You might also like
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Theorical and Experimental Study of Particle Movement and Deposition in Porous Media During Water InjectionDocument19 pagesTheorical and Experimental Study of Particle Movement and Deposition in Porous Media During Water InjectionGerardo ZambranoNo ratings yet
- PDF/ajassp 2009 1531 1538Document8 pagesPDF/ajassp 2009 1531 1538gdchanesNo ratings yet
- From The Laboratory To The Field: Successful Multistage Horizontal Fracturing Design and Implementation in Tight Sandstones in The Anadarko BasinDocument25 pagesFrom The Laboratory To The Field: Successful Multistage Horizontal Fracturing Design and Implementation in Tight Sandstones in The Anadarko BasinErdal AYDINNo ratings yet
- Multi-Disciplinary Design: Assignment-1Document4 pagesMulti-Disciplinary Design: Assignment-1Apurv SinghNo ratings yet
- Spe 127981 MSDocument9 pagesSpe 127981 MSLeopold Roj DomNo ratings yet
- Brine DisposalDocument16 pagesBrine DisposalPENYU_1855100% (1)
- Low Salinity Waterflooding in Carbonate Reservoirs: Review of Interfacial MechanismsDocument43 pagesLow Salinity Waterflooding in Carbonate Reservoirs: Review of Interfacial MechanismsMuhammad Fariz GhifariNo ratings yet
- UOP Extending Molecular Sieve Life Tech PaperDocument7 pagesUOP Extending Molecular Sieve Life Tech PaperOmar EzzatNo ratings yet
- Zoshchenko 2019Document13 pagesZoshchenko 2019Mohamed SnosyNo ratings yet
- Core AnalysisDocument46 pagesCore Analysisbrg268100% (3)
- Lecture F8Document13 pagesLecture F8Shakeel AhmadNo ratings yet
- Fluid Flow in Oil ReservoirsDocument29 pagesFluid Flow in Oil ReservoirsRoy EtNo ratings yet
- 05 PublicationDocument21 pages05 Publicationrpr013279No ratings yet
- Reverse Osmosis Applied To Metal Finishing WastewaterDocument6 pagesReverse Osmosis Applied To Metal Finishing WastewaterBarbara RicciNo ratings yet
- Components and Treatments of Oilfield Produced WaterDocument7 pagesComponents and Treatments of Oilfield Produced WatermoheauNo ratings yet
- Wellbore Simulation To Model Calcite Deposition On The Ngatamariki Geothermal Field, NZDocument8 pagesWellbore Simulation To Model Calcite Deposition On The Ngatamariki Geothermal Field, NZAndhy Arya EkaputraNo ratings yet
- Scientific & Technical ReportDocument15 pagesScientific & Technical ReportMariam AsgharNo ratings yet
- Ceramem TechDocument17 pagesCeramem TechSrini VasanNo ratings yet
- Impregnation of Metals On SupportsDocument25 pagesImpregnation of Metals On Supportsyussra amerNo ratings yet
- A Laboratory Study of Hot Carbon Dioxide Injection Into Fractured and Conventional CoresDocument13 pagesA Laboratory Study of Hot Carbon Dioxide Injection Into Fractured and Conventional Coresmsmsoft90No ratings yet
- Heavy and Thermal Oil Recovery Production MechanismsDocument17 pagesHeavy and Thermal Oil Recovery Production MechanismsAndrea MendozaNo ratings yet
- Treatment and Injection of Produced WaterDocument8 pagesTreatment and Injection of Produced WaterLaura Alejandra Arevalo SanchezNo ratings yet
- Bioresource Technology: R. Shpiner, G. Liu, D.C. StuckeyDocument7 pagesBioresource Technology: R. Shpiner, G. Liu, D.C. StuckeyDiego CordobaNo ratings yet
- Mechanistic Study of Improved Heavy Oil Recovery by Alkaline Flood and Effect of WetabilityDocument12 pagesMechanistic Study of Improved Heavy Oil Recovery by Alkaline Flood and Effect of WetabilityRosa K Chang HNo ratings yet
- Plant Trial For Scale InhibitorsDocument15 pagesPlant Trial For Scale InhibitorsOladimejiNo ratings yet
- Caracterización de YacimientosDocument82 pagesCaracterización de YacimientosJesus BcNo ratings yet
- Molecular Sieve CalculationDocument11 pagesMolecular Sieve CalculationNanasaheb Patil100% (1)
- Reverse OsmosisDocument9 pagesReverse OsmosisNuride ŞirinzadeNo ratings yet
- Petroleum Engineering Project NamesDocument4 pagesPetroleum Engineering Project NamesLawNo ratings yet
