You might also like
- TNG Release Notes 502Document11 pagesTNG Release Notes 502alecandro_90No ratings yet
- HAAS Series V1.01 ESPRIT ProgrammingManualDocument16 pagesHAAS Series V1.01 ESPRIT ProgrammingManualAmer Skiljan100% (2)
- Gcood FlowDocument12 pagesGcood FlowIvan MdantasNo ratings yet
- ManualDocument8 pagesManualSanchai ProgaeewNo ratings yet
- Centroid Coarse DRO AdjustmentDocument2 pagesCentroid Coarse DRO AdjustmentCarlos RodriguezNo ratings yet
- B 64304en 3 - 01 - V2008 09 02Document68 pagesB 64304en 3 - 01 - V2008 09 02Ferenc UngváriNo ratings yet
- Threading Guide PDFDocument11 pagesThreading Guide PDFYK ThiangNo ratings yet
- SenFeng CNC ManualDocument11 pagesSenFeng CNC ManualJuanjo AcvdoNo ratings yet
- Axis Pairing OverviewDocument8 pagesAxis Pairing OverviewSeintec CncNo ratings yet
- Owner'S Manual: Powertap SLDocument39 pagesOwner'S Manual: Powertap SLsinkdeepNo ratings yet
- Fagor 800T CNCDocument120 pagesFagor 800T CNCNanda KumarNo ratings yet
- SIM 09 Mill 5AX: Siemens PLM SoftwareDocument15 pagesSIM 09 Mill 5AX: Siemens PLM SoftwareMario MTNo ratings yet
- Tut 101 GPKDocument14 pagesTut 101 GPKettypasewangNo ratings yet
- SolidCAM Back Spindle Guide PDFDocument32 pagesSolidCAM Back Spindle Guide PDFNguyen Quoc TuanNo ratings yet
- Hydraulic Systems Service Manual PTO 1000/2000 SeriesDocument28 pagesHydraulic Systems Service Manual PTO 1000/2000 SeriesalfonsofelipesaraviaNo ratings yet
- Instructions of Laser Welding SoftwareDocument17 pagesInstructions of Laser Welding SoftwareBob FazrilNo ratings yet
- Up/Down Shift Assist: Installation and UseDocument12 pagesUp/Down Shift Assist: Installation and UseluizNo ratings yet
- Pin On Disk Tribometer ManualDocument53 pagesPin On Disk Tribometer Manualanhntran4850100% (1)
- SM300 ManualDocument32 pagesSM300 ManualdeivisroseroNo ratings yet
- Icontrol ConfiguracionDocument18 pagesIcontrol ConfiguracionDiego ToroNo ratings yet
- Postability Post Processor DocumentationDocument15 pagesPostability Post Processor DocumentationMustapha BenabedNo ratings yet
- BLP-10 EngDocument12 pagesBLP-10 EngvxiebdjebebehdhNo ratings yet
- A145f 1304801revhDocument11 pagesA145f 1304801revhahmed nourNo ratings yet
- Motion PTO WizardDocument8 pagesMotion PTO WizardHữu Tấn NguyễnNo ratings yet
- G-CENTRI FORCE PLC's ManualDocument19 pagesG-CENTRI FORCE PLC's ManualShahaji ChavanNo ratings yet
- Setup Spindle Drift Zero DegreeDocument7 pagesSetup Spindle Drift Zero DegreeSamuel MarquezNo ratings yet
- APGuide 2006Document16 pagesAPGuide 2006Biblioteca Brasil AviationNo ratings yet
- EM,EP ENGLISH 매뉴얼Document224 pagesEM,EP ENGLISH 매뉴얼Bình Nguyễn DuyNo ratings yet
- A3 Super: Instruction ManualDocument38 pagesA3 Super: Instruction ManualERWAN sarjitoNo ratings yet
- Technical App Notes For DC590+ and 590 Series DC DrivesDocument24 pagesTechnical App Notes For DC590+ and 590 Series DC Drivesdv groupNo ratings yet
- OGM MDI Series Cylindrical Grinders for multi-diameter grindingDocument10 pagesOGM MDI Series Cylindrical Grinders for multi-diameter grindingMoustaffaNo ratings yet
