You might also like
- Polypropylene Composites - 2015Document6 pagesPolypropylene Composites - 2015Murillo PolettoNo ratings yet
- Effect of Fiber Surface Modification On The Interfacial and Mechanical Properties of Kenaf Fiber-Reinforced Thermoplastic and Thermosetting Polymer CompositesDocument20 pagesEffect of Fiber Surface Modification On The Interfacial and Mechanical Properties of Kenaf Fiber-Reinforced Thermoplastic and Thermosetting Polymer CompositesErick Omar Cisneros LopezNo ratings yet
- Vibration Damping of Flax Fibre-Reinforced Polypropylene CompositesDocument9 pagesVibration Damping of Flax Fibre-Reinforced Polypropylene CompositesLizbeth Fernanda AnaveNo ratings yet
- 2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationDocument10 pages2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationSubramani PichandiNo ratings yet
- 2006 TahaDocument14 pages2006 Tahajoan manuel MolinaNo ratings yet
- Bamboo FiberDocument4 pagesBamboo FiberWan SofianNo ratings yet
- MaterialsDocument14 pagesMaterialsHO LinNo ratings yet
- Muthalagu 2021Document9 pagesMuthalagu 2021Mechanical Engg. Alagappa Poly College,KaraikudiNo ratings yet
- Mechanical Properties of Natural-Fibre-Mat-Reinforced Thermoplastics Based On Flax Fibres and PolypropyleneDocument22 pagesMechanical Properties of Natural-Fibre-Mat-Reinforced Thermoplastics Based On Flax Fibres and PolypropyleneAnonymous kTVBUxrNo ratings yet
- Experimental and Numerical Investigation of The Damping of Flax-Epoxy Composite Plates.Document23 pagesExperimental and Numerical Investigation of The Damping of Flax-Epoxy Composite Plates.rahul reddyNo ratings yet
- Accepted ManuscriptDocument22 pagesAccepted ManuscriptAbhishek AnandNo ratings yet
- Bioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersDocument14 pagesBioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersAbdul jeleelNo ratings yet
- Thermal Conductivity of Natural Fiber CompositesDocument3 pagesThermal Conductivity of Natural Fiber CompositesSamir Alejandro MachadoNo ratings yet
- Comparative Study of Fiber Reinforced PP Composites - Effect of Fiber Type, Coupling and Failure MechanismsDocument9 pagesComparative Study of Fiber Reinforced PP Composites - Effect of Fiber Type, Coupling and Failure MechanismsShella Putri RahayuNo ratings yet
- 2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPDocument12 pages2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPSubramani PichandiNo ratings yet
- Comparison of Wood Fiber and Cotton FiberDocument6 pagesComparison of Wood Fiber and Cotton FiberpalajinggaNo ratings yet
- Nanocellulose in WoodDocument18 pagesNanocellulose in WoodEduardo CarvalhoNo ratings yet
- Natural Fibres - Can They Replace Glass in Fibre Reinforced Plastics PDFDocument6 pagesNatural Fibres - Can They Replace Glass in Fibre Reinforced Plastics PDFAndy OliveraNo ratings yet
- PP Foams Nanofibrillar CompositesDocument11 pagesPP Foams Nanofibrillar CompositesPrashant Mani ShandilyaNo ratings yet
- Flame-Retardant and Sound-AbsoDocument15 pagesFlame-Retardant and Sound-AbsoForsythe LearningNo ratings yet
- The Influence of Mechanical Recycling On Properties in Injection Molding of Fiber-Reinforced PolypropyleneDocument10 pagesThe Influence of Mechanical Recycling On Properties in Injection Molding of Fiber-Reinforced PolypropyleneDeniz KınıkNo ratings yet
- 24 - Artigo LdpeDocument20 pages24 - Artigo LdpeCamila Dias OliveiraNo ratings yet
- Mechanical and Thermal Properties of PLA Composites With Cellulose NanofibersDocument6 pagesMechanical and Thermal Properties of PLA Composites With Cellulose NanofibersgutygsilvaNo ratings yet
