You might also like
- Synthesis, Characterization of Banana / Glass Fiber Reinforced Epoxy Based Hybrid CompositesDocument11 pagesSynthesis, Characterization of Banana / Glass Fiber Reinforced Epoxy Based Hybrid CompositesberhaneNo ratings yet
- Jute With Sic Hybrid Final Copy IIDocument18 pagesJute With Sic Hybrid Final Copy IIvaitheemechNo ratings yet
- Experimental Investigation of Mechanical and Morphological Properties of Flax-Glass Fiber Reinforced Hybrid Composite Using Finite Element AnalysisDocument11 pagesExperimental Investigation of Mechanical and Morphological Properties of Flax-Glass Fiber Reinforced Hybrid Composite Using Finite Element AnalysissriyajambukarNo ratings yet
- Mechanical Property Analysis On Bamboo-Glass Fiber Reinforced HybridDocument6 pagesMechanical Property Analysis On Bamboo-Glass Fiber Reinforced HybridMikyas BelayNo ratings yet
- An Effect of Fiber Orientation of Tensile and Compressive Properties of Natural Hybrid CompositesDocument10 pagesAn Effect of Fiber Orientation of Tensile and Compressive Properties of Natural Hybrid CompositesTJPRC PublicationsNo ratings yet
- BioResource FinalVersionDocument15 pagesBioResource FinalVersionJeslin JoeNo ratings yet
- Natural Fibers Jute and BananaDocument4 pagesNatural Fibers Jute and Bananassservice centreNo ratings yet
- R BhoopatiDocument10 pagesR BhoopatiAnkit JaglanNo ratings yet
- Composite Structures: F.A. Almansour, H.N. Dhakal, Z.Y. ZhangDocument13 pagesComposite Structures: F.A. Almansour, H.N. Dhakal, Z.Y. ZhangsuganthNo ratings yet
- Fabrication of Natural Composite Fiber and Study of Its Properties Shubham Sharma, Ashish Srivastava, Abhishek KumarDocument12 pagesFabrication of Natural Composite Fiber and Study of Its Properties Shubham Sharma, Ashish Srivastava, Abhishek KumarPrince Ghosh EponNo ratings yet
- Analysis of Mechanical and Wettability PropertiesDocument15 pagesAnalysis of Mechanical and Wettability PropertiesKasia FrątczakNo ratings yet
- Materials Today: ProceedingsDocument5 pagesMaterials Today: ProceedingsbiniyamNo ratings yet
- Investigating The Influence of Water Absorption and Mechanical Properties of Composites Reinforced With Banana and Roselle FibersDocument9 pagesInvestigating The Influence of Water Absorption and Mechanical Properties of Composites Reinforced With Banana and Roselle FibersIJRASETPublicationsNo ratings yet
- Free Vibration Characteristics of Banana Sisal Natural Fibers Reinforced Hybrid Polymer Composite BeamDocument5 pagesFree Vibration Characteristics of Banana Sisal Natural Fibers Reinforced Hybrid Polymer Composite BeamDr Engr Md Zillur RahmanNo ratings yet
- Mechanical Characterization of Hybrid Fiber Reinforced CompositesDocument6 pagesMechanical Characterization of Hybrid Fiber Reinforced CompositesTeja shivraj DandeNo ratings yet
- 2.literature ReviewDocument8 pages2.literature ReviewMohanraj SubramaniNo ratings yet
- Investigation of Mechanical Behaviour of Sisal Epoxy Hybrid CompositesDocument7 pagesInvestigation of Mechanical Behaviour of Sisal Epoxy Hybrid CompositesYuvaraj RajuNo ratings yet
- 16 Influence of Weave Pattern and Composite Thickness On MechanicalDocument13 pages16 Influence of Weave Pattern and Composite Thickness On MechanicalEngr Md. Nayemul IslamNo ratings yet
- Experimental Investigation of Jute Fiberreinforcednano Clay CompositeDocument5 pagesExperimental Investigation of Jute Fiberreinforcednano Clay Compositedennisitty01No ratings yet
- Composite Material ReportDocument22 pagesComposite Material ReportDevesh RajputNo ratings yet
- Article EffectOfGrainSizeOnTheStructurDocument9 pagesArticle EffectOfGrainSizeOnTheStructurSayan RakshitNo ratings yet