- 361 - 810G 820G GA2 SW2 Operating and Programming DifferenceDocument78 pages361 - 810G 820G GA2 SW2 Operating and Programming DifferenceGuillermo RamirezNo ratings yet
- WheelTool 1Document18 pagesWheelTool 1M Mostafa MasalmaNo ratings yet
- MasterCam HSM TutorialDocument53 pagesMasterCam HSM Tutorialpptmnlt100% (1)
- Autopilot Selection Guide & Price List: The NE WDocument12 pagesAutopilot Selection Guide & Price List: The NE WsandyNo ratings yet
- CNC Machining Center Programming ManualDocument106 pagesCNC Machining Center Programming ManualLight House50% (2)
- Lantek Expert ManualDocument111 pagesLantek Expert ManualИлияИванов100% (1)
- Fanuc: Spindle ControlDocument8 pagesFanuc: Spindle ControlTony AntonyNo ratings yet
- 160 ProgDocument174 pages160 ProgAbraham Humberto Pedroza Flores100% (1)
- NW-990MDc Milling Control System User ManualDocument111 pagesNW-990MDc Milling Control System User ManualAstrumosNo ratings yet
- Programming Language of Parker 6400 CompumotorDocument362 pagesProgramming Language of Parker 6400 CompumotormihainecsulescuNo ratings yet
- Chip TuningDocument20 pagesChip TuningNisvet Suljic100% (10)
- 54363e PDFDocument419 pages54363e PDFCristobal PerezNo ratings yet
- Computerized Gear SystemDocument19 pagesComputerized Gear SystemK.Magenthran (UTHM)92% (12)
- Rigid Tapping Troubleshooting GuideDocument6 pagesRigid Tapping Troubleshooting GuideTony AntonyNo ratings yet
- Backlash ProgramDocument32 pagesBacklash ProgramCristopher Entena50% (2)
- Cnc-210S User Manual VER.F668-R15: DOC NO:001229Document23 pagesCnc-210S User Manual VER.F668-R15: DOC NO:001229CarlosNo ratings yet
- MA Biostrength 2.1 INGDocument38 pagesMA Biostrength 2.1 INGpowerliftermiloNo ratings yet
- Speedmark Tutorial 4: Using The Rotary IndexerDocument9 pagesSpeedmark Tutorial 4: Using The Rotary IndexerW Javier MorenoNo ratings yet
- SAMPLE MastercamX7 Nesting TutorialDocument26 pagesSAMPLE MastercamX7 Nesting TutorialTerapong NakthanomNo ratings yet
- SolidCAM 2016 5 Axis Basic Training Vol 1 PDFDocument33 pagesSolidCAM 2016 5 Axis Basic Training Vol 1 PDFThanh Nguyen50% (2)
- Operator'S Manual: Ahe025-b.VPDocument51 pagesOperator'S Manual: Ahe025-b.VPAgnieszka Wawrzyniak RybkaNo ratings yet
- CF Turbo ToturialDocument66 pagesCF Turbo Toturialmohmehr50% (2)
- Housing Plate Geometry Creation Tutorial 2011 r1 v2.1Document25 pagesHousing Plate Geometry Creation Tutorial 2011 r1 v2.1alexbotia100% (1)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Small Block Chevrolet: Stock and High-Performance RebuildsFrom EverandSmall Block Chevrolet: Stock and High-Performance RebuildsRating: 4 out of 5 stars4/5 (6)
- How to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsFrom EverandHow to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsRating: 5 out of 5 stars5/5 (5)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- An00008642930101 000201Document4 pagesAn00008642930101 000201alecandro_90No ratings yet
- Total Solution For Gear MachiningDocument12 pagesTotal Solution For Gear Machiningalecandro_90No ratings yet
- Toradex & NXP - AI Vision Starter Kit - Solution Brief - FINALDocument2 pagesToradex & NXP - AI Vision Starter Kit - Solution Brief - FINALalecandro_90No ratings yet
