction Stir Welding Aa6063-T5Document9 pagesEffect of Weld Parameters On Mechanical Properties of The Friction Stir Welding Aa6063-T5HUỲNH HOÀNG TÚNo ratings yet
- Mendes 2016Document31 pagesMendes 2016HUỲNH HOÀNG TÚNo ratings yet
- 09 - Chapter 1 PDFDocument20 pages09 - Chapter 1 PDFSantosh ChattarakiNo ratings yet
- Studies On Effect of Tool Design and Welding Parameters On The Friction Stir Welding of Dissimilar Aluminium Alloys AA 5052 AA 60612014procedia EngineeringDocument5 pagesStudies On Effect of Tool Design and Welding Parameters On The Friction Stir Welding of Dissimilar Aluminium Alloys AA 5052 AA 60612014procedia EngineeringV.v. TaguisNo ratings yet
- Sabari 2016Document32 pagesSabari 2016HUỲNH HOÀNG TÚNo ratings yet
- Book-Friction Stir WeldingDocument239 pagesBook-Friction Stir WeldingHUỲNH HOÀNG TÚNo ratings yet
- Lifting Operations Management SystemDocument44 pagesLifting Operations Management SystemHUỲNH HOÀNG TÚNo ratings yet
- LCC DOCS 11099031 v1 HS PRO 014 Lifting Operations ProcedureDocument17 pagesLCC DOCS 11099031 v1 HS PRO 014 Lifting Operations ProcedureHUỲNH HOÀNG TÚNo ratings yet
- DVS Technical Codes On Plastics Joining TechnologiesDocument11 pagesDVS Technical Codes On Plastics Joining TechnologiesHaseeb ZahidNo ratings yet
- En 10253-4 - Butt-Welding Pipe Fitting-Stainless SteelDocument100 pagesEn 10253-4 - Butt-Welding Pipe Fitting-Stainless Steelนพโชติ เสนาพิทักษ์No ratings yet
- WCB Mold CatalogueDocument72 pagesWCB Mold CatalogueMagaly Tabash-EspinachNo ratings yet
- Sfa 5.3 PDFDocument14 pagesSfa 5.3 PDFWidya widyaNo ratings yet
- Function6 SARKARDocument4 pagesFunction6 SARKARRavi royNo ratings yet
- In-Service Pipeline Repair GuidelinesDocument26 pagesIn-Service Pipeline Repair GuidelinesshahgardezNo ratings yet
- 20mnmoni55 or Sa 533 GR B CL 1Document10 pages20mnmoni55 or Sa 533 GR B CL 1Jackz UlNo ratings yet
- An Experimental Study On The Effect of Increased Pressure On MIG Welding ArcDocument6 pagesAn Experimental Study On The Effect of Increased Pressure On MIG Welding ArcSaket PatwaNo ratings yet
- Model Answer: Important Suggestions To ExaminersDocument42 pagesModel Answer: Important Suggestions To Examinerskabir bodeleNo ratings yet
- Baroda CompaniesDocument25 pagesBaroda CompaniesAmrit VatsNo ratings yet
- Mn-Mo Gas Shileded (E90T1-D3, E100T5-D2) PDFDocument1 pageMn-Mo Gas Shileded (E90T1-D3, E100T5-D2) PDFborovniskiNo ratings yet
- Böhler Aws E309L-17: High Alloyed Stick Electrode Type 309L For Special ApplicationsDocument2 pagesBöhler Aws E309L-17: High Alloyed Stick Electrode Type 309L For Special ApplicationsGabriel AntoniazziNo ratings yet
- Post Weld Heat TreatmentDocument3 pagesPost Weld Heat TreatmentpvdrameshNo ratings yet
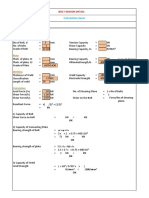
- Calculation Sheet Connection DesignDocument1 pageCalculation Sheet Connection DesignJay SenjaliaNo ratings yet
- Pertemuan 9-10 PPPKDocument74 pagesPertemuan 9-10 PPPKEKO PRIBADINo ratings yet
- Presentasi AotaiiiDocument37 pagesPresentasi Aotaiiiindo jasunNo ratings yet
- Cusn8-Pna 283 enDocument2 pagesCusn8-Pna 283 enRahul BiradarNo ratings yet
- Supercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGDocument8 pagesSupercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGGian Marco ColicchiaNo ratings yet
- Magnetic Flux Leakage MFL Inspection LimitationsDocument30 pagesMagnetic Flux Leakage MFL Inspection LimitationsWigand Junior100% (2)
- Submerged Arc Welding Consumables For Mild Steel and 490N/mm Class High Tensile Strength SteelDocument17 pagesSubmerged Arc Welding Consumables For Mild Steel and 490N/mm Class High Tensile Strength SteelManish MNo ratings yet
- Roll Chocks in Rolling Mill - IspatGuruDocument6 pagesRoll Chocks in Rolling Mill - IspatGuruSailen GopeNo ratings yet
- Inspection Procedure For ContractDocument24 pagesInspection Procedure For ContractVijaya PatilNo ratings yet
- Ultrasonic WeldingDocument20 pagesUltrasonic Weldingnayeem100% (3)
- FM130036 - EnC 18 - Stairway SpecificationDocument20 pagesFM130036 - EnC 18 - Stairway Specificationayman ammar100% (1)