You might also like
- PWC Cylinder Block - With PTO Sleeve (Spark Series) - Shop Manual Supplement smr2016-114Document24 pagesPWC Cylinder Block - With PTO Sleeve (Spark Series) - Shop Manual Supplement smr2016-114Théo GousseyNo ratings yet
- SSV 2019 Brakes Maverick Shop Supp 219100971-030Document7 pagesSSV 2019 Brakes Maverick Shop Supp 219100971-030Coke Ker JetspeedNo ratings yet
- Diagrama MotorDocument1 pageDiagrama MotorAnimalXXX89No ratings yet
- Torque-Air Brake FittingsDocument2 pagesTorque-Air Brake Fittingsyoga_jpbmbmNo ratings yet
- Torque-Tapered Pipe Thread FittingsDocument2 pagesTorque-Tapered Pipe Thread Fittingsyoga_jpbmbmNo ratings yet
- Cylinder HeadDocument21 pagesCylinder HeadcristianNo ratings yet
- SEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Document16 pagesSEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Coke Ker JetspeedNo ratings yet
- 2005 Seadoo Rotax 1503 4 Tech Shop Manual - 76 100Document25 pages2005 Seadoo Rotax 1503 4 Tech Shop Manual - 76 100Oscar Eduardo Gomez100% (2)
- Clutch Overhaul: Group 21BDocument6 pagesClutch Overhaul: Group 21BPedro BatistaNo ratings yet
- F5M42 Clutch OverhaulDocument10 pagesF5M42 Clutch OverhaulJordan WettsteinNo ratings yet
- Clutch OverhaulDocument10 pagesClutch OverhaulAntony JamesNo ratings yet
- Twin Clutch SST Overhaul: Group 22DDocument4 pagesTwin Clutch SST Overhaul: Group 22Djose alvarezNo ratings yet
- GR00004300 21B PDFDocument6 pagesGR00004300 21B PDFToponari MedveNo ratings yet
- Fastener Tightening SpecificationsDocument6 pagesFastener Tightening Specificationsyeferson mora guerreroNo ratings yet
- Atv-s02-Ss08-Top End Shop Manual Out-Ren Version 5aa enDocument26 pagesAtv-s02-Ss08-Top End Shop Manual Out-Ren Version 5aa enJesus Manuel Hidalgo ArellanoNo ratings yet
- PWC-S02-SS10-Lubrication System - Shop Manual - 4-TEC - Version 2AA - ENDocument29 pagesPWC-S02-SS10-Lubrication System - Shop Manual - 4-TEC - Version 2AA - ENs4mtk666No ratings yet
- ATV 2015 OUTLANDER L (Continuously Variable Transmission (CVT) - 450) - Shop Manual - 04cE60AAE - SM51Y015S01 - enDocument22 pagesATV 2015 OUTLANDER L (Continuously Variable Transmission (CVT) - 450) - Shop Manual - 04cE60AAE - SM51Y015S01 - enfe100% (1)
- D6 Gear PressuresDocument2 pagesD6 Gear PressuresPETER ADAMNo ratings yet
- Torque-Air Conditioning FittingsDocument2 pagesTorque-Air Conditioning Fittingsyoga_jpbmbmNo ratings yet
- Valves and Unit Injectors, Adjustment - Fuel Injection - Nut (Hardware)Document2 pagesValves and Unit Injectors, Adjustment - Fuel Injection - Nut (Hardware)SCANIANo ratings yet
- Cylinder HeadDocument21 pagesCylinder HeadSteven AmadorNo ratings yet
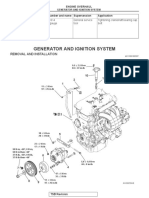
- Engine Removal and InstallationDocument8 pagesEngine Removal and InstallationEj GonzalezNo ratings yet
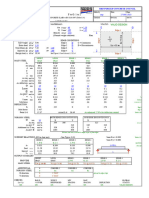
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document5 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2Murthy GunaNo ratings yet
