You might also like
- Olympus NDT Canada Provides Recommended Calibration Tubes for Near Field TestingDocument1 pageOlympus NDT Canada Provides Recommended Calibration Tubes for Near Field TestingMahmood KhanNo ratings yet
- Ultrasonic ExaminationDocument14 pagesUltrasonic ExaminationLiliNo ratings yet
- PRR CalculationDocument4 pagesPRR CalculationnavitaNo ratings yet
- Radiography TestingDocument1 pageRadiography TestingGulfnde Industrial ServicesNo ratings yet
- Nital EtchDocument2 pagesNital Etchjaime huertasNo ratings yet
- Saferad ProcedureDocument19 pagesSaferad ProcedureExsan OthmanNo ratings yet
- Radiography Fundamentals QuizDocument21 pagesRadiography Fundamentals QuizEzhil Vendhan PalanisamyNo ratings yet
- NDT Forum - NAS410 - EN4179 RT and UT Level 2 and 3Document1 pageNDT Forum - NAS410 - EN4179 RT and UT Level 2 and 3Muhammad SyafiqNo ratings yet
- Liquid Penetrant Testing Theory and InterpretationDocument44 pagesLiquid Penetrant Testing Theory and InterpretationCRISTIAN SILVIU IANUCNo ratings yet
- Ultrasonic Examination of Critical Heat Exchanger WeldsDocument6 pagesUltrasonic Examination of Critical Heat Exchanger WeldsDARSHIL RAJPURANo ratings yet
- Twi Training & Certification (S.E. Asia) SDN - BHDDocument1 pageTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeNo ratings yet
- ANSWER: Dye Penetrant Test Explanation:: No Explanation Is Available For This Question!Document4 pagesANSWER: Dye Penetrant Test Explanation:: No Explanation Is Available For This Question!shyamkumar rakoti0% (1)
- ASNT RECER RT QB Flash Radiography TechniquesDocument9 pagesASNT RECER RT QB Flash Radiography TechniqueskingstonNo ratings yet
- Profile Radiography IAEADocument14 pagesProfile Radiography IAEAPaolo Ng100% (1)
- Magnetic Particle Exam GuideDocument18 pagesMagnetic Particle Exam GuidemohamedNo ratings yet
- PT Level-2Document22 pagesPT Level-2Surendra KamalNo ratings yet
- NDT Training BrochureDocument4 pagesNDT Training BrochureSafiq UddinNo ratings yet
- SEC VIII-Div 2 UT FLAW ACCEPTANCE CRITERIA in Lieu of RTDocument2 pagesSEC VIII-Div 2 UT FLAW ACCEPTANCE CRITERIA in Lieu of RTChandrashekhar ThiramdasuNo ratings yet
- PT PracticalDocument40 pagesPT PracticalShyam Sundar GayenNo ratings yet
- 14.0 Specific ExaminationDocument18 pages14.0 Specific ExaminationPDDELUCANo ratings yet
- Inspeccion VisualDocument11 pagesInspeccion VisualRueda JoanNo ratings yet
- PT Q&aDocument40 pagesPT Q&aJoe BetkerNo ratings yet
- PT - Level 2 - S - 002 - Revised by RVMDocument4 pagesPT - Level 2 - S - 002 - Revised by RVMkingstonNo ratings yet
- Written Instruction (WELD) PT Rev 2Document4 pagesWritten Instruction (WELD) PT Rev 2Anna PariniNo ratings yet
- Visual Inspection ModulesDocument6 pagesVisual Inspection ModulesAgustine Setiawan100% (2)
- Liquid Penetrant Testing QuestionsDocument8 pagesLiquid Penetrant Testing QuestionskingstonNo ratings yet
- NDT MT nds1Document41 pagesNDT MT nds1sathi11189No ratings yet
- Referance Block PDFDocument45 pagesReferance Block PDFDağhan GrdNo ratings yet