- SPE 126910 Studies of Effluent Water Quality For The Enhancement of Oil Recovery in North KuwaitDocument15 pagesSPE 126910 Studies of Effluent Water Quality For The Enhancement of Oil Recovery in North KuwaitSoniale Sánchez GómezNo ratings yet
- SPE 163085 Successfully Controlling Unwanted Gas Production in A Highly Naturally Fractured Carbonate ReservoirDocument5 pagesSPE 163085 Successfully Controlling Unwanted Gas Production in A Highly Naturally Fractured Carbonate ReservoirLeopold Roj DomNo ratings yet
- China University of PetroleumDocument13 pagesChina University of PetroleumMIKIAS麦克No ratings yet
- Common Problems Faced in Geothermal Generation and How To Deal With ThemDocument12 pagesCommon Problems Faced in Geothermal Generation and How To Deal With ThemEM Rifqi Wilda PradanaNo ratings yet
- Oxidation DitchDocument6 pagesOxidation DitchSumayyah TsabitahNo ratings yet
- Flocculants and Coagulants NALCO (LIT)Document6 pagesFlocculants and Coagulants NALCO (LIT)Namita AgarwalNo ratings yet
- SPE 167698 Imbibition and Water Blockage in Unconventional Reservoirs: Well Management Implications During Flowback and Early ProductionDocument13 pagesSPE 167698 Imbibition and Water Blockage in Unconventional Reservoirs: Well Management Implications During Flowback and Early ProductionsouthliNo ratings yet
- Oilfield Produced Water Management: Treatment, Reuse and DisposalDocument9 pagesOilfield Produced Water Management: Treatment, Reuse and DisposalhafisjNo ratings yet
- Study of The Effect of Steam Injection On Crude Oil Displacement Yield From An Oil Contaminated Soil BedDocument10 pagesStudy of The Effect of Steam Injection On Crude Oil Displacement Yield From An Oil Contaminated Soil BedYoleida PargasNo ratings yet
- Seawater Desalination Using Smart Polyacrylic Acid Hydrogel in Haqel-Tabuk, Kingdom of Saudi Arabia (Ksa)Document8 pagesSeawater Desalination Using Smart Polyacrylic Acid Hydrogel in Haqel-Tabuk, Kingdom of Saudi Arabia (Ksa)TJPRC PublicationsNo ratings yet
- Fundamentals of Reverse Osmosis DesignDocument16 pagesFundamentals of Reverse Osmosis DesignJayfeson Gotuanco100% (2)
- A Rapid Supercritical Extraction Process For The Production of Silica1996Document6 pagesA Rapid Supercritical Extraction Process For The Production of Silica1996ait oubella marouaneNo ratings yet
- Otc 24470 MSDocument13 pagesOtc 24470 MSkpratik41No ratings yet
- Coring and Core AnalysisDocument11 pagesCoring and Core Analysisroaa ahmedNo ratings yet
- Caking Tendency of Prilled UreaDocument6 pagesCaking Tendency of Prilled UreaVinh Do ThanhNo ratings yet
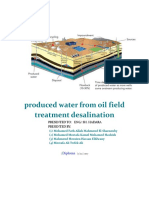
- Produced Water From Oil Field Treatment Desalination: DiplomaDocument26 pagesProduced Water From Oil Field Treatment Desalination: DiplomaYousef gamalNo ratings yet
- SPE-185789-MS Next-Generation Supramolecular Assemblies As Displacement Fluids in EORDocument30 pagesSPE-185789-MS Next-Generation Supramolecular Assemblies As Displacement Fluids in EORvigneshNo ratings yet
- SPE 168165 Engineered Approach To Isolate Intervals Invaded by Water or Gas in Naturally Fractured Carbonate FormationsDocument12 pagesSPE 168165 Engineered Approach To Isolate Intervals Invaded by Water or Gas in Naturally Fractured Carbonate FormationsLeopold Roj DomNo ratings yet
- Curing of Lead Acid BatteryDocument19 pagesCuring of Lead Acid Batterymuksadur rahmanNo ratings yet
- Water Treatment Resulting From The Exploitation of Gas Deposit - Case StudyDocument10 pagesWater Treatment Resulting From The Exploitation of Gas Deposit - Case StudyGEOLINKS International Conference 2019No ratings yet
- How To Increase Hydrocarbon Recovery EffeciencyDocument11 pagesHow To Increase Hydrocarbon Recovery EffeciencyjackNo ratings yet
- Dewatering of Natural Sediment Using Geotextile TubesDocument24 pagesDewatering of Natural Sediment Using Geotextile TubesMahn NguyenNo ratings yet
- Case 01Document19 pagesCase 01Rushanth ChandraboseNo ratings yet