- Air Brake Fittings: Torque SpecificationsDocument2 pagesAir Brake Fittings: Torque SpecificationsCristian SNo ratings yet
- 2005 Seadoo Rotax 1503 4 Tech Shop Manual - 51 75Document25 pages2005 Seadoo Rotax 1503 4 Tech Shop Manual - 51 75Oscar Eduardo GomezNo ratings yet
- PWC-S02-SS13-Cylinder Block - Shop Manual - 4-TEC - Version 2AA - ENDocument21 pagesPWC-S02-SS13-Cylinder Block - Shop Manual - 4-TEC - Version 2AA - ENs4mtk666No ratings yet
- Kubota Parts: Tightening TorquesDocument3 pagesKubota Parts: Tightening TorquesAlaina Sousa100% (1)
- Cylinder Heads 1Document1 pageCylinder Heads 1Franklin BeaumontNo ratings yet
- Daily Torbodaily Mec 01Document596 pagesDaily Torbodaily Mec 01Filipe Shiva MoreiraNo ratings yet
- Engrane Balanceadora Mitsubishi L200 2.5 2011-2015Document2 pagesEngrane Balanceadora Mitsubishi L200 2.5 2011-2015Alvaro RAMIREZ GARCIANo ratings yet
- C7 Industrial Belt Tensioner ChartDocument3 pagesC7 Industrial Belt Tensioner Chartworry notNo ratings yet
- Cylinder HeadsDocument1 pageCylinder HeadsFranklin BeaumontNo ratings yet
- D12a EspecificacionesDocument17 pagesD12a EspecificacionesAl MedinaNo ratings yet
- SpecDocument17 pagesSpecnghia phanNo ratings yet
- Barra Balanceadora Mitsubishi L200 2.5 2011-2015Document2 pagesBarra Balanceadora Mitsubishi L200 2.5 2011-2015Alvaro RAMIREZ GARCIANo ratings yet
- Belt Tension ChartDocument2 pagesBelt Tension Chartbenjir shuvoNo ratings yet
- Twin Clutch SST Overhaul: Group 22DDocument20 pagesTwin Clutch SST Overhaul: Group 22Djose alvarezNo ratings yet
- Orion Design ReportDocument86 pagesOrion Design ReportJiya Titus EmmanuelNo ratings yet
- PR Bolt-2Document3 pagesPR Bolt-2rupesh417No ratings yet
- Standstill Monitor: Electro-Mechanical Operated Rotation SensorDocument6 pagesStandstill Monitor: Electro-Mechanical Operated Rotation SensorRenzo Malcolm Garcia PickmannNo ratings yet
- TGX Series Tgx10-Tgx70 Shock Guard: Item # Torque (Min) Torque (Max) Speed (Max) Bore Size (Max) A G QuantityDocument4 pagesTGX Series Tgx10-Tgx70 Shock Guard: Item # Torque (Min) Torque (Max) Speed (Max) Bore Size (Max) A G QuantityD SNo ratings yet
- RCC94 Two-Way Slabs (Tables)Document5 pagesRCC94 Two-Way Slabs (Tables)adelalwailyNo ratings yet
- DPR 19.12.19Document27 pagesDPR 19.12.19amol gundNo ratings yet
- ASME PCC-1 Appendix-O-CalculationDocument23 pagesASME PCC-1 Appendix-O-Calculationvpjagannaath50% (2)
- 2way Slab Output by RCCDocument4 pages2way Slab Output by RCCSherwin PonsNo ratings yet
- Operating Instruction HAP 25 Operating Instruction PUB 5510574 000Document1 pageOperating Instruction HAP 25 Operating Instruction PUB 5510574 000provarecupero9No ratings yet
- Flygt Basic Repair Kit. Kit CatalogueDocument44 pagesFlygt Basic Repair Kit. Kit Cataloguebezabih tegegnNo ratings yet
- Stability Calculation - Ship - Pro Bang Doyo: Loadcase - Loadcase 1 Damage Case - IntactDocument2 pagesStability Calculation - Ship - Pro Bang Doyo: Loadcase - Loadcase 1 Damage Case - IntactFirdania AmeliaNo ratings yet
