You might also like
- Grafika OdpowiedziDocument17 pagesGrafika OdpowiedziforexknightNo ratings yet
- INPE 161 Art02Document17 pagesINPE 161 Art02Jan GumskiNo ratings yet
- Dokładność TyczeniaDocument19 pagesDokładność TyczeniaJacek StefaniakNo ratings yet
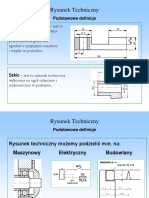
- Rysunek Techniczny. Podstawowe DefinicjeDocument71 pagesRysunek Techniczny. Podstawowe DefinicjeKacper JarominNo ratings yet
- 2020 Styczen 02 - Fizyka - Nowa Era OdpDocument18 pages2020 Styczen 02 - Fizyka - Nowa Era OdpŁukasz SkowronNo ratings yet
- Wpływ Kondensatora Na Rozruch SilknikaDocument8 pagesWpływ Kondensatora Na Rozruch SilknikaKunygunda ProtasińskaNo ratings yet
- Bezczujnikowe Sterowanie SPMSMDocument8 pagesBezczujnikowe Sterowanie SPMSMKuba MazurkiewiczNo ratings yet
- 11-09 Artykul2pDocument4 pages11-09 Artykul2pfenix1233No ratings yet
- ZN WEiAPG 55 5Document6 pagesZN WEiAPG 55 5fenix1233No ratings yet
- w11-12 Manipulatory 2014Document68 pagesw11-12 Manipulatory 2014AlgeoNo ratings yet
- Projekt Techniczny PodciąguDocument10 pagesProjekt Techniczny PodciąguKrzysztof Dudziński100% (1)
- Analyze Pulsation PumpDocument7 pagesAnalyze Pulsation PumpAce SageNo ratings yet
- 1 Projekt Przekładnia PasowaDocument10 pages1 Projekt Przekładnia Pasowagreg1212No ratings yet
- 05 PpeRLCpppDocument5 pages05 PpeRLCpppJan KowalskiNo ratings yet
- CW5 Pomiary R I ZDocument12 pagesCW5 Pomiary R I ZrobertrosolowiczNo ratings yet
- Kulczak Tomasz Wykorzystanie 87 2016 PDFDocument11 pagesKulczak Tomasz Wykorzystanie 87 2016 PDFJohn TackerNo ratings yet
- Badania Porównawcze Liniowych RegulDocument9 pagesBadania Porównawcze Liniowych RegulSwierkuuNo ratings yet
- Ściąga Automatyka I RobotykaDocument6 pagesŚciąga Automatyka I RobotykaDamian DudłoNo ratings yet
- Automatyka MSM 1S Sem3 1Document12 pagesAutomatyka MSM 1S Sem3 1Mateusz KaczmarekNo ratings yet
- Adam Woźniak - Współrzędnościowa Technika PomiarowaDocument13 pagesAdam Woźniak - Współrzędnościowa Technika PomiarowasensacjeNo ratings yet
- Zdający Udzielił.................. Poprawnych Odpowiedzi KodDocument3 pagesZdający Udzielił.................. Poprawnych Odpowiedzi Kodgeodezjana5No ratings yet
- Analiza Modalna 2003Document33 pagesAnaliza Modalna 2003Tomasz WróblewskiNo ratings yet
- 9 Sprawdzenie Rys I UgięciaDocument26 pages9 Sprawdzenie Rys I Ugięciapawel grzywaczNo ratings yet
- Kinema Tyk ADocument43 pagesKinema Tyk Apawel123123123123No ratings yet
- Systemy Wizyjne - MSM2 - 1 Kalibracja KameryDocument7 pagesSystemy Wizyjne - MSM2 - 1 Kalibracja KameryMagdalena FalkowskaNo ratings yet
- Stanowisko Badania Probek Stali DSM - 1Document12 pagesStanowisko Badania Probek Stali DSM - 1100regNo ratings yet
- Tensometryczny Przetwornik Typu Inkluzja Sztywna" Do Pomiaru Zmian Naprężeń W GórotworzeDocument8 pagesTensometryczny Przetwornik Typu Inkluzja Sztywna" Do Pomiaru Zmian Naprężeń W GórotworzeCuprum MagazineNo ratings yet
- Zestawy GKDocument13 pagesZestawy GKenzix1234No ratings yet
- Ćwiczenie 6 Symulacje W Obwodach Prądu Zmiennego 1Document3 pagesĆwiczenie 6 Symulacje W Obwodach Prądu Zmiennego 1Nikodem CiomciaNo ratings yet
- MatuszakA AlgorytmWyznaczaniaDocument23 pagesMatuszakA AlgorytmWyznaczaniaMarekNo ratings yet
- Manual of Amc96l E4 KC 3 Phase Multifunction Power MeterDocument35 pagesManual of Amc96l E4 KC 3 Phase Multifunction Power Meterarek138No ratings yet
