You might also like
- Marks On Bosch Common Rail InjectorsDocument25 pagesMarks On Bosch Common Rail InjectorsBarkat HussainNo ratings yet
- Accropode Block Dropping Tests PDFDocument36 pagesAccropode Block Dropping Tests PDFwangyipengbabaNo ratings yet
- Engineering Drawing by N.D Bhatt - Riveted JointDocument6 pagesEngineering Drawing by N.D Bhatt - Riveted Jointsumita0146No ratings yet
- Forging Notes PDFDocument16 pagesForging Notes PDFkumarnpccNo ratings yet
- Foundation BoltsDocument4 pagesFoundation Boltseldhopaul19894886No ratings yet
- Unit 7 Design of Plate Girders: StructureDocument54 pagesUnit 7 Design of Plate Girders: StructureManinder ChaudharyNo ratings yet
- Reservoir 1 6500M 3Document28 pagesReservoir 1 6500M 3宋海波No ratings yet
- TBH Instructions Updated 3.10Document4 pagesTBH Instructions Updated 3.10Lúcio Di LoretoNo ratings yet
- HKDSE 2013 English Paper 1 QADocument8 pagesHKDSE 2013 English Paper 1 QAKenPoonChunKeungNo ratings yet
- Ø 7/8" Mounting Hole, Typ 4 PL: Avr 190-216 Double WideDocument1 pageØ 7/8" Mounting Hole, Typ 4 PL: Avr 190-216 Double WideJOHNNo ratings yet
- Cotter JointDocument5 pagesCotter JointBob MarleyNo ratings yet
- Special InstruDocument4 pagesSpecial InstruEmaNo ratings yet
- Huckbolt CatalogoDocument8 pagesHuckbolt CatalogoAlejandro VillarroelNo ratings yet
- A Folded Plate Method of Analysis For Profile Steel Sheet in Compositee Floor Constructn.Document17 pagesA Folded Plate Method of Analysis For Profile Steel Sheet in Compositee Floor Constructn.Rizwan KhanNo ratings yet
- HDMF Form #1, #2Document3 pagesHDMF Form #1, #2Shella Jena EstoNo ratings yet
- Rope Socket Assembly Intouch Id # 5978209: Eag WL SwiDocument3 pagesRope Socket Assembly Intouch Id # 5978209: Eag WL SwiJose Antonio Acosta100% (1)
- The Use of Piling and Propping For The Protection of Buildings Beside Deep Excavations Case Studies From Taipei TaiwanDocument7 pagesThe Use of Piling and Propping For The Protection of Buildings Beside Deep Excavations Case Studies From Taipei TaiwannimabsnNo ratings yet
- Large WM Live Tap InstructionsDocument2 pagesLarge WM Live Tap InstructionswaleeedNo ratings yet
- Analisis My WayDocument1 pageAnalisis My WayLexington EstradaNo ratings yet
- Isolator Installation SequencesDocument11 pagesIsolator Installation Sequencesoscargon19No ratings yet
- Design For Snapfit Revi-10 PDFDocument26 pagesDesign For Snapfit Revi-10 PDFDmitry ShelestNo ratings yet
- (PW) Jeffery Piontkowski - The Complete Cabinetmaker's Reference - 2005 PDFDocument258 pages(PW) Jeffery Piontkowski - The Complete Cabinetmaker's Reference - 2005 PDFJoel Turner100% (8)
- 6.0m Abutment Design (4 P.C Girder-12 Pile) (Final & Ok)Document30 pages6.0m Abutment Design (4 P.C Girder-12 Pile) (Final & Ok)Prodip MondalNo ratings yet
- Welding Insp Part 3Document3 pagesWelding Insp Part 3irwanNo ratings yet
- CH 4Document14 pagesCH 4Anish ChakrabortiNo ratings yet
- 48 Earthquake Safe Construction of Masonry BuildingDocument4 pages48 Earthquake Safe Construction of Masonry Buildingpramod_kNo ratings yet
- Scan Apr 4, 2022Document10 pagesScan Apr 4, 2022Michael HuertaNo ratings yet
- Fracture Mechanics Studies in Concrete Compounds - Hillemeier (1977) 2Document13 pagesFracture Mechanics Studies in Concrete Compounds - Hillemeier (1977) 2Dušan VajagićNo ratings yet
- Estudo de Caso - Asme 2398Document6 pagesEstudo de Caso - Asme 2398biancogallazziNo ratings yet
- Book Principles of Structural Stability Theory2Document2 pagesBook Principles of Structural Stability Theory2هديل عميرةNo ratings yet
- College College: - Parts'Document3 pagesCollege College: - Parts'Saurabh Kumar 53No ratings yet
- 2006 Mech TechDocument12 pages2006 Mech TechMcfoster DaleyNo ratings yet
- Adv - Found.eng Lecture 6Document28 pagesAdv - Found.eng Lecture 6bini100% (1)