- SB450 SPDocument16 pagesSB450 SPJan KoniecznyNo ratings yet
- Continuously Variable Transaxle OverhaulDocument14 pagesContinuously Variable Transaxle Overhaulイワン ヨグヤカルタNo ratings yet
- Distribucion Mitsubishi L200 2.5 2011-2015Document7 pagesDistribucion Mitsubishi L200 2.5 2011-2015Alvaro RAMIREZ GARCIANo ratings yet
- One Way Spanning Slab Design To BS8110: Dead Load Live LoadDocument1 pageOne Way Spanning Slab Design To BS8110: Dead Load Live LoadNILRATAN SARKARNo ratings yet
- Serie - I - Recambios PDFDocument443 pagesSerie - I - Recambios PDFmonlow99No ratings yet
- Two-Way Slab V2Document4 pagesTwo-Way Slab V2Eric AbedaniaNo ratings yet
- Spreadsheets To BS 8110 & EC2 Advisory Group 32nd Floor - Corner Panel RMW 24-Aug-2020 130 CHG R68Document1 pageSpreadsheets To BS 8110 & EC2 Advisory Group 32nd Floor - Corner Panel RMW 24-Aug-2020 130 CHG R68roshan034No ratings yet
- F To G: 1 To 2: Spreadsheets To BS 8110 & EC2Document4 pagesF To G: 1 To 2: Spreadsheets To BS 8110 & EC2ery achjariNo ratings yet
- Spreadsheets To BS 8110: Advisory Group Ground Floor Columns at B1, B2 Etc 91Document12 pagesSpreadsheets To BS 8110: Advisory Group Ground Floor Columns at B1, B2 Etc 91SimaoNo ratings yet
- Isolated Footing Design1Document3 pagesIsolated Footing Design1V.m. RajanNo ratings yet
- Pot Bearing - Guided Bearing DesignDocument2 pagesPot Bearing - Guided Bearing Designtrichandra maharjanNo ratings yet
- F100 Basic Version Vs Advanced VersionDocument1 pageF100 Basic Version Vs Advanced VersioncristianNo ratings yet
- Cylinder HeadDocument21 pagesCylinder HeadcristianNo ratings yet
- Drive ShaftDocument3 pagesDrive ShaftcristianNo ratings yet
- Diagnostic and Fault CodesDocument11 pagesDiagnostic and Fault CodescristianNo ratings yet
- This Is How To MAKE A DIGI WRENCH FOR MSX 150 110Document7 pagesThis Is How To MAKE A DIGI WRENCH FOR MSX 150 110cristianNo ratings yet
- Relearn Throttle BodyDocument1 pageRelearn Throttle BodycristianNo ratings yet
- Controller Area Network (CAN)Document2 pagesController Area Network (CAN)cristianNo ratings yet
- 8370R Tractor S N 090001 170000 Worldwide Edition IntroductionDocument14 pages8370R Tractor S N 090001 170000 Worldwide Edition IntroductioncristianNo ratings yet
- 6170M Tractor Europe Edition Engine SN 6068GXXXXXX Tier 2 S N 860503 IntroductionDocument12 pages6170M Tractor Europe Edition Engine SN 6068GXXXXXX Tier 2 S N 860503 IntroductioncristianNo ratings yet
- S700 Series Combines S760 S770 S780 S790 Filter Overview With Service Intervals and CapacitiesDocument2 pagesS700 Series Combines S760 S770 S780 S790 Filter Overview With Service Intervals and Capacitiescristian100% (1)
- Parts Catalog Option DetailDocument150 pagesParts Catalog Option Detailmohamed100% (2)
- E450 Super Duty 6.8 2000-2001Document63 pagesE450 Super Duty 6.8 2000-2001Luis Ramon Arguello Real100% (1)
- Spare Parts Catalogue: Bajaj DecalDocument79 pagesSpare Parts Catalogue: Bajaj DecalTienda Bogota HeroesNo ratings yet