- Water Shut Off by Rel Perm Modifiers - Lessons From Several FieldsDocument14 pagesWater Shut Off by Rel Perm Modifiers - Lessons From Several FieldsCarlos SuárezNo ratings yet
- N Mani Trans Stellar PaperDocument7 pagesN Mani Trans Stellar PaperManikandan NNo ratings yet
- SPE 153841 Successful Coiled-Tubing Conveyed Water-Shutoff Treatments in Gas Reservoirs in IndonesiaDocument11 pagesSPE 153841 Successful Coiled-Tubing Conveyed Water-Shutoff Treatments in Gas Reservoirs in Indonesiahade wantoNo ratings yet
- Aerobic Treatment of Gravity ThickeningDocument11 pagesAerobic Treatment of Gravity ThickeningMartin KealyNo ratings yet
- Caustic RecoveryDocument7 pagesCaustic RecoverysivachemtechNo ratings yet
- Standard methods for the examination of water and sewageFrom EverandStandard methods for the examination of water and sewageNo ratings yet
- Earth's Early History - 19-3Document4 pagesEarth's Early History - 19-3alex rodriguezNo ratings yet
- MSDS - Terralin Chlorine TabletsDocument8 pagesMSDS - Terralin Chlorine TabletsRista JayantiNo ratings yet
- Navjot Data 11 Dec DataDocument7 pagesNavjot Data 11 Dec Datatechhealers37No ratings yet
- Sans 50934-1Document13 pagesSans 50934-1Sergio VianaNo ratings yet
- Organic ChemistryDocument1 pageOrganic ChemistryNurul AfiqahNo ratings yet
- Sika Monotop®-910 N: Product Data SheetDocument3 pagesSika Monotop®-910 N: Product Data SheetlongNo ratings yet
- Strategic Management Assignment Two 02Document33 pagesStrategic Management Assignment Two 02Masnoo ShowNo ratings yet
- Mid-Term Dev 1Document5 pagesMid-Term Dev 1Hong Nhung DamNo ratings yet
- Hyprox 500 MSDSDocument16 pagesHyprox 500 MSDSkurniawanNo ratings yet
- HPLC 21103379Document8 pagesHPLC 21103379LungeloNo ratings yet
- BMC Iv Concrete: Water, Admixtures and ReinforcementDocument37 pagesBMC Iv Concrete: Water, Admixtures and ReinforcementAr Jitendra KumarNo ratings yet
- Gs 13 Preferred Makes MasterDocument91 pagesGs 13 Preferred Makes Masteronshore purchaseNo ratings yet
- CatalogDocument130 pagesCatalogAmit KumarNo ratings yet
- Reactions of Alkenes and AlcoholsDocument4 pagesReactions of Alkenes and AlcoholsRaquel da Silva JustinoNo ratings yet
- Azeotropic Distillation of Toluene With MethanolDocument16 pagesAzeotropic Distillation of Toluene With MethanolNurtasha AtikahNo ratings yet
- ASTM A352 18aDocument7 pagesASTM A352 18aKelly BatesNo ratings yet
- Pergopak M3 Matting and Effect Agent Technical Data SheetDocument2 pagesPergopak M3 Matting and Effect Agent Technical Data SheetAdhvik PuriNo ratings yet
- WHX Flare and BlowdownDocument106 pagesWHX Flare and BlowdownEslam ShiblNo ratings yet
- Photosynthesis and Respiration WorksheetDocument2 pagesPhotosynthesis and Respiration WorksheetTyrone WaltersNo ratings yet
- Risk Benefit Analysis of AspartameDocument3 pagesRisk Benefit Analysis of AspartameRyan ChachanaNo ratings yet
- Weathering and ErosionDocument28 pagesWeathering and ErosionYounas BilalNo ratings yet
- Ironmaking - Part 2Document42 pagesIronmaking - Part 2Aryan MishraNo ratings yet
- Permanent Magnetic Drums and Drum MachinesDocument5 pagesPermanent Magnetic Drums and Drum MachinesGM HerbalsNo ratings yet
- Deionization BrochureDocument2 pagesDeionization Brochurenermeen ahmedNo ratings yet
- Dgca Module 06Document15 pagesDgca Module 06SatyamNo ratings yet
- The 5 Litre Multibic: Excellence in Solutions For Life Saving TherapiesDocument4 pagesThe 5 Litre Multibic: Excellence in Solutions For Life Saving TherapiesClaudia CruzNo ratings yet
- Antistic Flyer - New2Document2 pagesAntistic Flyer - New2hanihiNo ratings yet
- Chapter 3 Sem 1 20192020 Updated 3.9.2019Document112 pagesChapter 3 Sem 1 20192020 Updated 3.9.2019Mohamad FahmiNo ratings yet
- 100 Tests R1. Reagent 1 X 100 ML R2. Reagent 100 Tests For in Vitro Diagnostic Use OnlyDocument2 pages100 Tests R1. Reagent 1 X 100 ML R2. Reagent 100 Tests For in Vitro Diagnostic Use OnlyUkeNo ratings yet
- S37631 Chemistry 06 PDFDocument255 pagesS37631 Chemistry 06 PDFDeepak YadavNo ratings yet