- EPRI Automated Analysis of Bobbin CoilProbe Eddy Current DataDocument97 pagesEPRI Automated Analysis of Bobbin CoilProbe Eddy Current DataaldeanucuNo ratings yet
- TOFD Sizing Defect by Creep WaveDocument6 pagesTOFD Sizing Defect by Creep WaveLương Hồ VũNo ratings yet
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbNo ratings yet
- Prospectus For ASNT NDT Level-II in Bangladesh PDFDocument6 pagesProspectus For ASNT NDT Level-II in Bangladesh PDFSafiq UddinNo ratings yet
- LPT Spe QB 2Document6 pagesLPT Spe QB 2Aruchamy SelvakumarNo ratings yet
- Updated Asnt-Ndt Level - II in RT Ut MT PTDocument4 pagesUpdated Asnt-Ndt Level - II in RT Ut MT PTJason RogersNo ratings yet
- Asnt RT Question BankDocument12 pagesAsnt RT Question Bankprabhakaran.SNo ratings yet
- Magnetic Particles Testing Eng РаздаткаDocument10 pagesMagnetic Particles Testing Eng Раздаткаoluwatobi ajayiNo ratings yet
- Q&A RT I, II and III 10 07 06Document72 pagesQ&A RT I, II and III 10 07 06wefewNo ratings yet
- Magnetic Particle Inspection QuizDocument30 pagesMagnetic Particle Inspection QuizMohammad Saif100% (2)
- Aries - Saturated Eddycurrent - Tube - ProcedureDocument17 pagesAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyNo ratings yet
- NDT For Roller CoasterDocument5 pagesNDT For Roller Coasterluqman syakirNo ratings yet
- Ultrasonic Testing ManualDocument88 pagesUltrasonic Testing ManualphillipskincaidNo ratings yet
- NDT-PQ PDFDocument7 pagesNDT-PQ PDFMiguel RodriguezNo ratings yet
- Eddy Current Inspection 50 Question Quiz TitleDocument10 pagesEddy Current Inspection 50 Question Quiz TitleDINESH KNo ratings yet
- Tube Inspection InsertDocument2 pagesTube Inspection InsertManish SharmaNo ratings yet
- Thickness Gauging Level 2 (Questions & Answers)Document3 pagesThickness Gauging Level 2 (Questions & Answers)kingston100% (2)
- MFL Compendium - 001Document26 pagesMFL Compendium - 001kingston100% (2)
- Flaw Manufacturing TechnologyDocument31 pagesFlaw Manufacturing Technologyツ ツNo ratings yet
- MT SpecDocument9 pagesMT Specmunnyrrr100% (2)
- Astm E1962 19Document4 pagesAstm E1962 19Mohamed AboelkhierNo ratings yet
- NDT4 - L2 Final Review (EOC) 020219Document13 pagesNDT4 - L2 Final Review (EOC) 020219Ibnu Hamdun100% (1)
- Radiographic Testing Training OutlineDocument2 pagesRadiographic Testing Training OutlineTino SabalNo ratings yet
- Karl Kraft's 2014 Level III BrochureDocument2 pagesKarl Kraft's 2014 Level III Brochureviller_lpNo ratings yet
- Level II Question PaperDocument16 pagesLevel II Question PaperMuhammad HannanNo ratings yet
- RT II QueastionsDocument14 pagesRT II QueastionsEbin Charles100% (1)
- G S Earth WireDocument10 pagesG S Earth WiresaratNo ratings yet
- NDT Methods GuideDocument12 pagesNDT Methods GuideSIVARAM PRASADNo ratings yet
- PTIIGENERAL EXAMDocument5 pagesPTIIGENERAL EXAMsaenal rapiNo ratings yet
- Eddy Current Inspection: Detect Flaws in Metals Using Electromagnetic InductionDocument73 pagesEddy Current Inspection: Detect Flaws in Metals Using Electromagnetic InductionSuraj B SNo ratings yet
- J 1 3 006 00 FDocument1 pageJ 1 3 006 00 FtariqNo ratings yet
- J 1 3 005 00 FDocument1 pageJ 1 3 005 00 FtariqNo ratings yet