- API Recip Compressor Best Practices 0300 - 060814Document25 pagesAPI Recip Compressor Best Practices 0300 - 060814daniel adamNo ratings yet
- Trucaje DuratecDocument4 pagesTrucaje DuratecJuan Bautista RuizNo ratings yet
- Unit I - Force Analysis (9) : Systems and Tribology ConceptDocument82 pagesUnit I - Force Analysis (9) : Systems and Tribology ConceptSaranNo ratings yet
- Astm E983 CrankshaftDocument5 pagesAstm E983 Crankshaftradhiya inten hNo ratings yet
- BBPP MPV BMTI/Automotive Reskilling & Upskilling 2020Document10 pagesBBPP MPV BMTI/Automotive Reskilling & Upskilling 2020KaiZen PuTra MiddleNo ratings yet
- Crankshaft Types and DifferencesDocument45 pagesCrankshaft Types and DifferencesPramod DhaigudeNo ratings yet
- Yz250f 2013Document63 pagesYz250f 2013Gabriel ZamoraNo ratings yet
- Tenere700 Parts-ListDocument69 pagesTenere700 Parts-ListstephpovoNo ratings yet
- 1012 Busch HandoutDocument86 pages1012 Busch HandoutPrasetyo ANKNo ratings yet
- A Fatigue Analysis and Life Estimation of Crankshaft-A ReviewDocument7 pagesA Fatigue Analysis and Life Estimation of Crankshaft-A ReviewDiego AvendañoNo ratings yet
- UTB 445 S UTB 530 Service-Repair ManualDocument210 pagesUTB 445 S UTB 530 Service-Repair ManualMplachouras-Plachouras Nikolaos89% (143)
- C BookDocument118 pagesC BookpeterNo ratings yet
- PIAGGIO Ape City 2020Document124 pagesPIAGGIO Ape City 2020Macbelercorp Sac100% (1)
- Turning Moment Diagram Searchable..,$Document43 pagesTurning Moment Diagram Searchable..,$Emily WatsonNo ratings yet
- GSX150FL8: GixxerDocument116 pagesGSX150FL8: GixxerRanierNo ratings yet
- List of Auto PartsDocument15 pagesList of Auto PartsSien99zzNo ratings yet
- 2.0 Hdi Psa Dw10ated - Ru.enDocument28 pages2.0 Hdi Psa Dw10ated - Ru.enMohammad Rifai100% (1)
- Realignment of ShipDocument23 pagesRealignment of ShipAlfredo Ortiz BocanegraNo ratings yet
- Pioneer Automotive - Harmonic Balancers HB-2011Document134 pagesPioneer Automotive - Harmonic Balancers HB-2011scribdfourmeNo ratings yet
- Crankshaft Main BearingDocument4 pagesCrankshaft Main BearingSteven Y.MNo ratings yet
- Stirling Engine Alternatives For The Terrestrial Solar ApplicationDocument112 pagesStirling Engine Alternatives For The Terrestrial Solar ApplicationLima CostaNo ratings yet
- Magnetic Particle Examination of Large Crankshaft Forgings: Standard Specification ForDocument4 pagesMagnetic Particle Examination of Large Crankshaft Forgings: Standard Specification ForRahmat Syah LubisNo ratings yet
- 2000 - Moor - Belt Vs Chain-Slat BagasseDocument5 pages2000 - Moor - Belt Vs Chain-Slat BagasseAlejandro AguirreNo ratings yet
- Disassembly: 2Uz-Fe Engine Mechanical - Engine UnitDocument21 pagesDisassembly: 2Uz-Fe Engine Mechanical - Engine UnitMateusz Jaskuła100% (1)
- Sen00169-19 114e-3 Series EnginesDocument490 pagesSen00169-19 114e-3 Series EnginesJose A. Basanta H.No ratings yet
- Pump FeaturerDocument5 pagesPump FeaturerSergio Roberto Cabrera BurgosNo ratings yet
- IT175GDocument43 pagesIT175GKarl ClarkNo ratings yet