- Flexural Behaviors of Sandwich Composites Produced Using Recycled and Natural MaterialDocument10 pagesFlexural Behaviors of Sandwich Composites Produced Using Recycled and Natural MaterialyigitilgazNo ratings yet
- PCX - Report - Doc 6Document15 pagesPCX - Report - Doc 6KANAPARTHY SRI RAGHURAMNo ratings yet
- Processing and Characterization of Natural Fiber-Lycra Composite Reinforced With Epoxy ResinDocument5 pagesProcessing and Characterization of Natural Fiber-Lycra Composite Reinforced With Epoxy ResinsivaNo ratings yet
- Vinyl Additive Technology - 2022 - Mahakur - Effect of Alkaline Treatment On Physical Mechanical and ThermalDocument13 pagesVinyl Additive Technology - 2022 - Mahakur - Effect of Alkaline Treatment On Physical Mechanical and ThermalSanTosH SangamNo ratings yet
- Materials Today: Proceedings: K. Balasubramanian, N. Rajeswari, R. VishvakDocument5 pagesMaterials Today: Proceedings: K. Balasubramanian, N. Rajeswari, R. VishvakedmealemNo ratings yet
- A Study On Flexural Properties of Wildcane Grass Fiber-Reinforced Polyester CompositesDocument8 pagesA Study On Flexural Properties of Wildcane Grass Fiber-Reinforced Polyester Compositesrkaruppasamy1980No ratings yet
- ILSS and SEMDocument16 pagesILSS and SEMAnandNo ratings yet
- Evaluation of Mechanical Properties of Palm Fiber Glass 2020 Materials TodaDocument4 pagesEvaluation of Mechanical Properties of Palm Fiber Glass 2020 Materials TodaClaudia UngureanuNo ratings yet
- Fabricate A Product From NFRCDocument14 pagesFabricate A Product From NFRCjobiraprintingNo ratings yet
- Fabrication and Testing of Natural Fiber Reinforced Hybrid Composites Banana/PineappleDocument5 pagesFabrication and Testing of Natural Fiber Reinforced Hybrid Composites Banana/PineappleIJMERNo ratings yet
- Effect of Fibre Orientation On The Mechanical Properties of Polypropylenelyocell Composites2018celluloseDocument14 pagesEffect of Fibre Orientation On The Mechanical Properties of Polypropylenelyocell Composites2018celluloseLizbeth Fernanda AnaveNo ratings yet
- Keywords:, Sisal Fiber, Dyneema Fiber, Epoxy, Mechanical Properties, Structural AnalysisDocument3 pagesKeywords:, Sisal Fiber, Dyneema Fiber, Epoxy, Mechanical Properties, Structural AnalysisKiran Kumar BollamNo ratings yet
- Valorization of Plant Biomass, Sugarcane Bagasse and Millet Pods To Produce A Cementitious Matrix CompositeDocument8 pagesValorization of Plant Biomass, Sugarcane Bagasse and Millet Pods To Produce A Cementitious Matrix CompositeIJAR JOURNALNo ratings yet
- Mechanical Performance of Natural Fiber-Reinforced Epoxy-Hybrid CompositesDocument5 pagesMechanical Performance of Natural Fiber-Reinforced Epoxy-Hybrid CompositesParnia ZakikhaniNo ratings yet
- 1 s2.0 S2238785423000066 MainDocument15 pages1 s2.0 S2238785423000066 MainPratul DesouzaNo ratings yet
- Experimental Study On Effect oDocument12 pagesExperimental Study On Effect oForsythe LearningNo ratings yet
- Journal Pre-Proofs: Composite StructuresDocument29 pagesJournal Pre-Proofs: Composite StructuresMcFlyNo ratings yet
- Prasad 2018 IOP Conf. Ser. Mater. Sci. Eng. 402 012103 PDFDocument7 pagesPrasad 2018 IOP Conf. Ser. Mater. Sci. Eng. 402 012103 PDFlekNo ratings yet
- Development and Characterization of Areca Fiber Reinforced Polymer CompositeDocument7 pagesDevelopment and Characterization of Areca Fiber Reinforced Polymer CompositeRajeshwaranNo ratings yet
- Literature SurveyDocument14 pagesLiterature SurveyMukesh PatilNo ratings yet
- Ar Than Aries War An 2014Document9 pagesAr Than Aries War An 2014edmealemNo ratings yet
- Mechanical Behaviour of Kenaf, Basalt, Flax and Carbon Bidirectional Fabric Reinforced Epoxy Hybrid CompositeDocument11 pagesMechanical Behaviour of Kenaf, Basalt, Flax and Carbon Bidirectional Fabric Reinforced Epoxy Hybrid Compositetogohaj511No ratings yet