- 10 Sonic Boom: Lead AuthorsDocument43 pages10 Sonic Boom: Lead AuthorsenjpetNo ratings yet
- ' of Of: ( Rieep 2. Using"Document24 pages' of Of: ( Rieep 2. Using"Murtaza SabirNo ratings yet
- ICE Specification For Piling and Embedded Retaining WallsDocument3 pagesICE Specification For Piling and Embedded Retaining WallsAnıl ÖzpirinçiNo ratings yet
- RC1 - 1Document1 pageRC1 - 1KevinNo ratings yet
- Agh Manual Iw250Document9 pagesAgh Manual Iw250rahmannafi kurniawanNo ratings yet
- Guide For Design & Fabrication Substrate For Rubber LiningDocument10 pagesGuide For Design & Fabrication Substrate For Rubber LiningHiep Tran100% (1)
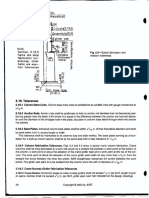
- Tolerances From AISEDocument2 pagesTolerances From AISEKevin Arnold Valdivia JiménezNo ratings yet
- National Dairy Development Board Inspection Report: SS 316 BIBO Units-3 NosDocument9 pagesNational Dairy Development Board Inspection Report: SS 316 BIBO Units-3 NosZero WattsNo ratings yet
- Setting Sate Foid: The 1 3 inDocument4 pagesSetting Sate Foid: The 1 3 inMiguel CanoNo ratings yet
- Me2303 Dme Notes - 3Document52 pagesMe2303 Dme Notes - 3aparunpravin079579No ratings yet
- Footing Layout - 2Document1 pageFooting Layout - 2PinapaSrikanthNo ratings yet
- Clearing Brasília PDFDocument4 pagesClearing Brasília PDFZuk HorNo ratings yet
- 2.008 Design & Manufacturing II: Gate Gate PositioningDocument9 pages2.008 Design & Manufacturing II: Gate Gate PositioningajaysandhuNo ratings yet
- Sampa Axle Rod CatalogueDocument189 pagesSampa Axle Rod CatalogueFabio OchoaNo ratings yet
- Keeping Fillet Welding in CheckDocument2 pagesKeeping Fillet Welding in CheckdavidNo ratings yet
- IP Exam - Guidelines For CirclesDocument5 pagesIP Exam - Guidelines For CirclesJeyakumara Vel CNo ratings yet
- MR - Rasul - Set - 2 - Structural - Drawing-10.LINTEL DETAILSDocument1 pageMR - Rasul - Set - 2 - Structural - Drawing-10.LINTEL DETAILSMr. SinghNo ratings yet
- Old Is Gold Estimation and CostingDocument16 pagesOld Is Gold Estimation and Costinghyper gamyNo ratings yet
- Design of Pile & Pile Cap (40m P.C. Girder) FinalDocument29 pagesDesign of Pile & Pile Cap (40m P.C. Girder) FinalProdip MondalNo ratings yet
- ريبورتDocument35 pagesريبورتManal WehbaNo ratings yet
- Design of Rivets & Welded JointsDocument52 pagesDesign of Rivets & Welded JointsKrishna VamsiNo ratings yet
- D&S - 1 - LESSON 5. Riveted ConnectionsDocument13 pagesD&S - 1 - LESSON 5. Riveted ConnectionsNguyen Tan TaiNo ratings yet
- HDG Datasheet 18 - Venting and Drainage For Hot Dip GalvanizingDocument4 pagesHDG Datasheet 18 - Venting and Drainage For Hot Dip GalvanizingAlexandreinspetorNo ratings yet
- Sample Question Bank-18me43Document6 pagesSample Question Bank-18me43YogeshPalanisamyNo ratings yet
- Wire Line ch-2Document35 pagesWire Line ch-2Ammar HrzNo ratings yet
- TCF1999Document9 pagesTCF1999allyNo ratings yet
- CH 7Document10 pagesCH 7Anish ChakrabortiNo ratings yet
- CH 6Document8 pagesCH 6Anish ChakrabortiNo ratings yet
- CH 5Document12 pagesCH 5Anish ChakrabortiNo ratings yet
- CH 8Document4 pagesCH 8Anish ChakrabortiNo ratings yet
- CH 3 3Document3 pagesCH 3 3Anish ChakrabortiNo ratings yet
- CH 4Document14 pagesCH 4Anish ChakrabortiNo ratings yet
- CH 3 1Document14 pagesCH 3 1Anish ChakrabortiNo ratings yet
- CH 2Document16 pagesCH 2Anish ChakrabortiNo ratings yet
- CH 1Document12 pagesCH 1Anish ChakrabortiNo ratings yet
- CH 3 1Document14 pagesCH 3 1Anish ChakrabortiNo ratings yet
- AppendixDocument14 pagesAppendixAnish ChakrabortiNo ratings yet
- DGS Order 16 of 2020 Dated 22062020Document3 pagesDGS Order 16 of 2020 Dated 22062020rk singhNo ratings yet
- Solar Thermal Refrigeration Final Report JNUDocument7 pagesSolar Thermal Refrigeration Final Report JNUAnish ChakrabortiNo ratings yet
- ATA 29-Hydraulic System: SCHOOL YEAR 2023-2024Document22 pagesATA 29-Hydraulic System: SCHOOL YEAR 2023-2024Ruskee PatawaranNo ratings yet
- المواسيرDocument15 pagesالمواسيرshamashergyNo ratings yet
- Miyawaki Thermodynamic Disc Steam Trap S31N SC31 SC SF PDFDocument1 pageMiyawaki Thermodynamic Disc Steam Trap S31N SC31 SC SF PDFFahmi HaidiNo ratings yet
- Avtp 03 180Document8 pagesAvtp 03 180lupuNo ratings yet
- Use of Basic Tools Tve 7 ModuleDocument13 pagesUse of Basic Tools Tve 7 ModuleJocelyn C. DinampoNo ratings yet
- Diagnostic Trouble Code (DTC) Charts and DescriptionsDocument176 pagesDiagnostic Trouble Code (DTC) Charts and DescriptionsfredNo ratings yet
- Mechanical ReliabilityDocument3 pagesMechanical ReliabilityAndre MarsNo ratings yet
- Sec02 1Document19 pagesSec02 1Mahmoud NaDaaNo ratings yet
- Fundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, IndianDocument35 pagesFundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, Indianyair Enrique Romero OspinoNo ratings yet
- 한도샤프트2Document56 pages한도샤프트2Mirequip Mirequip100% (1)
- Subsea SystemsDocument22 pagesSubsea Systemsajujk100% (2)
- Motion and Machinery: Displacement, Velocity and Acceleration, Linkage and ConstraintsDocument41 pagesMotion and Machinery: Displacement, Velocity and Acceleration, Linkage and ConstraintsJhEan LoUiseNo ratings yet
- EN40: Dynamics and Vibrations: Solutions To Differential Equations of Motion For Vibrating SystemsDocument8 pagesEN40: Dynamics and Vibrations: Solutions To Differential Equations of Motion For Vibrating SystemsDennis KorirNo ratings yet
- Corrosion Coupon Installation ProcedureDocument31 pagesCorrosion Coupon Installation ProcedureIqbal Mohammad100% (2)
- Servicing Differential & Front AxleDocument39 pagesServicing Differential & Front AxleTesda Ptc Malilipot86% (7)
- Draftsmangrade II PDFDocument3 pagesDraftsmangrade II PDFakhilaNo ratings yet
- Lec 15 - Fluidity of Liquid MetalDocument16 pagesLec 15 - Fluidity of Liquid MetalZakaria AguezzarNo ratings yet
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Document5 pagesPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghNo ratings yet
- Metric Needle Roller Bearing Interchange GuideDocument18 pagesMetric Needle Roller Bearing Interchange GuideBang Mat0% (1)
- Thermodynamics 2: Dr. Gamal NadaDocument3 pagesThermodynamics 2: Dr. Gamal NadaEmptySilenceNo ratings yet
- PHYS 101 - General Physics I Midterm Exam 2 Solutions: Duration: 90 Minutes Saturday, 14 December 2019 10:00Document4 pagesPHYS 101 - General Physics I Midterm Exam 2 Solutions: Duration: 90 Minutes Saturday, 14 December 2019 10:00Mohammed AL-sharafiNo ratings yet
- Lycoming Flyer Key ReprintsDocument114 pagesLycoming Flyer Key Reprintsroux100% (2)
- General Service Type Vertical Inline PumpsDocument22 pagesGeneral Service Type Vertical Inline Pumpssas999333No ratings yet
- Cummins 75 Kva - Ficha TecnicaDocument4 pagesCummins 75 Kva - Ficha TecnicaEduardo CortezNo ratings yet
- ASTM A194-A 194M-05b, Carbon and Alloy Steel Nuts For Bolts For High Pressure or High TemperatureDocument13 pagesASTM A194-A 194M-05b, Carbon and Alloy Steel Nuts For Bolts For High Pressure or High TemperaturetariqkhanNo ratings yet
- Lecture PDFDocument7 pagesLecture PDFRitikNo ratings yet
- Air Conditioning LiebheerDocument298 pagesAir Conditioning Liebheerdiasfm100% (2)
- 2016 FC-W Registered Four-Stroke-Cycle Marine OilsDocument2 pages2016 FC-W Registered Four-Stroke-Cycle Marine Oilschaca18No ratings yet
- Nuwe OT 020 - User ManualDocument14 pagesNuwe OT 020 - User ManualNikolay PenevNo ratings yet
- Allison Transmission 30004000 Series Fault Code List - Download PDF Manual PDFDocument10 pagesAllison Transmission 30004000 Series Fault Code List - Download PDF Manual PDFasdrubal laraNo ratings yet