You might also like
- Pfeffer 2011Document6 pagesPfeffer 2011Shooting StarNo ratings yet
- High ResolutionDocument14 pagesHigh ResolutionNida AkNo ratings yet
- Else VierDocument11 pagesElse VierPolly LozanoNo ratings yet
- Seminar ReportDocument25 pagesSeminar ReportSuryakant MehtaNo ratings yet
- Journal of Materials Processing TechnologyDocument8 pagesJournal of Materials Processing TechnologyJaygopalj JayamohanNo ratings yet
- Additive Manufacturing of Magnetic Components For Heterogeneous IntegrationDocument7 pagesAdditive Manufacturing of Magnetic Components For Heterogeneous Integrationangeloq2No ratings yet
- Insights Into Silicon Photonics MachZehnder-Based Optical Transmitter ArchitecturesDocument14 pagesInsights Into Silicon Photonics MachZehnder-Based Optical Transmitter ArchitecturesAbhishek Kumar MahatoNo ratings yet
- 2016ijemm113 10Document9 pages2016ijemm113 10Dharti PatilNo ratings yet
- Stretchable ElectronicsFrom EverandStretchable ElectronicsTakao SomeyaNo ratings yet
- Ahmad Raddad 1180814Document7 pagesAhmad Raddad 1180814ahmad raddadNo ratings yet
- Removal of Ux Residues From Highly Dense AssembliesDocument10 pagesRemoval of Ux Residues From Highly Dense AssembliesAwangNo ratings yet
- Nature MicroDocument9 pagesNature MicroChandra ShettyNo ratings yet
- What Is Integrated Circuit (IC)Document19 pagesWhat Is Integrated Circuit (IC)jackNo ratings yet
- Measurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedDocument14 pagesMeasurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedNguyễn Hữu PhấnNo ratings yet
- 3D IC TechnologyDocument16 pages3D IC TechnologyRam VBITNo ratings yet
- 3D IC Technology: Vinod Chauhan 108170Document23 pages3D IC Technology: Vinod Chauhan 108170vinodchauhannitNo ratings yet
- Electrical Discharge Machining (EDM) : A Review: September 2016Document9 pagesElectrical Discharge Machining (EDM) : A Review: September 2016Mayank PatelNo ratings yet
- Malik Manna2016 TWECSMDocument10 pagesMalik Manna2016 TWECSMSiddharth KumarNo ratings yet
- Review Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50Document6 pagesReview Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50swatiNo ratings yet
- 1 - Metal Based Inkjet Inks For Printed ElectronicsDocument18 pages1 - Metal Based Inkjet Inks For Printed Electronicsmasum.sNo ratings yet
- Literature ReviewDocument34 pagesLiterature ReviewMuhammad WaleedNo ratings yet
- Electrode CoatingDocument8 pagesElectrode CoatingSaurabh JainNo ratings yet
- Integration of Micro N PhotoDocument4 pagesIntegration of Micro N PhotoMOHD ABDUL SATTARNo ratings yet
- Microelectronic Engineering: micro-EDM and ElectroformingDocument4 pagesMicroelectronic Engineering: micro-EDM and ElectroformingMariana Hernández PérezNo ratings yet
- 3D Integrated CircuitsDocument21 pages3D Integrated CircuitssorabhNo ratings yet
- UntitledDocument31 pagesUntitledAnand RNo ratings yet
- Ko 2007 Nanotechnology 18 345202Document9 pagesKo 2007 Nanotechnology 18 345202abbas6063No ratings yet
- Am-2021-21588x Proof HiDocument24 pagesAm-2021-21588x Proof HibismuthsunilNo ratings yet
- Wafer-Level Three-Dimensional Integrated CircuitsDocument5 pagesWafer-Level Three-Dimensional Integrated Circuits張碩仁No ratings yet
- Write A Note On Classification of IC and IC Packages. (Dec 2017)Document60 pagesWrite A Note On Classification of IC and IC Packages. (Dec 2017)5060 Karthikeyan. MNo ratings yet
- Azmat-LS2102205, Microwaves Home Task #11Document22 pagesAzmat-LS2102205, Microwaves Home Task #11Azmat GuldastaNo ratings yet
- Finite Element Analysis of Wire Electrode On WEDM Process Using ANSYSDocument14 pagesFinite Element Analysis of Wire Electrode On WEDM Process Using ANSYSIJRASETPublicationsNo ratings yet
- Effect of Current On EDMDocument58 pagesEffect of Current On EDMAli M. ElghawailNo ratings yet