- Micromachines 13 01875Document14 pagesMicromachines 13 01875ภัทรพล ธีรพงศ์ภักดีNo ratings yet
- Fig 1: Fiber Reinforced Polymer CompositesDocument23 pagesFig 1: Fiber Reinforced Polymer CompositesanonymousNo ratings yet
- Refiadi 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012043Document11 pagesRefiadi 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012043gunawan refiadiNo ratings yet
- Hari Ij9Document14 pagesHari Ij9T Hari PrasadNo ratings yet
- Calcium Additive Into PultrusionDocument12 pagesCalcium Additive Into PultrusionIan LeeNo ratings yet
- Characterization of Natural Reinforcements and Their CompositesDocument18 pagesCharacterization of Natural Reinforcements and Their CompositesspawnmeaddowNo ratings yet
- Effect of Agglomerated Zirconia-Toughened Mullite On The Mechanicalproperties of Giant Cane Fiber Mat Epoxy Laminated CompositesDocument11 pagesEffect of Agglomerated Zirconia-Toughened Mullite On The Mechanicalproperties of Giant Cane Fiber Mat Epoxy Laminated Composites615513No ratings yet
- Sisal 1Document10 pagesSisal 1gizaw chekoleNo ratings yet
- Lobo 2021Document8 pagesLobo 2021Yerco muñozNo ratings yet
- Influence of Layering Pattern of Modified Kenaf Fiber On Thermomechanical Properties of Epoxy CompositesDocument16 pagesInfluence of Layering Pattern of Modified Kenaf Fiber On Thermomechanical Properties of Epoxy CompositesWalid YahiaouiNo ratings yet
- NotesDocument36 pagesNotesULTRA College of Engineering & Technology for WomenNo ratings yet
- Mechanical Properties of Natural Cellulose Fibers Reinforced PolymerDocument8 pagesMechanical Properties of Natural Cellulose Fibers Reinforced Polymernurshiyama89No ratings yet
- Molecules 25 00474 v2Document14 pagesMolecules 25 00474 v2Duy HoangNo ratings yet
- Mechanical, Thermal and Fatigue Behaviour of Surface-Treated Novel Caryota Urens Fibre-Reinforced Epoxy Composite.Document11 pagesMechanical, Thermal and Fatigue Behaviour of Surface-Treated Novel Caryota Urens Fibre-Reinforced Epoxy Composite.Santosh PatelNo ratings yet
- Effect of Micro-Crystalline Cellulose Particles On MechanicalDocument15 pagesEffect of Micro-Crystalline Cellulose Particles On MechanicalZohaib Iqbal BajwaNo ratings yet
- Influence of Fiber Content and Effect of Chemical Pre-Treatments On Mechanical Characterization of Natural Abaca Epoxy CompositesDocument11 pagesInfluence of Fiber Content and Effect of Chemical Pre-Treatments On Mechanical Characterization of Natural Abaca Epoxy CompositesSunil KumarNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Influence of Water On Damage, Mech Behavior of Single Hemp Yarn CompositesDocument9 pagesInfluence of Water On Damage, Mech Behavior of Single Hemp Yarn Compositessanchana velalaganNo ratings yet
- Effect of Surface Treatment On Creep of Flax FRC Under Hygrotherm Aging ConditionsDocument8 pagesEffect of Surface Treatment On Creep of Flax FRC Under Hygrotherm Aging Conditionssanchana velalaganNo ratings yet
- Effect of Pretreatment Methods On Aging - Agave FibreDocument15 pagesEffect of Pretreatment Methods On Aging - Agave Fibresanchana velalaganNo ratings yet
- Damping of Thermoset, Thermoplastic Flax Fibre CompositesDocument30 pagesDamping of Thermoset, Thermoplastic Flax Fibre Compositessanchana velalaganNo ratings yet
- Aging of Toughened Polylactic Acid NanocompositesDocument13 pagesAging of Toughened Polylactic Acid Nanocompositessanchana velalaganNo ratings yet
- Aging Mechanisms of Unidirectional Flax Fabric Reinforced Epoxy CompositesDocument15 pagesAging Mechanisms of Unidirectional Flax Fabric Reinforced Epoxy Compositessanchana velalaganNo ratings yet
- HomonymsDocument4 pagesHomonyms6ahisaNo ratings yet
- Audio Duplication Services, Inc. (ADS) : Presented byDocument12 pagesAudio Duplication Services, Inc. (ADS) : Presented byArka RockerNo ratings yet
