You might also like
- Plastic Section Moduli For I.S. Rolled Steel Beam Sections Zpy About Y-Y AxisDocument8 pagesPlastic Section Moduli For I.S. Rolled Steel Beam Sections Zpy About Y-Y AxisIJRASETPublicationsNo ratings yet
- Threading ManualDocument17 pagesThreading ManualGerman Lobo SNo ratings yet
- Aws b2.1 BMG Base Metal Grouping For Welding Procedure and Performance Qualification 2014Document2 pagesAws b2.1 BMG Base Metal Grouping For Welding Procedure and Performance Qualification 2014andirahmantanjung100% (1)
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Petrr RavvNo ratings yet
- New Equipment & Systems Approval - Strail Rubber Level CrossingDocument4 pagesNew Equipment & Systems Approval - Strail Rubber Level CrossingLulu IluNo ratings yet
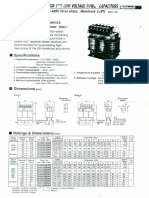
- Series Reactor Lok' V TAG Capacitors: 200 230V / 380-460V Three Phase Eact Nce L 6%Document2 pagesSeries Reactor Lok' V TAG Capacitors: 200 230V / 380-460V Three Phase Eact Nce L 6%bcqbaoNo ratings yet
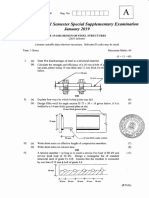
- Design of Steel Structures 2019 Jan (2015 Ad)Document2 pagesDesign of Steel Structures 2019 Jan (2015 Ad)072Pranav SNo ratings yet
- 60 Avensis (Cont. Next Page) : Charging (From May 2015 Production)Document2 pages60 Avensis (Cont. Next Page) : Charging (From May 2015 Production)zemzemi aliNo ratings yet
- YC-300WY4: High End Models That Make Welding With High Quality For A Variety of MaterialsDocument2 pagesYC-300WY4: High End Models That Make Welding With High Quality For A Variety of MaterialsvinodNo ratings yet
- Foundation 1 Design ReportDocument8 pagesFoundation 1 Design Reporttermo climasNo ratings yet
- WDX Drill Performance: Steel Stainless Steel Cast Iron Non FerrousDocument2 pagesWDX Drill Performance: Steel Stainless Steel Cast Iron Non Ferrousnimesh pandyaNo ratings yet
- CE21004 Structural AnalysisDocument1 pageCE21004 Structural Analysispratyush mishraNo ratings yet
- AXD SeriesDocument24 pagesAXD Seriest.meynoldsNo ratings yet
- Ce221 Tute10sol PDFDocument4 pagesCe221 Tute10sol PDFTech StarNo ratings yet
- GambarDocument1 pageGambarhendroNo ratings yet
- Perhitungan Tangga Baja LRT JDocument19 pagesPerhitungan Tangga Baja LRT JwidyafmNo ratings yet
- Side View of Lifting: Detail 1Document1 pageSide View of Lifting: Detail 1Hải Trần QuốcNo ratings yet
- Wire Mesh Tray-DrawingDocument1 pageWire Mesh Tray-DrawingNithin AbrahamNo ratings yet
- IAS Mains Electrical Engineering 2007Document12 pagesIAS Mains Electrical Engineering 2007kaarthik12No ratings yet
- GE Sept 1980 Load Tests On Post Grouted Micro Piles in London ClayDocument5 pagesGE Sept 1980 Load Tests On Post Grouted Micro Piles in London ClaynvmhumgNo ratings yet
- Mir Ou: Phenol' With R Fly Proof Ventilat Top Dome 125mm ThickDocument1 pageMir Ou: Phenol' With R Fly Proof Ventilat Top Dome 125mm ThickanilNo ratings yet
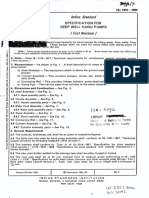
- Specification For Deep Well Hand Pumps: Indian StandardDocument23 pagesSpecification For Deep Well Hand Pumps: Indian StandardSathish PydiNo ratings yet
- Activity 2Document6 pagesActivity 2api-492104888100% (1)
- Experimental Study On Ultimate Strength of Flexural-Failure-Type RC Beams Under Impact LoadingDocument7 pagesExperimental Study On Ultimate Strength of Flexural-Failure-Type RC Beams Under Impact LoadingBRWANo ratings yet
- Bracing Connection RefDocument5 pagesBracing Connection Refsukarma acharyaNo ratings yet
- Bail Step SpecificationsDocument3 pagesBail Step Specificationsalexayala5151No ratings yet
- Catalogo de Moldura - LegrandDocument8 pagesCatalogo de Moldura - LegrandEdwin GuevaraNo ratings yet
- VL2 - 2 X9 SL Type ADocument1 pageVL2 - 2 X9 SL Type Aatripathi2009No ratings yet
- Wire ReelDocument3 pagesWire ReelThant Zin OoNo ratings yet
- Forging Notes PDFDocument16 pagesForging Notes PDFkumarnpccNo ratings yet