- SPC LabDocument8 pagesSPC LabsensacjeNo ratings yet
- Badanie Układów Rozruchowych Silników Indukcyjnych Pierścieniowych PlikDocument14 pagesBadanie Układów Rozruchowych Silników Indukcyjnych Pierścieniowych Plikflaming4321No ratings yet
- KinashDocument9 pagesKinashklipeloskarNo ratings yet
- Maszyny Transportowe (Suwnica Czaja)Document11 pagesMaszyny Transportowe (Suwnica Czaja)kamilek69100% (1)
- Praca Przejściowa - Jakub Kęciek - TeoriaDocument19 pagesPraca Przejściowa - Jakub Kęciek - TeoriaPriten GuyNo ratings yet
- Metoda PrzemieszczenDocument13 pagesMetoda Przemieszczenwiktoriawrobel03No ratings yet
- Mechanika Wyklad 3Document51 pagesMechanika Wyklad 3Michał MosakowskiNo ratings yet
- Bazarnik Potencjal 104 2014Document14 pagesBazarnik Potencjal 104 2014Black LynxNo ratings yet
- 194 011 A EiT LUFT NOWOCIEN PIETRUSZCZAK 2Document5 pages194 011 A EiT LUFT NOWOCIEN PIETRUSZCZAK 2robinhoodtoniejaNo ratings yet
- Pytania Egzaminacyjne MTR I Stopien 2014 12 19Document3 pagesPytania Egzaminacyjne MTR I Stopien 2014 12 19flaming4321No ratings yet
- Ograniczenie Złożoności ObliczeniowDocument9 pagesOgraniczenie Złożoności Obliczeniowigor.starzynskyNo ratings yet
- Cwiczenia NR 3 Stacjonarni Lato 2022 TEORIADocument18 pagesCwiczenia NR 3 Stacjonarni Lato 2022 TEORIA99filipsNo ratings yet
- CheluszkaDocument13 pagesCheluszkaAnna RachwałNo ratings yet
- Katalog Pmi 2013 PLDocument91 pagesKatalog Pmi 2013 PLkifteamNo ratings yet
- Sprawozdanie cw2021 Bartomiej Kurek Jakub Kucia - 230515 - 092120Document23 pagesSprawozdanie cw2021 Bartomiej Kurek Jakub Kucia - 230515 - 092120PlayGame 19No ratings yet
- Współrzędnościowe Techniki PomiaroweDocument17 pagesWspółrzędnościowe Techniki PomiaroweTomasz WolakNo ratings yet
- 2 Sprawozdanie Z Dnia 16.03.2021Document12 pages2 Sprawozdanie Z Dnia 16.03.2021kamil grzymałaNo ratings yet
- Tews Gajewski Zlotowska Obciazenia Mostow Drogowych 2012Document18 pagesTews Gajewski Zlotowska Obciazenia Mostow Drogowych 2012Jarosław GajewskiNo ratings yet
- Test 2017Document7 pagesTest 2017geodezjana5No ratings yet
- Manual Unit 70A PLDocument8 pagesManual Unit 70A PLKrzysztof BondkaNo ratings yet
- UKEL Instr 1 v5 PDFDocument15 pagesUKEL Instr 1 v5 PDFEryk KowalewiczNo ratings yet
- Przekladnia ZebataDocument2 pagesPrzekladnia ZebataKamil RusekNo ratings yet
- Avia PrzekladnieDocument51 pagesAvia PrzekladnieAdrian StasiakNo ratings yet
- MWPM Lab UTM Instrukcja 2021 2022 LatoDocument36 pagesMWPM Lab UTM Instrukcja 2021 2022 LatoFilip NykaNo ratings yet
- Ćwiczenie NR 3Document12 pagesĆwiczenie NR 3Dominik ŁukasiewiczNo ratings yet
- KP Obl ParametruA I Kreslenie Symetrycznych I Niesymetrycznych KlotoidDocument22 pagesKP Obl ParametruA I Kreslenie Symetrycznych I Niesymetrycznych KlotoidkamelNo ratings yet
- Systemy Wizyjne - MSM2 - 2 Kontrola KształtuDocument8 pagesSystemy Wizyjne - MSM2 - 2 Kontrola KształtuMagdalena FalkowskaNo ratings yet
- ZN20Document7 pagesZN20hhqrdcndscNo ratings yet
- LAB03Document2 pagesLAB03Piotr SkokNo ratings yet
- ARPR05Document21 pagesARPR05Piotr SkokNo ratings yet
- W3 5 Zapis Orientacji 6 Pomiar PolozeniaDocument43 pagesW3 5 Zapis Orientacji 6 Pomiar PolozeniaPiotr SkokNo ratings yet
- InstrukcjeDocument30 pagesInstrukcjePiotr SkokNo ratings yet