- Comparative Evaluation of Virgin and Recycled Polypropylene FibreDocument8 pagesComparative Evaluation of Virgin and Recycled Polypropylene FibreAniel DiasNo ratings yet
- Bioresources.: Thermal Analysis of Bamboo Fibre and Its CompositesDocument13 pagesBioresources.: Thermal Analysis of Bamboo Fibre and Its CompositesAppu MukundanNo ratings yet
- Natural Fiber Reinforced Composites ThesisDocument4 pagesNatural Fiber Reinforced Composites Thesisafknufgbn100% (2)
- Two Roller MillDocument5 pagesTwo Roller MillJohnny 17No ratings yet
- OSP-PP Polymer - Composites PDFDocument8 pagesOSP-PP Polymer - Composites PDFAtta Ur Rehman Shah MENo ratings yet
- Basalt Fiber As A Reinforcement of Polymer CompositesDocument12 pagesBasalt Fiber As A Reinforcement of Polymer CompositesAfsin Ecer.No ratings yet
- Materials: Novel Bicomponent Functional Fibers With Sheath Flame-Retardants For Textile ApplicationsDocument19 pagesMaterials: Novel Bicomponent Functional Fibers With Sheath Flame-Retardants For Textile ApplicationsZaheer AhmadNo ratings yet
- Effect of Natural Fiber Reinforced Polypropylene Composite Using Resin ImpregnationDocument7 pagesEffect of Natural Fiber Reinforced Polypropylene Composite Using Resin ImpregnationchochoNo ratings yet
- Ramie Fiber PLLA Composites Sound AbsorptionDocument7 pagesRamie Fiber PLLA Composites Sound Absorptionbejo0987No ratings yet
- 1410 2022t04 Rajat Rathore Saugata enDocument9 pages1410 2022t04 Rajat Rathore Saugata enshimelis TameneNo ratings yet
- Pultrusion of Glass Fibre Reinforced Maleated-PP Modified PP Matrix CompositesDocument10 pagesPultrusion of Glass Fibre Reinforced Maleated-PP Modified PP Matrix CompositesОлег ШибекоNo ratings yet
- Review Paper 3 PPDocument42 pagesReview Paper 3 PPKRISHNA VAMSINo ratings yet
- Materials 14 07381 v2Document18 pagesMaterials 14 07381 v2Duong Ngoc Hoang DuongNo ratings yet
- Sustainability 11 02411 v2Document17 pagesSustainability 11 02411 v2aphra.agabaNo ratings yet
- Case Studies in Construction MaterialsDocument10 pagesCase Studies in Construction Materialsviewer208No ratings yet
- Polymers 12 01776Document18 pagesPolymers 12 01776Isaias OliveiraNo ratings yet
- Jute Short + PLADocument7 pagesJute Short + PLARamkumar RamaiahNo ratings yet
- Reinforcing Hydroxyapatite/thermosetting Epoxy Composite With 3-D Carbon Fiber Fabric Through RTM ProcessingDocument7 pagesReinforcing Hydroxyapatite/thermosetting Epoxy Composite With 3-D Carbon Fiber Fabric Through RTM Processingyaser yasNo ratings yet
- DownloadDocument7 pagesDownloadpedro h neirisNo ratings yet
- E. Kowa Ketchadji, U. J. Pettang Nana, J. Ducourneau, A. Faiz, P. Woafo, C. PettangDocument27 pagesE. Kowa Ketchadji, U. J. Pettang Nana, J. Ducourneau, A. Faiz, P. Woafo, C. PettangUrsula Joyce Merveilles Pettang NanaNo ratings yet
- Polymers 13 03381 v2Document13 pagesPolymers 13 03381 v2Muhammad Zain NawwarNo ratings yet
- Areca 1Document7 pagesAreca 1wasewsadab262000No ratings yet
- MMCOE Project Report Format 2_Main BodyDocument12 pagesMMCOE Project Report Format 2_Main Bodyparthadhav2020.mech1No ratings yet
- Polymers 14 03109 v2Document9 pagesPolymers 14 03109 v2golampyNo ratings yet
- Physical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy CompositesDocument7 pagesPhysical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy Compositesdennisitty01No ratings yet
- Thermal and Mechanical Properties of Epoxy-Jute Fiber CompositeDocument6 pagesThermal and Mechanical Properties of Epoxy-Jute Fiber Compositeyathishyathi84958058No ratings yet