- ESPRIT EDGE - Release - Notes - 2023 - 1Document20 pagesESPRIT EDGE - Release - Notes - 2023 - 1alecandro_9050% (2)
- 0901d19680abfc1d 18845 EN - SuPB Brochure For Driven Tools - TCM - 12 559623Document8 pages0901d19680abfc1d 18845 EN - SuPB Brochure For Driven Tools - TCM - 12 559623a04205No ratings yet
- VBB4449 SpecificationDocument3 pagesVBB4449 Specificationalecandro_90No ratings yet
- Sca3000 Demo Kit User ManualDocument21 pagesSca3000 Demo Kit User Manualalecandro_90No ratings yet
- Bevel Gear BlanksDocument3 pagesBevel Gear Blanksalecandro_90No ratings yet
- PD.02.22 Release NotesDocument14 pagesPD.02.22 Release Notesalecandro_90No ratings yet
- WenzelDocument4 pagesWenzelalecandro_90No ratings yet
- Camfix Std.Document1 pageCamfix Std.alecandro_90No ratings yet
- Tooling Form A Zak SDocument11 pagesTooling Form A Zak Salecandro_90No ratings yet
- Typical Applications: Radial Adjustment (Off-Center Drilling)Document1 pageTypical Applications: Radial Adjustment (Off-Center Drilling)alecandro_90No ratings yet
- Gear Metrology ChartDocument1 pageGear Metrology Chartvijaykhandge50% (2)
- 1.EIMA 2022 ProgrammeDocument7 pages1.EIMA 2022 Programmealecandro_90No ratings yet
- Messprotokoll Gear Pro BevelDocument2 pagesMessprotokoll Gear Pro Bevelalecandro_90No ratings yet
- Gearpro eDocument1 pageGearpro ealecandro_90No ratings yet
- Spna 088Document14 pagesSpna 088alecandro_90No ratings yet
- AMADA MIYACHI New Fiber Laser Welders ML-6811C ML-6810CDocument3 pagesAMADA MIYACHI New Fiber Laser Welders ML-6811C ML-6810Calecandro_90No ratings yet
- DPRNTDocument4 pagesDPRNTalecandro_90No ratings yet
- Marvell Phys Transceivers Alaska 88e1548 88e1548p Product Brief 2015 08Document2 pagesMarvell Phys Transceivers Alaska 88e1548 88e1548p Product Brief 2015 08alecandro_90No ratings yet
- Yale Assure Install TemplateDocument1 pageYale Assure Install Templatealecandro_90No ratings yet
- DHI ASM202 Fingerprint-Enrollment-Reader Users-Manual V1.0.0Document14 pagesDHI ASM202 Fingerprint-Enrollment-Reader Users-Manual V1.0.0alecandro_90No ratings yet
- Comparison of Tribological Behaviours of Alcrn and Tialn Coatings-Deposited by Physical Vapor DepositionDocument3 pagesComparison of Tribological Behaviours of Alcrn and Tialn Coatings-Deposited by Physical Vapor Depositionalecandro_90No ratings yet
- Product Catalogue Drive Technology and CabsDocument29 pagesProduct Catalogue Drive Technology and Cabsalecandro_90No ratings yet
- TNG Cad FX R502Document1 pageTNG Cad FX R502alecandro_90No ratings yet
- ESPRIT Machine Tool Builder 4.4 Release Notes June 2020Document1 pageESPRIT Machine Tool Builder 4.4 Release Notes June 2020alecandro_90No ratings yet
- Create TNG Project From E20xx ProjectDocument4 pagesCreate TNG Project From E20xx Projectalecandro_90No ratings yet
- Picano - The Operation Process of Manufacturing Wooden School FurnitureDocument13 pagesPicano - The Operation Process of Manufacturing Wooden School Furnitureabhishek chandra guptaNo ratings yet
- TDS Byk-094 enDocument2 pagesTDS Byk-094 enHiroshi PhanNo ratings yet