- 3d Printing Hybrid Additive Manufacturing (Research Paper IEEE)Document5 pages3d Printing Hybrid Additive Manufacturing (Research Paper IEEE)Abhishek KaleNo ratings yet
- International Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingDocument9 pagesInternational Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingSudhir KumarNo ratings yet
- A Micro Project On: Industrial Components Which Are Produced Through Non Conventional Machining ProcessesDocument26 pagesA Micro Project On: Industrial Components Which Are Produced Through Non Conventional Machining Processesrajnish patilNo ratings yet
- 9.automatic TranformationDocument12 pages9.automatic Tranformation차지훈No ratings yet
- 3D PrintingDocument9 pages3D Printingsuhail iqbalNo ratings yet
- Carbon Energy - 2021 - ChuDocument16 pagesCarbon Energy - 2021 - ChuLoubna EL JEHOUARINo ratings yet
- Vlsi - CHP12Document14 pagesVlsi - CHP12feki2607No ratings yet
- On "3D ICs"Document22 pagesOn "3D ICs"Rahul GargNo ratings yet
- Electromechanical Design MAN 515: Electrical Discharge MachineDocument11 pagesElectromechanical Design MAN 515: Electrical Discharge MachineAli EhabNo ratings yet
- DesignandManufactureofMillimeter Scale3DTransformersforRF ICDocument14 pagesDesignandManufactureofMillimeter Scale3DTransformersforRF ICViviane CalixtoNo ratings yet
- Automatic Place-and-Route of Emerging LED-driven Wires Within A Monolithically-Integrated CMOS+III-V ProcessDocument6 pagesAutomatic Place-and-Route of Emerging LED-driven Wires Within A Monolithically-Integrated CMOS+III-V ProcesspoojaNo ratings yet
- Materials 15 00513 v2Document14 pagesMaterials 15 00513 v2Abraham GutierrezNo ratings yet
- Shin Et Al-2016-International Journal of Energy ResearchDocument10 pagesShin Et Al-2016-International Journal of Energy ResearchBrnardo RanNo ratings yet
- EDMDocument20 pagesEDMlogeshboy007No ratings yet
- Manoj Meena ProficiencyDocument9 pagesManoj Meena Proficiencymanojmeena4847No ratings yet
- Naveen PPT 3d Ic TechnologyDocument21 pagesNaveen PPT 3d Ic TechnologyG NAVEEN KUMARNo ratings yet
- 13 IjtimesDocument9 pages13 IjtimesMM GoudNo ratings yet
- 10 1109@ITherm45881 2020 9190490Document5 pages10 1109@ITherm45881 2020 9190490womini1025No ratings yet
- VLSI Spin-Offs and Technological Innovation: T.J. TateDocument5 pagesVLSI Spin-Offs and Technological Innovation: T.J. TatePRAVEEN1640No ratings yet
- Simple High-Performance Metal-Plating ProcedureDocument3 pagesSimple High-Performance Metal-Plating ProcedureAlexandr BabaskinNo ratings yet
- 1 s2.0 S2405844019366228 MainDocument12 pages1 s2.0 S2405844019366228 MainparthibanNo ratings yet
- Sru JalaDocument18 pagesSru JalaSrujala20 AyyankiNo ratings yet
- Review of Electrochemical and Electrodischarge MachiningDocument14 pagesReview of Electrochemical and Electrodischarge Machiningdinesh veerNo ratings yet
- 1optimization of Micro-WireDocument33 pages1optimization of Micro-WireAman BansalNo ratings yet
- Abhishek Sharma Sudhir Kumar Sharma Pramod Sharma: EngineeringDocument4 pagesAbhishek Sharma Sudhir Kumar Sharma Pramod Sharma: EngineeringAbhishek SharmaNo ratings yet
- Sensors and Actuators: B. ChemicalDocument10 pagesSensors and Actuators: B. ChemicalSagnik ChowdhuryNo ratings yet
- FFW - FAT08 p1Document1 pageFFW - FAT08 p1Aziz SaadNo ratings yet
- 2015 - LU Et Al IJMS p145Document1 page2015 - LU Et Al IJMS p145Aziz SaadNo ratings yet
- 2016 - SAAD Et Al - Key Engineering Materials Vol 701 pp230Document1 page2016 - SAAD Et Al - Key Engineering Materials Vol 701 pp230Aziz SaadNo ratings yet
- 2013 - Saad Et Al pg246Document1 page2013 - Saad Et Al pg246Aziz SaadNo ratings yet
- Supergen - Sun Et Al 2012Document1 pageSupergen - Sun Et Al 2012Aziz SaadNo ratings yet
- ESIA11 - AASaad Et Al - NottinghamDocument10 pagesESIA11 - AASaad Et Al - NottinghamAziz SaadNo ratings yet