- A Review On The Tensile Properties of Natural Fiber Reinforced Polymer CompositesDocument18 pagesA Review On The Tensile Properties of Natural Fiber Reinforced Polymer CompositesAnshu AgrawalNo ratings yet
- Study On Mechanical Properties of Flax Fiber Reinforced With Different MatricesDocument9 pagesStudy On Mechanical Properties of Flax Fiber Reinforced With Different Matriceskehabtemaryam bayleyegnNo ratings yet
- Characteristics of BambooDocument13 pagesCharacteristics of BambooEngr AbeNo ratings yet
- Ajassp 2017 878 885Document8 pagesAjassp 2017 878 885vijayNo ratings yet
- Estudio de Laboratorio Experimental de Morteros Asfálticos Reforzados Con Fibras Con Fibras de Poliolefina-Aramida y PoliacrilonitriloDocument11 pagesEstudio de Laboratorio Experimental de Morteros Asfálticos Reforzados Con Fibras Con Fibras de Poliolefina-Aramida y PoliacrilonitriloBlack RulisNo ratings yet
- Damfeu2016 - Proprs Termicas Diferentes Particulas VegetaisDocument35 pagesDamfeu2016 - Proprs Termicas Diferentes Particulas VegetaisRayane LimaNo ratings yet
- Fabrication, Testing and Analysis of Polypropylene Composite Using Banana and Kevlar Fiber Final SynopsisDocument12 pagesFabrication, Testing and Analysis of Polypropylene Composite Using Banana and Kevlar Fiber Final SynopsisAkshat NaithaniNo ratings yet
- Gharde2019 PDFDocument89 pagesGharde2019 PDFElan Prasa DewaNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Influence of Water On Damage, Mech Behavior of Single Hemp Yarn CompositesDocument9 pagesInfluence of Water On Damage, Mech Behavior of Single Hemp Yarn Compositessanchana velalaganNo ratings yet
- Effect of Surface Treatment On Creep of Flax FRC Under Hygrotherm Aging ConditionsDocument8 pagesEffect of Surface Treatment On Creep of Flax FRC Under Hygrotherm Aging Conditionssanchana velalaganNo ratings yet
- Effect of Water Absorption On Mech Props of Hybrid Interwoven Cellulosic Fibre Reinforced Epoxy CompositesDocument32 pagesEffect of Water Absorption On Mech Props of Hybrid Interwoven Cellulosic Fibre Reinforced Epoxy Compositessanchana velalaganNo ratings yet
- Effect of Pretreatment Methods On Aging - Agave FibreDocument15 pagesEffect of Pretreatment Methods On Aging - Agave Fibresanchana velalaganNo ratings yet
- Effect of Hydro Aging On Injection Molded Short Jute Fibre Reinforced PLA CompositesDocument11 pagesEffect of Hydro Aging On Injection Molded Short Jute Fibre Reinforced PLA Compositessanchana velalaganNo ratings yet
- Analysis of Failure Modes For Non Crimp Basalt Fibre Reinforced Epoxy Composite Under Flexural and Interlaminar Shear LoadingDocument10 pagesAnalysis of Failure Modes For Non Crimp Basalt Fibre Reinforced Epoxy Composite Under Flexural and Interlaminar Shear Loadingsanchana velalaganNo ratings yet
- Aging of Toughened Polylactic Acid NanocompositesDocument13 pagesAging of Toughened Polylactic Acid Nanocompositessanchana velalaganNo ratings yet
- Aging Mechanisms of Unidirectional Flax Fabric Reinforced Epoxy CompositesDocument15 pagesAging Mechanisms of Unidirectional Flax Fabric Reinforced Epoxy Compositessanchana velalaganNo ratings yet
- Characteristic of Composite Bioplastics From Tapioca Starch and Sugarcane Bagasse Fiber: Effect of Time Duration of Ultrasonication (Bath-Type)Document5 pagesCharacteristic of Composite Bioplastics From Tapioca Starch and Sugarcane Bagasse Fiber: Effect of Time Duration of Ultrasonication (Bath-Type)Yury Marleidy Tavera GomezNo ratings yet
- How To Make Electrum Magicum For A Magic MirrorDocument5 pagesHow To Make Electrum Magicum For A Magic Mirrorqbl777No ratings yet
- Dhir 1988Document11 pagesDhir 1988AhmadrazatahirNo ratings yet
- Estimation and EstimatesDocument61 pagesEstimation and EstimatesShaheryar AhmadNo ratings yet
- Summary ISO TR 15608 Metallic Materials Grouping SystemDocument3 pagesSummary ISO TR 15608 Metallic Materials Grouping SystemharikrishnanNo ratings yet
- Shear KeyDocument14 pagesShear KeyMbalekelwa MpembeNo ratings yet
- Insulating Firebrick (IFB)Document2 pagesInsulating Firebrick (IFB)rickidenesNo ratings yet
- Silk Screen Ceramic Frit GlassDocument3 pagesSilk Screen Ceramic Frit GlassHan JoeNo ratings yet
- TDS Greentech Chemguard 400 Top CoatDocument1 pageTDS Greentech Chemguard 400 Top Coatnguyen hoang AnhNo ratings yet
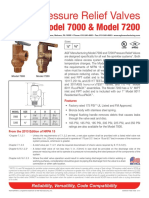
- Valvula Alivio PDFDocument2 pagesValvula Alivio PDFyesid rodriguezNo ratings yet
- Alkali Aggregate Reaction, Alkali Carbonate Reaction and Pyrite AttackDocument3 pagesAlkali Aggregate Reaction, Alkali Carbonate Reaction and Pyrite AttackVasanthapragash NadarajhaNo ratings yet
- Composite MaterialsDocument8 pagesComposite MaterialsSunny Gaekwad100% (1)
- Junction Boxes EnclosuresDocument13 pagesJunction Boxes EnclosuresJohn Arllan DiestroNo ratings yet
- Pull HandleDocument6 pagesPull Handlegr8swapNo ratings yet
- Semi-Structural Surfacings Provide Flexible Top LayersDocument2 pagesSemi-Structural Surfacings Provide Flexible Top Layersgimanu100% (1)
- Esab Ferroweld 1: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocument1 pageEsab Ferroweld 1: Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodesraghubhaimantra4136No ratings yet
- Residential Planning and Construction ManualDocument143 pagesResidential Planning and Construction Manualrignacio100% (1)
- Volvo Group Metallic Materials Conversion List 2019Document90 pagesVolvo Group Metallic Materials Conversion List 2019thisisjineshNo ratings yet
- Astm A965x 2021aDocument7 pagesAstm A965x 2021aamitNo ratings yet
- Measuring Concrete Work 1Document19 pagesMeasuring Concrete Work 1Akbar RafeekNo ratings yet
- Dezurik KSL-SD Slurry Knife Gate Valves: BulletinDocument15 pagesDezurik KSL-SD Slurry Knife Gate Valves: BulletinViviana SanchezNo ratings yet
- Construction and Building Materials: Hamsa Mahir Adnan, Abbas Oda DawoodDocument13 pagesConstruction and Building Materials: Hamsa Mahir Adnan, Abbas Oda DawoodkarthiNo ratings yet
- Task1 - PP Interim PaymentDocument5 pagesTask1 - PP Interim Paymentillya amyra100% (1)
- Wooden Windows CatalogueDocument17 pagesWooden Windows CatalogueVIJAY VATSALNo ratings yet
- Effects of Aggregate Gradation On The Properties of Concrete Made From Granite ChippingsDocument5 pagesEffects of Aggregate Gradation On The Properties of Concrete Made From Granite ChippingsArham Sheikh100% (1)
- Optimization of Aluminium Alloy Using Mig Welding Process: Sri Ramakrishna Engineering CollegeDocument11 pagesOptimization of Aluminium Alloy Using Mig Welding Process: Sri Ramakrishna Engineering CollegeVARUNBALAJI SELVAMNo ratings yet
- ASME B31.3 InterpretationsDocument338 pagesASME B31.3 InterpretationsRamdasNo ratings yet
- GB - Fire Protective Spray Materials - 24062011Document24 pagesGB - Fire Protective Spray Materials - 24062011Wahed Mn Elnas100% (1)
- Recovery Recrystallization Grain GrowthDocument13 pagesRecovery Recrystallization Grain GrowthsivaenotesNo ratings yet
- April 2014: Kumar Neeraj JhaDocument35 pagesApril 2014: Kumar Neeraj JhaNavarang R KobbeNo ratings yet
- Visiomer - Hema P Products - Flyer - December 2020 - v2Document3 pagesVisiomer - Hema P Products - Flyer - December 2020 - v2sasidharkanthetiNo ratings yet