- J 1 3 003 00 FDocument1 pageJ 1 3 003 00 FtariqNo ratings yet
- PT Level 3 Preparation 1 PDFDocument25 pagesPT Level 3 Preparation 1 PDFtariqNo ratings yet
- J 1 3 004 00 FDocument1 pageJ 1 3 004 00 FtariqNo ratings yet
- J 1 3 001 00 FDocument1 pageJ 1 3 001 00 FtariqNo ratings yet
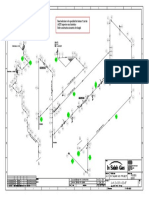
- Band Selection To Be Specified For Feature 72 in The ACET Inspector Excel Interface Refer Construction Isometric For LengthDocument1 pageBand Selection To Be Specified For Feature 72 in The ACET Inspector Excel Interface Refer Construction Isometric For LengthtariqNo ratings yet
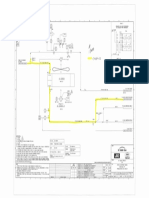
- A diagram of a production gas cooling systemDocument1 pageA diagram of a production gas cooling systemtariqNo ratings yet
- J 1 3 002 00 FDocument1 pageJ 1 3 002 00 FtariqNo ratings yet
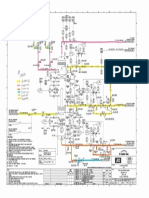
- Kba To HRM: in Salah GasDocument1 pageKba To HRM: in Salah GastariqNo ratings yet
- JB00 B PPDC 024 0001 5Document1 pageJB00 B PPDC 024 0001 5tariqNo ratings yet
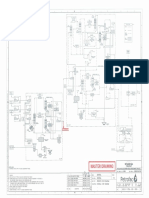
- A diagram of a production gas cooling systemDocument1 pageA diagram of a production gas cooling systemtariqNo ratings yet
- Vibration Analysis - Iso Cat II Asnt Level II 1331196230Document3 pagesVibration Analysis - Iso Cat II Asnt Level II 1331196230tylerdurdaneNo ratings yet
- JB00 B PPDC 020 0001 5Document1 pageJB00 B PPDC 020 0001 5tariq100% (1)
- ASNT Level I II III Q&A Ultrasonic Testing PDFDocument63 pagesASNT Level I II III Q&A Ultrasonic Testing PDFShyam Sundar Gayen83% (35)
- API 572 Study Guide: Practice QuestionsDocument24 pagesAPI 572 Study Guide: Practice Questionsnivrutti2012100% (1)
- Jciopjo PDFDocument1 pageJciopjo PDFtariqNo ratings yet
- Jciopjo PDFDocument1 pageJciopjo PDFtariqNo ratings yet
- ASNT Computer Based Testing Transition Reference Guide For International Examination PartnersDocument10 pagesASNT Computer Based Testing Transition Reference Guide For International Examination PartnerstariqNo ratings yet
- ASNT Basic Exam Study PlanDocument1 pageASNT Basic Exam Study Planalouis50% (2)
- Q PG 032 803Document1 pageQ PG 032 803tariqNo ratings yet
- Q PG 032 803Document1 pageQ PG 032 803tariqNo ratings yet
- Calibration BlocksDocument3 pagesCalibration BlocksvenkatNo ratings yet
- TEG Ili Plan 2013 Updated (1st Quarter, 2nd Quater, ... 4th Quater)Document2 pagesTEG Ili Plan 2013 Updated (1st Quarter, 2nd Quater, ... 4th Quater)tariqNo ratings yet
- Q PG 032 803Document1 pageQ PG 032 803tariqNo ratings yet
- G 1.1 054 00 F s01Document1 pageG 1.1 054 00 F s01tariqNo ratings yet
- REG in Line Hydrotest Plan 2013 UpdatedDocument1 pageREG in Line Hydrotest Plan 2013 UpdatedtariqNo ratings yet
- J 1.7c 019 00 F 02 00Document1 pageJ 1.7c 019 00 F 02 00tariqNo ratings yet
- J 1.7c 019 00 F 01 00Document1 pageJ 1.7c 019 00 F 01 00tariqNo ratings yet
- UNDERSTANDING FOOD HYGIENEDocument22 pagesUNDERSTANDING FOOD HYGIENESahilDalalNo ratings yet
- EVCC Product Specifications-2.1.2Document11 pagesEVCC Product Specifications-2.1.2Windya SaputraNo ratings yet
- Spark Plug ReadingDocument7 pagesSpark Plug ReadingCostas GeorgatosNo ratings yet