- Geometrical Modeling of Rotary Milling Operation of Crankshaft PinsDocument10 pagesGeometrical Modeling of Rotary Milling Operation of Crankshaft PinsMuhammad Bachtiar YusufNo ratings yet
- Hot Dip Galvanized SheetDocument5 pagesHot Dip Galvanized SheetBrian KnightNo ratings yet
- Ninad Kelkar Rehau PolymersDocument42 pagesNinad Kelkar Rehau PolymersAbhinav SrivastavaNo ratings yet
- Paint Specification Package CDocument32 pagesPaint Specification Package CMohammedNo ratings yet
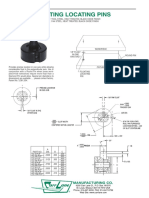
- Floating Locating PinsDocument13 pagesFloating Locating PinsMuhammadTaufikAliRahmanNo ratings yet
- Astm B366-04 PDFDocument9 pagesAstm B366-04 PDFromerobernaNo ratings yet
- Fast Clad Urethane Spec SheetDocument4 pagesFast Clad Urethane Spec SheetScott Van PeltNo ratings yet
- Design and Fabrication of Rolling Machine With SplinesDocument41 pagesDesign and Fabrication of Rolling Machine With SplinestadiwosNo ratings yet
- Electronic Catalogue EnglishDocument13 pagesElectronic Catalogue EnglishNilesh NarkhedeNo ratings yet
- Welding Technology Exam QuestionsDocument11 pagesWelding Technology Exam QuestionsVijaya BaraniNo ratings yet
- DOWSIL™ 1-2620 Dispersion RTV Elastoplastic Conformal CoatingDocument3 pagesDOWSIL™ 1-2620 Dispersion RTV Elastoplastic Conformal CoatingGreat StuffNo ratings yet
- Sand CastingDocument4 pagesSand Castingklawsis50% (2)
- 733Document17 pages733Subhajit DasNo ratings yet
- Melamine Plant Production ManualDocument27 pagesMelamine Plant Production ManualPruthvisinh Jadav50% (2)
- B.tech Welding LAb QuestionsDocument2 pagesB.tech Welding LAb QuestionsArg SreekarNo ratings yet
- Stages of Heat TreatmentDocument2 pagesStages of Heat TreatmentJeremy Bryan100% (2)
- Precipitation Hardening Stainless Steels Physical MetallurgyDocument2 pagesPrecipitation Hardening Stainless Steels Physical MetallurgyRongbaaz BongNo ratings yet
- How To Solder A Through-Hole Component: InstructablesDocument6 pagesHow To Solder A Through-Hole Component: InstructablesBobKatNo ratings yet
- Bo RingDocument16 pagesBo RingTanishaBiswasNo ratings yet
- Orion WB2 Propeller Polishing ReportDocument5 pagesOrion WB2 Propeller Polishing Reportjoel jeffery SarkarNo ratings yet
- Silicone MoldingDocument6 pagesSilicone Moldingkats2404No ratings yet
- Grinding With Tube MillDocument43 pagesGrinding With Tube MillrecaiNo ratings yet
- APQP New Process DevelopmentDocument1 pageAPQP New Process DevelopmentsdvikkiNo ratings yet
- Cold and Hot ForgingDocument6 pagesCold and Hot ForgingAnonymous vvO0nZWflrNo ratings yet
- Electrolytic Etching Process v1Document37 pagesElectrolytic Etching Process v1Miguel MejíaNo ratings yet
- UTP Steel+brochure EN 2017 WEBDocument28 pagesUTP Steel+brochure EN 2017 WEBCarlos Anibal OrtizNo ratings yet
- Making Authentic Craftsman Furniture - Instructions and Plans For 62 Projects (Dover Books On Woodworking & Carving) (PDFDrive)Document10 pagesMaking Authentic Craftsman Furniture - Instructions and Plans For 62 Projects (Dover Books On Woodworking & Carving) (PDFDrive)Ion Mikel Onandia MartinezNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet