You might also like
- Plastic OpticsDocument35 pagesPlastic Opticskerbla100% (1)
- Abrasive Flow Machining: Process Principle, Parameters and CapabilitiesDocument19 pagesAbrasive Flow Machining: Process Principle, Parameters and CapabilitiesAnuj ThakkarNo ratings yet
- Dip Brazing: Parts To Be Dip Brazed AreDocument10 pagesDip Brazing: Parts To Be Dip Brazed AreRavin SinghNo ratings yet
- Quick Start GuideDocument11 pagesQuick Start GuideDaniel NituNo ratings yet
- Advanced Finishing ProcessesDocument23 pagesAdvanced Finishing ProcessesADWAITH G SNo ratings yet
- Precision Machining With Abrasive BrushesDocument4 pagesPrecision Machining With Abrasive BrushesAAAHNo ratings yet
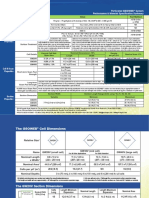
- Somaloy Prototyping Material (Eng)Document4 pagesSomaloy Prototyping Material (Eng)Umair MirzaNo ratings yet
- EInk Prism Sell SheetDocument2 pagesEInk Prism Sell SheetIrina KsclkNo ratings yet
- Hallite p54 DatasheetDocument9 pagesHallite p54 DatasheetHendry PardedeNo ratings yet
- EA9 Red Oxide PrimerDocument3 pagesEA9 Red Oxide PrimernkhhhNo ratings yet
- WETI Brochure - ElectrInsulPaperDocument28 pagesWETI Brochure - ElectrInsulPaperSharin Bin Ab GhaniNo ratings yet
- NanoFoil User GuideDocument4 pagesNanoFoil User GuideDannyNo ratings yet
- Abrasive Flow MachiningDocument27 pagesAbrasive Flow MachiningKAMALJEET SINGHNo ratings yet
- Cross Hatch Adhesion Testing - ASTM 3359 Method ADocument2 pagesCross Hatch Adhesion Testing - ASTM 3359 Method ASudhakar Mars ConsultantsNo ratings yet
- HALLITE - Wiper Seal E2WDocument7 pagesHALLITE - Wiper Seal E2WTHAI PHINo ratings yet
- Pliant Andura Laser Eng WebDocument4 pagesPliant Andura Laser Eng Webion marianNo ratings yet
- ESS-TOOL Machining Guide - Optimize Tool LifeDocument2 pagesESS-TOOL Machining Guide - Optimize Tool Liferay9699No ratings yet
- Disco Automatic Dicing SawDocument23 pagesDisco Automatic Dicing SawAnthony GalayNo ratings yet
- Arauco Ficha Tecnica Melamina Vesto Ing18ene 21Document6 pagesArauco Ficha Tecnica Melamina Vesto Ing18ene 21Rosa Marie GreenNo ratings yet
- DPF 390 FlexDocument3 pagesDPF 390 FlexCESAR GUERRERONo ratings yet
- Presto: Property Value Test MethodDocument2 pagesPresto: Property Value Test MethodledagoNo ratings yet
- Applications/Processing Guide: How To Use This Section The Resistive ElementDocument8 pagesApplications/Processing Guide: How To Use This Section The Resistive ElementCarlosAgustoPinedaSanchezNo ratings yet
- Mould PolishingDocument4 pagesMould PolishingArun PrasadNo ratings yet
- Recommendations For Cutting MFCDocument8 pagesRecommendations For Cutting MFCAriel LemaNo ratings yet
- Surface Roughness.: Presented byDocument37 pagesSurface Roughness.: Presented byMuhammad KhalilNo ratings yet
- Step 6-10 Tissue ProcessingDocument12 pagesStep 6-10 Tissue ProcessingNisa Claire ParpanNo ratings yet
- Nine9 30 45 60 90 Degree Engraving ToolsDocument16 pagesNine9 30 45 60 90 Degree Engraving ToolsLuthier37No ratings yet
- Abrasive Flow Machining: Process Principle, Parameters and CapabilitiesDocument13 pagesAbrasive Flow Machining: Process Principle, Parameters and CapabilitiesNishant SinhaNo ratings yet
- 63-9229 Rev-K Puck - Datasheet WebDocument2 pages63-9229 Rev-K Puck - Datasheet WebAji WijanarkoNo ratings yet
- 63-9229 Rev-K Puck Datasheet WebDocument2 pages63-9229 Rev-K Puck Datasheet WebAnsub Zia TaimuriNo ratings yet
- Beam Modification Devices in Radiotherapy - 3Document45 pagesBeam Modification Devices in Radiotherapy - 3Anirban Halder100% (24)
- Mini Labo Flyer PDFDocument2 pagesMini Labo Flyer PDFSinan ÇağlanNo ratings yet
- 139157-882132 Smt2p2lentztonyDocument8 pages139157-882132 Smt2p2lentztonybhf_86No ratings yet
- 31 WMS For Galvanizing PaintDocument3 pages31 WMS For Galvanizing PaintHồng Trung DươngNo ratings yet
- Abrasive Flow MachiningDocument12 pagesAbrasive Flow MachiningfhjNo ratings yet
- 63-9229 Rev-H Puck - Datasheet Web-1Document2 pages63-9229 Rev-H Puck - Datasheet Web-1Supriyo PNo ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Grinding Lab 2Document9 pagesGrinding Lab 2Ming QuanNo ratings yet
- Universal Intermittent Signature Spray NozzlesDocument2 pagesUniversal Intermittent Signature Spray NozzlesBia M SilvaNo ratings yet
- How To Handle Peaks enDocument11 pagesHow To Handle Peaks enPaulius StasiulaitisNo ratings yet
- SIL Laser Micro-Machining CenterDocument4 pagesSIL Laser Micro-Machining Centertapanvnahar musicNo ratings yet
- Bie - Jade 200 - en - 2012Document12 pagesBie - Jade 200 - en - 2012aidma05No ratings yet
- MDF Printhead DS - 111717 - BR21763 MRDocument2 pagesMDF Printhead DS - 111717 - BR21763 MRAlireza KazemiNo ratings yet
- Esls ErieDocument16 pagesEsls ErieHavanhuy HaNo ratings yet
- nd1411m 180leiDocument1 pagend1411m 180leipetrascoNo ratings yet
- Ultra Small M5, M6, M8 Photoelectric SensorDocument2 pagesUltra Small M5, M6, M8 Photoelectric Sensorzheng zhengNo ratings yet
- Cutter Blade Reference GuideDocument12 pagesCutter Blade Reference GuideThePrintManNo ratings yet
- Advanced Manufacturing EngineeringDocument35 pagesAdvanced Manufacturing EngineeringKrishnanunni SNo ratings yet
- GW Geoweb GW30v6 SummaryDocument1 pageGW Geoweb GW30v6 SummaryChowdhury PriodeepNo ratings yet
- Can Nano Coatings Really Improve Stencil PerformanceDocument56 pagesCan Nano Coatings Really Improve Stencil Performanceachref jebaliNo ratings yet
- 4241 HHA X-Strata920 an-SDD016 Silver V2Document2 pages4241 HHA X-Strata920 an-SDD016 Silver V2Ayham TarekNo ratings yet
- Lightweighting Your World.: Rapid Efficient LayupDocument4 pagesLightweighting Your World.: Rapid Efficient Layupavinash3285No ratings yet
- Basf Masterseal NP 474 TdsDocument3 pagesBasf Masterseal NP 474 TdsAdnan ČehajićNo ratings yet
- Hallite RDS DatasheetDocument7 pagesHallite RDS DatasheetTHAI PHINo ratings yet
- Brochure AERO-SERIES-EU-EN-VOL4Document16 pagesBrochure AERO-SERIES-EU-EN-VOL4Yatta FunNo ratings yet
- SSR Sello GiroDocument7 pagesSSR Sello GiroRPINILLA (EICO S.A.)No ratings yet
- Mazda RX 7 Bodyshop ManualDocument8 pagesMazda RX 7 Bodyshop Manualfrank100% (53)
- Kit de Adherencia PT-ARDocument7 pagesKit de Adherencia PT-ARnoel guillenNo ratings yet
- Why Advanced Machining Processes Are ImportantDocument38 pagesWhy Advanced Machining Processes Are ImportantLavishNo ratings yet
- OTP - ConfigurationDocument5 pagesOTP - ConfigurationAiman JamaluddinNo ratings yet
- Donaldson Dust Collector Manual Iom Ad3092901 Downflo Oval Dfo 1-1 To 3-3Document36 pagesDonaldson Dust Collector Manual Iom Ad3092901 Downflo Oval Dfo 1-1 To 3-3Aiman JamaluddinNo ratings yet
- Quadra User Manual Guide V3Document289 pagesQuadra User Manual Guide V3Aiman Jamaluddin100% (1)
- Tool Making Guide - Oct 2015Document6 pagesTool Making Guide - Oct 2015Aiman JamaluddinNo ratings yet
- XPrep User Manual V11Document47 pagesXPrep User Manual V11Aiman JamaluddinNo ratings yet
- Innovations in Unconventional Gas Well Deliquification Using CJS FLATpak UmbilicalDocument3 pagesInnovations in Unconventional Gas Well Deliquification Using CJS FLATpak UmbilicalMIRCEA1305No ratings yet
- CSEC Chemistry January 2019 P2Document22 pagesCSEC Chemistry January 2019 P2Veer MaharajNo ratings yet
- Pickling & Passivation Procedure MainDocument6 pagesPickling & Passivation Procedure Mainvijay padale100% (3)
- v1 Block CalibrationDocument57 pagesv1 Block Calibrationravindra_jivani100% (3)
- Pre-IB Chemistry Mid-Term Review List (Nagel)Document3 pagesPre-IB Chemistry Mid-Term Review List (Nagel)Helie100% (1)
- Sodium Hydroxide SDSDocument8 pagesSodium Hydroxide SDSFarhan RivaldiNo ratings yet
- Design OF Flush-Extended End Plate ConnectionsDocument3 pagesDesign OF Flush-Extended End Plate Connectionskapilnandwana100% (1)
- Science PT-1, STD X - 2022-23Document3 pagesScience PT-1, STD X - 2022-23Jeet Kumar DasNo ratings yet
- Chemistry homework answers and worksheet solutionsDocument9 pagesChemistry homework answers and worksheet solutionsAyii AlfredNo ratings yet
- Api 617Document7 pagesApi 617Sean_Middleton100% (1)
- ISO - 11998 - Wet Scub Resistance and CleanabilityDocument6 pagesISO - 11998 - Wet Scub Resistance and Cleanabilityichsan hakim100% (1)
- Earth Science Olympiad Material (Materi Olimpiade Kebumian)Document8 pagesEarth Science Olympiad Material (Materi Olimpiade Kebumian)laciferista100% (1)
- Jones PDFDocument73 pagesJones PDFbnechitaNo ratings yet
- Techteach - No Simview Quality Flow Control IndexDocument3 pagesTechteach - No Simview Quality Flow Control IndexDiabloNo ratings yet
- Expression and ExtractionDocument34 pagesExpression and ExtractionNaveenNo ratings yet
- Signal Degradation in Optical Fiber: AttenuationDocument42 pagesSignal Degradation in Optical Fiber: AttenuationDevLaxmanNo ratings yet
- TRS961 Annex7Document25 pagesTRS961 Annex7Tahir KhanNo ratings yet
- Abelmarle Referencia KF-868 PDFDocument24 pagesAbelmarle Referencia KF-868 PDFEdgar Hector GarciaNo ratings yet
- General Chemistry Lab ManualDocument68 pagesGeneral Chemistry Lab ManualEmin Ydds100% (2)
- 23 Op Amps2Document11 pages23 Op Amps2Zahid Hameed QaziNo ratings yet
- EUROPEAN PHARMACOPOEIA 5ed Sodium Carbonate MonohydrateDocument2 pagesEUROPEAN PHARMACOPOEIA 5ed Sodium Carbonate MonohydrateMa IrmawatiNo ratings yet
- SDS HibiscrubDocument9 pagesSDS HibiscrubIntanNabilaNo ratings yet
- Quality Assurance and Quality Control For DarkroomDocument10 pagesQuality Assurance and Quality Control For DarkroomManel Seraspe Domingo0% (1)
- RT (Main) SET - ADocument22 pagesRT (Main) SET - AManoj GaurNo ratings yet
- (Caustic Soda) : Material Safety Data SheetDocument2 pages(Caustic Soda) : Material Safety Data SheetKumbang KambingNo ratings yet
- Aluminum Handbook: Properties and SpecificationsDocument106 pagesAluminum Handbook: Properties and Specificationsxaaabbb_550464353No ratings yet
- PETG - Filaments - DirectoryDocument1 pagePETG - Filaments - DirectorychaitanyaNo ratings yet
- Physico-chemical properties of commercial pesticides in Egyptian marketsDocument12 pagesPhysico-chemical properties of commercial pesticides in Egyptian marketsLaura GuarguatiNo ratings yet
- Kodak Intermediet 5242Document6 pagesKodak Intermediet 5242feybrian thomasNo ratings yet
- Presentation - 1-Biocides at A GlanceDocument16 pagesPresentation - 1-Biocides at A GlancetaofikNo ratings yet