- 2011 - Saad Et Al p212Document1 page2011 - Saad Et Al p212Aziz SaadNo ratings yet
- Structural and Random Vibration Analysis of LEDs Conductive Polymer InterconnectionsDocument15 pagesStructural and Random Vibration Analysis of LEDs Conductive Polymer InterconnectionsAziz SaadNo ratings yet
- 2018 FC Ani IJAMT pg717-719Document3 pages2018 FC Ani IJAMT pg717-719Aziz SaadNo ratings yet
- 2018 - FC Ani Et Al SSMT pg1-3Document3 pages2018 - FC Ani Et Al SSMT pg1-3Aziz SaadNo ratings yet
- 2018 - CHE ANI - JAMT pg413-415Document3 pages2018 - CHE ANI - JAMT pg413-415Aziz SaadNo ratings yet
- Xylan Coating PDFDocument6 pagesXylan Coating PDFRenga SainathNo ratings yet
- Mcguire 2007 List Price Sheet 15-Jan-07Document56 pagesMcguire 2007 List Price Sheet 15-Jan-07Maria StewartNo ratings yet
- Article - CO2 Diffusion From PET Bottles - For Packaging India April 19Document8 pagesArticle - CO2 Diffusion From PET Bottles - For Packaging India April 19Darshan VartakNo ratings yet
- 06 ThermometersDocument25 pages06 Thermometersmohamed seragNo ratings yet
- Estimate For Guest RoomDocument10 pagesEstimate For Guest Roomsameer shedgeNo ratings yet
- F2658 PDFDocument10 pagesF2658 PDFAhmad Zubair RasulyNo ratings yet
- Table Appointment and Styles of Table ServicesDocument11 pagesTable Appointment and Styles of Table ServicesYumi koshaNo ratings yet
- Additive Selection ChartDocument6 pagesAdditive Selection ChartAlbert GhobrialNo ratings yet
- Manufacturing Processes & Production TechniquesDocument3 pagesManufacturing Processes & Production TechniquesQwer QwerNo ratings yet
- RHC0107 023500MDocument2 pagesRHC0107 023500Mpalcica EtiNo ratings yet
- Associate MemberDocument4 pagesAssociate Memberjohn labuNo ratings yet
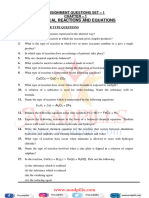
- Chemical Reactions and Equations Assignment Questions Set - 1Document6 pagesChemical Reactions and Equations Assignment Questions Set - 1kayace8055No ratings yet
- Tank Seals: Liquid Mounted Primary Shoe Plate SealDocument14 pagesTank Seals: Liquid Mounted Primary Shoe Plate SealABDELKADER BENABDALLAHNo ratings yet
- Deva Bmen PDFDocument20 pagesDeva Bmen PDFDen Bagoes ReditoNo ratings yet
- Chem 1 PDFDocument33 pagesChem 1 PDFJelena ZdravkovicNo ratings yet
- Wire Arc Additive Manufacturing of Functionally Graded Material For Marine RisersDocument13 pagesWire Arc Additive Manufacturing of Functionally Graded Material For Marine RisersElina AkbarzadeNo ratings yet
- Classification of Steel SectionsDocument9 pagesClassification of Steel SectionsKavish Singh100% (2)
- Best Japanese Sushi Knife in 2020Document48 pagesBest Japanese Sushi Knife in 2020T ChenNo ratings yet
- Is 12673 1989Document16 pagesIs 12673 1989TetroVorinNo ratings yet
- RMC Mix Design PDFDocument19 pagesRMC Mix Design PDFluongiccNo ratings yet
- Advanced Thermoplastic Composites and Manufacturing ProcessesDocument3 pagesAdvanced Thermoplastic Composites and Manufacturing ProcessesRafael ZanettiNo ratings yet
- As 3688-2005 Water Supply - Metallic Fittings and End ConnectorsDocument8 pagesAs 3688-2005 Water Supply - Metallic Fittings and End ConnectorsSAI Global - APAC0% (1)
- CanteenDocument28 pagesCanteenajay_430No ratings yet
- Samir Bhojwani SahebDocument2 pagesSamir Bhojwani SahebstardennisNo ratings yet
- Section-14 Durability r1Document8 pagesSection-14 Durability r1EENo ratings yet
- Design of One-Way SlabDocument4 pagesDesign of One-Way SlabAnton_Young_1962No ratings yet
- Standard Thermo Data 298 KDocument12 pagesStandard Thermo Data 298 KRebecca FrancisNo ratings yet
- Togepi PatternDocument21 pagesTogepi PatternGiovanna SchenkelNo ratings yet
- Fiber FilmDocument4 pagesFiber FilmDavid GarciaNo ratings yet
- Vendor ListDocument1 pageVendor ListArjun VinayakumarNo ratings yet