- Firelights PDFDocument2 pagesFirelights PDFEFG EFGNo ratings yet
- Being A Teacher: DR Dennis FrancisDocument14 pagesBeing A Teacher: DR Dennis FranciselsayidNo ratings yet
- Mainf 517-527Document11 pagesMainf 517-527Upeksha PereraNo ratings yet
- Dual Band DAB Pocket Radio: User Manual Manuel D'utilisation Manual Del Usuario Benutzerhandbuch GebruikershandleidingDocument21 pagesDual Band DAB Pocket Radio: User Manual Manuel D'utilisation Manual Del Usuario Benutzerhandbuch Gebruikershandleidingminerva_manNo ratings yet
- Java NoteDocument8 pagesJava NoteTg DgNo ratings yet
- Creating and Using Virtual DPUsDocument20 pagesCreating and Using Virtual DPUsDeepak Gupta100% (1)
- Competency MappingDocument20 pagesCompetency MappingMalleyboina NagarajuNo ratings yet
- ANU Issue 2Document64 pagesANU Issue 2Gideon GreigNo ratings yet
- Microeconomics Lecture - Profit Maximization and Competitive SupplyDocument48 pagesMicroeconomics Lecture - Profit Maximization and Competitive Supplybigjanet100% (1)
- Update ResumeDocument3 pagesUpdate ResumeSubbareddy NvNo ratings yet
- "Disaster Readiness and Risk Reduction": Test 2 True or FalseDocument2 pages"Disaster Readiness and Risk Reduction": Test 2 True or FalseMiki AntonNo ratings yet
- Product Information: Automotive Sensor UMRR-96 TYPE 153Document18 pagesProduct Information: Automotive Sensor UMRR-96 TYPE 153CORAL ALONSONo ratings yet
- Vitamin D For MS PatientsDocument1 pageVitamin D For MS PatientsDimitrios PapadimitriouNo ratings yet
- GCC Lab ManualDocument61 pagesGCC Lab ManualMadhu BalaNo ratings yet
- Chapter 2 1 Determination of Interest RatesDocument63 pagesChapter 2 1 Determination of Interest RatesLâm Bulls100% (1)
- Dryspell+ ManualDocument71 pagesDryspell+ ManualAldo D'AndreaNo ratings yet
- NTSE MAT Maharashtra 2011Document38 pagesNTSE MAT Maharashtra 2011Edward FieldNo ratings yet
- CSA Recap-8.8 Test 1Document72 pagesCSA Recap-8.8 Test 1Gokul BakkiyarasuNo ratings yet
- Chapter 2: 19Th Century Philippines As Rizal'S ContextDocument52 pagesChapter 2: 19Th Century Philippines As Rizal'S ContextJorielyn ApostolNo ratings yet
- User's Manual: 2.5" External Hard DriveDocument26 pagesUser's Manual: 2.5" External Hard DriveMathew PhilipNo ratings yet
- NVIDIA Announces Financial Results For Fourth Quarter and Fiscal 2023Document10 pagesNVIDIA Announces Financial Results For Fourth Quarter and Fiscal 2023Andrei SeimanNo ratings yet
- Manually Installing IBM Spectrum Scale For Object StorageDocument2 pagesManually Installing IBM Spectrum Scale For Object StoragesohaileoNo ratings yet
- Expert Coaching CatalogDocument37 pagesExpert Coaching CatalogJosh WhiteNo ratings yet
- Group5 AssignmentDocument10 pagesGroup5 AssignmentYenew AyenewNo ratings yet
- L05 - Selection of Indicators (ENG)Document9 pagesL05 - Selection of Indicators (ENG)killerkissNo ratings yet
- xg01 Koso Kent Introl PDFDocument22 pagesxg01 Koso Kent Introl PDFhaidinuNo ratings yet
- Isoefficiency Function A Scalability Metric For PaDocument20 pagesIsoefficiency Function A Scalability Metric For PaDasha PoluninaNo ratings yet