- Pipe Concrete Column Design Based On ACI 318-14: Input Data & Design SummaryDocument1 pagePipe Concrete Column Design Based On ACI 318-14: Input Data & Design Summaryjackcan501No ratings yet
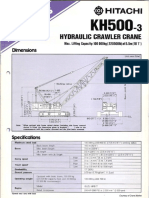
- HITACHI KH500-3 (7) 18 Pages ENDocument18 pagesHITACHI KH500-3 (7) 18 Pages ENTuan VuNo ratings yet
- B. Tech.: Printed Pages: 3Document3 pagesB. Tech.: Printed Pages: 3arugeetNo ratings yet
- Ward Office 6 DrawingDocument1 pageWard Office 6 DrawingPrabhat BaralNo ratings yet
- SN SeriesDocument49 pagesSN SeriesSam WangNo ratings yet
- Circuits QuestionsDocument53 pagesCircuits QuestionsJay AcerNo ratings yet
- Hilux THFL PW960 0K000 Quick Reference AIM 003 446 0Document2 pagesHilux THFL PW960 0K000 Quick Reference AIM 003 446 0Arkos ArkoplastosNo ratings yet
- 6 150 Polymer Concrete Channel Open Slot H2 H50 720Document1 page6 150 Polymer Concrete Channel Open Slot H2 H50 720didbeauNo ratings yet
- 3E004 Conveyor SystemDocument7 pages3E004 Conveyor SystemRonaldo MTNKNo ratings yet
- Boee Notes Unit 1 and Unit 2Document110 pagesBoee Notes Unit 1 and Unit 2Vidhi GabaNo ratings yet
- 1310 F19 Final Project-1Document7 pages1310 F19 Final Project-1Alex VodnicearNo ratings yet
- Cambio Rapido Lado Pinza AsrDocument1 pageCambio Rapido Lado Pinza AsrHIDRAFLUIDNo ratings yet
- Transmit Measured Data XXX Receive Measured Data Receive No. IDocument3 pagesTransmit Measured Data XXX Receive Measured Data Receive No. ISuneelkrishna RallabhandiNo ratings yet
- 703 Zda PMDD SpecificationDocument1 page703 Zda PMDD Specificationsunda19864937No ratings yet
- GMVN Approval: Date:.................................... Sign:....................................Document1 pageGMVN Approval: Date:.................................... Sign:....................................Nguyen Anh TuanNo ratings yet
- Foundation 1 Design Reporte5Document7 pagesFoundation 1 Design Reporte5Herminia CalisayaNo ratings yet
- The Technical Requirements: Left RightDocument1 pageThe Technical Requirements: Left RightAthenogenes GastadorNo ratings yet
- Virgo Actuator CatalogueDocument6 pagesVirgo Actuator CatalogueProcess Controls & ServicesNo ratings yet
- Engineering Drawing by N.D Bhatt - Riveted JointDocument6 pagesEngineering Drawing by N.D Bhatt - Riveted Jointsumita0146No ratings yet
- Api TR 938-CDocument7 pagesApi TR 938-CAdrian Gonzalez100% (1)
- Kuhnke IA Series Relay DatasheetDocument4 pagesKuhnke IA Series Relay DatasheetKishore KNo ratings yet
- Spreadsheets To BS 8110: VK 14-Jan-2022 1 - 3271Document24 pagesSpreadsheets To BS 8110: VK 14-Jan-2022 1 - 3271christi SNo ratings yet
- Zinc Oxide Varistor: FeaturesDocument20 pagesZinc Oxide Varistor: FeaturesDragoslav DjorovicNo ratings yet
- Lift Systems: Linear Telescopic Lifting ColumnsDocument12 pagesLift Systems: Linear Telescopic Lifting Columnsoscar_jfrNo ratings yet
- Img 0004Document1 pageImg 0004cinta butaNo ratings yet
- Conector SondaDocument25 pagesConector SondaCesar MarquesNo ratings yet
- Friedman BE OD V1.4Document1 pageFriedman BE OD V1.4Mensur Memara Salkanovic100% (1)
- 17 Priebe 1998 Vibro Replacement To Prevent LiquefactionDocument4 pages17 Priebe 1998 Vibro Replacement To Prevent LiquefactionGerman RodriguezNo ratings yet
- Baa2213 - Reinforced Concrete Design I 21516 PDFDocument7 pagesBaa2213 - Reinforced Concrete Design I 21516 PDFAizat HermanNo ratings yet
- CH 6Document8 pagesCH 6Anish ChakrabortiNo ratings yet
- CH 7Document10 pagesCH 7Anish ChakrabortiNo ratings yet
- CH 8Document4 pagesCH 8Anish ChakrabortiNo ratings yet
- CH 5Document12 pagesCH 5Anish ChakrabortiNo ratings yet
- CH 3 1Document14 pagesCH 3 1Anish ChakrabortiNo ratings yet
- CH 4Document14 pagesCH 4Anish ChakrabortiNo ratings yet
- CH 3 1Document14 pagesCH 3 1Anish ChakrabortiNo ratings yet
- CH 3 2Document3 pagesCH 3 2Anish ChakrabortiNo ratings yet
- CH 2Document16 pagesCH 2Anish ChakrabortiNo ratings yet
- AppendixDocument14 pagesAppendixAnish ChakrabortiNo ratings yet
- CH 1Document12 pagesCH 1Anish ChakrabortiNo ratings yet
- Solar Thermal Refrigeration Final Report JNUDocument7 pagesSolar Thermal Refrigeration Final Report JNUAnish ChakrabortiNo ratings yet
- DGS Order 16 of 2020 Dated 22062020Document3 pagesDGS Order 16 of 2020 Dated 22062020rk singhNo ratings yet
- Karamadi - A Waning Practice of Shore Seine Operation Along Kerala, SouthwestDocument6 pagesKaramadi - A Waning Practice of Shore Seine Operation Along Kerala, SouthwestQ8123No ratings yet
- The Community Reinvestment Act in The Age of Fintech and Bank CompetitionDocument28 pagesThe Community Reinvestment Act in The Age of Fintech and Bank CompetitionHyder AliNo ratings yet
- Jharkhand August 2014Document61 pagesJharkhand August 2014Ron 61No ratings yet
- Asin URL Index URL/keyword DomainDocument30 pagesAsin URL Index URL/keyword DomainStart AmazonNo ratings yet
- The Morning Calm Korea Weekly - August 22,2008Document24 pagesThe Morning Calm Korea Weekly - August 22,2008Morning Calm Weekly NewspaperNo ratings yet
- VERITAS NetBackup 4 (1) .5 On UnixDocument136 pagesVERITAS NetBackup 4 (1) .5 On UnixamsreekuNo ratings yet
- Generalised Ultimate Loads For Pile GroupsDocument22 pagesGeneralised Ultimate Loads For Pile GroupsValerioNo ratings yet
- Problem SetsDocument69 pagesProblem SetsAnnagrazia ArgentieriNo ratings yet
- CAKUTDocument50 pagesCAKUTsantosh subediNo ratings yet
- Strategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniDocument24 pagesStrategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniHilmyTafantoNo ratings yet
- Role of Quick Response To Supply ChainDocument15 pagesRole of Quick Response To Supply ChainSanuwar RashidNo ratings yet
- Faithful Love: Guitar SoloDocument3 pagesFaithful Love: Guitar SoloCarol Goldburg33% (3)
- HearstDocument16 pagesHearstapi-602711853No ratings yet
- BTL Marketing CompanyDocument30 pagesBTL Marketing Companypradip_kumarNo ratings yet
- Balkhu Squatter SettlementDocument10 pagesBalkhu Squatter SettlementShramina ShresthaNo ratings yet
- Meyer and Zack KM CycleDocument16 pagesMeyer and Zack KM Cyclemohdasriomar84No ratings yet
- 15-3-2020 Chapter 4 Forward Kinematics Lecture 1Document29 pages15-3-2020 Chapter 4 Forward Kinematics Lecture 1MoathNo ratings yet
- Group 9Document1 pageGroup 9Kyla Jane GabicaNo ratings yet
- Smarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFDocument629 pagesSmarajit Ghosh - Control Systems - Theory and Applications-Pearson (2006) PDFaggarwalakanksha100% (2)
- RAMSCRAM-A Flexible RAMJET/SCRAMJET Engine Simulation ProgramDocument4 pagesRAMSCRAM-A Flexible RAMJET/SCRAMJET Engine Simulation ProgramSamrat JanjanamNo ratings yet
- Multidimensional Scaling Groenen Velden 2004 PDFDocument14 pagesMultidimensional Scaling Groenen Velden 2004 PDFjoséNo ratings yet
- Trading Book - AGDocument7 pagesTrading Book - AGAnilkumarGopinathanNairNo ratings yet
- Poster@IcepeDocument1 pagePoster@IcepeAakash NawabNo ratings yet
- MyResume RecentDocument1 pageMyResume RecentNish PatwaNo ratings yet
- 4th Conference ParticipantsDocument14 pages4th Conference ParticipantsmaxNo ratings yet
- Design and Implementation of Hotel Management SystemDocument36 pagesDesign and Implementation of Hotel Management Systemaziz primbetov100% (2)
- Miso Soup Miso Soup Miso Soup: Ingredients Ingredients IngredientsDocument8 pagesMiso Soup Miso Soup Miso Soup: Ingredients Ingredients IngredientsEllie M.No ratings yet
- Form IEPF 2 - 2012 2013FDocument2,350 pagesForm IEPF 2 - 2012 2013FYam ServínNo ratings yet
- E34-1 Battery Charging and Dishcharging BoardDocument23 pagesE34-1 Battery Charging and Dishcharging BoardGanesa MurthyNo ratings yet