- Drude Theory of MetalsDocument13 pagesDrude Theory of MetalsShochin Chandra DasNo ratings yet
- English 6 - EJE 2 - Week 4Document6 pagesEnglish 6 - EJE 2 - Week 4nancy perezNo ratings yet
- Whats New 10Document730 pagesWhats New 10mikadoturkNo ratings yet
- 34 NavigationDocument8 pages34 NavigationE DinNo ratings yet
- Jurnal AluminiumDocument14 pagesJurnal AluminiumTyaFattyaNo ratings yet
- ELEC4810: Introduction To Biosensors and Bioinstrumentation: Lecture Notes - Set #10Document17 pagesELEC4810: Introduction To Biosensors and Bioinstrumentation: Lecture Notes - Set #10Kwan ChanNo ratings yet
- Advanced Structural Dynamics and Acoustics 13811 Advanced Structural PDFDocument13 pagesAdvanced Structural Dynamics and Acoustics 13811 Advanced Structural PDFJitendra ItankarNo ratings yet
- Ecu TestDocument5 pagesEcu TestWawan SatiawanNo ratings yet
- Cross Wallpaper Iphone - Google SearchDocument1 pageCross Wallpaper Iphone - Google SearchWill ThompsonNo ratings yet
- Eng 9 - SEM-2-TEST PDFDocument4 pagesEng 9 - SEM-2-TEST PDFsam tranNo ratings yet
- MP 2Document2 pagesMP 2Jorge ParraNo ratings yet
- Workflow Example - How To Hide AndOr Remove A Defect Status in ALM v11Document4 pagesWorkflow Example - How To Hide AndOr Remove A Defect Status in ALM v11Aylin SakarNo ratings yet
- GED102 Module 3 Project: Group Members: Raynard Yu John Luis Arce Miguel Agustin Galang Paul Cauman Renz Eugene GurionDocument6 pagesGED102 Module 3 Project: Group Members: Raynard Yu John Luis Arce Miguel Agustin Galang Paul Cauman Renz Eugene GurionqwertasdfgNo ratings yet
- The Foundations: Logic and Proofs Kenneth H. Rosen 7 EditionDocument17 pagesThe Foundations: Logic and Proofs Kenneth H. Rosen 7 EditionMahir SohanNo ratings yet
- Reflection Math 1040 ProjectDocument2 pagesReflection Math 1040 Projectapi-260891512No ratings yet
- Quarter 2 Answer Sheet - Mathematics 9: Pre-Assessment: Write The Letter of Your Answer. (Page 1)Document8 pagesQuarter 2 Answer Sheet - Mathematics 9: Pre-Assessment: Write The Letter of Your Answer. (Page 1)John Vinz ÜvNo ratings yet
- FEM Analysis For Spherical TanksDocument28 pagesFEM Analysis For Spherical TanksSaad Bakhtyar100% (2)
- Dywidag Post Tensioning Catalogue 6Document1 pageDywidag Post Tensioning Catalogue 6PrateekNo ratings yet
- MT8000 User Manual WinView HMI EazyBuilderDocument428 pagesMT8000 User Manual WinView HMI EazyBuilderhiloactive100% (2)
- Caterpillar: Confidential Yellow - Reproduction Constitutes An Uncontrolled DocumentDocument24 pagesCaterpillar: Confidential Yellow - Reproduction Constitutes An Uncontrolled DocumentLuiz Ulisses100% (1)
- Chem Volume 1Document200 pagesChem Volume 1Marc Laurenze CelisNo ratings yet
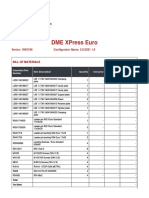
- Dme Xpress Euro: Series: 196X196 Configurator Name: 5/2/2021 1.0Document3 pagesDme Xpress Euro: Series: 196X196 Configurator Name: 5/2/2021 1.0Ahmed SamirNo ratings yet
- K-Means Algorithm Grouping For Visualizing Potential of Hydrogen (PH) Data in Kali Lamong RiverDocument7 pagesK-Means Algorithm Grouping For Visualizing Potential of Hydrogen (PH) Data in Kali Lamong RiverachmadniamNo ratings yet
- Grade Point Average: What's Wrong and What's The Alternative?Document12 pagesGrade Point Average: What's Wrong and What's The Alternative?annisa AnnisaNo ratings yet
- Modeling Gas-Solid Reactions in The Bed of A Rotary Kiln: Kiln Tube Rolling ParticlesDocument5 pagesModeling Gas-Solid Reactions in The Bed of A Rotary Kiln: Kiln Tube Rolling ParticlesJenkeiz KhanNo ratings yet
- Jackson SafetyDocument40 pagesJackson SafetyMarisol Gonzalez (Soly)No ratings yet
- EthicsDocument73 pagesEthicsMiechaellaNo ratings yet
- 01alistas TipDocument9 pages01alistas TipRaul QuidelNo ratings yet