You might also like
- A Brief Description of NDT TechniquesDocument22 pagesA Brief Description of NDT TechniquesAvinash RanjanNo ratings yet
- Mpi PresentationDocument195 pagesMpi Presentationqazi1250% (2)
- Non Destructive Testing AutosavedDocument26 pagesNon Destructive Testing AutosavedBirondoNo ratings yet
- 1.) The Efficiency of An Otto Cycle Is 60% and SolutionDocument13 pages1.) The Efficiency of An Otto Cycle Is 60% and Solutionjohn guinyangNo ratings yet
- Trilogy of Wireless Power: Basic principles, WPT Systems and ApplicationsFrom EverandTrilogy of Wireless Power: Basic principles, WPT Systems and ApplicationsNo ratings yet
- Magnetic Particle TestingDocument28 pagesMagnetic Particle TestingVaisakVenugopal100% (9)
- Hypersonic AerodynamicsDocument10 pagesHypersonic AerodynamicsBarbara SchlottNo ratings yet
- LA Clark BS5400 PDFDocument116 pagesLA Clark BS5400 PDFTan ChingNo ratings yet
- Magnetic Particle InspectionDocument195 pagesMagnetic Particle InspectionAnand HariNo ratings yet
- Quality of Ready Mix ConcreteDocument6 pagesQuality of Ready Mix ConcretemkausmallyNo ratings yet
- Concrete TestingDocument34 pagesConcrete TestingKamarajanNo ratings yet
- AWS D1.1 - Example PQR & WPS DocumentsDocument4 pagesAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- Plasma Etching Processes for CMOS Devices RealizationFrom EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeNo ratings yet
- MFL Compendium 002Document59 pagesMFL Compendium 002kingston67% (3)
- Science Paper 1. Question Paper. Stage 5. Cambridge Primary Progression Test - 45 MinutesDocument22 pagesScience Paper 1. Question Paper. Stage 5. Cambridge Primary Progression Test - 45 MinutesLayeb Fares75% (4)
- Flux Leakage Wire RopesDocument19 pagesFlux Leakage Wire RopesMohamed Zied ChaariNo ratings yet
- NDT Remote Field TestingDocument7 pagesNDT Remote Field TestingKha MnNo ratings yet
- Eddy Current TestingDocument2 pagesEddy Current Testingemir_delic2810No ratings yet
- Electromagnetic Clutches and Couplings: International Series of Monographs on Electronics and InstrumentationFrom EverandElectromagnetic Clutches and Couplings: International Series of Monographs on Electronics and InstrumentationRating: 4 out of 5 stars4/5 (1)
- Eddy Current IntroductionDocument21 pagesEddy Current IntroductionTerfaia NadjatNo ratings yet
- Unit-4 Magnetic Particle Testing: Course Outline .Document32 pagesUnit-4 Magnetic Particle Testing: Course Outline .Selvam ChidambaramNo ratings yet
- Magnetic Flux Leakage TestingDocument2 pagesMagnetic Flux Leakage TestingIndigo Wave100% (1)
- TUBE INSPECTION by RFETDocument8 pagesTUBE INSPECTION by RFETTusar Kole100% (1)
- Non Destructive Testing: CMR Institute of TechnologyDocument32 pagesNon Destructive Testing: CMR Institute of TechnologyrajNo ratings yet
- Optical Characterization of Semiconductors: Infrared, Raman, and Photoluminescence SpectroscopyFrom EverandOptical Characterization of Semiconductors: Infrared, Raman, and Photoluminescence SpectroscopyNo ratings yet
- MFL For Wire RopesDocument19 pagesMFL For Wire RopesMathavaraj Dharmaraj100% (2)
- Agnetic LUX Eakage: MagnetismDocument11 pagesAgnetic LUX Eakage: Magnetismvibinkumars100% (1)
- Humidity and Dew-Point Calibration: Instruments, Systems & ServicesDocument70 pagesHumidity and Dew-Point Calibration: Instruments, Systems & ServicesCyriaque KagororaNo ratings yet
- CX31 Maintenance ManualDocument25 pagesCX31 Maintenance ManualRodrigo RiveraNo ratings yet
- MFL Compendium - 001Document26 pagesMFL Compendium - 001kingston100% (2)
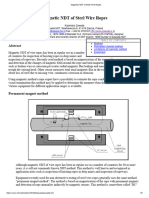
- Magnetic NDT of Steel Wire RopesDocument5 pagesMagnetic NDT of Steel Wire RopesABINASH BEHERANo ratings yet
- 6.1 NDT Magnetic TestingDocument30 pages6.1 NDT Magnetic TestingJose Gamaliel Legaspi Ibalarrosa IIINo ratings yet
- MPTDocument7 pagesMPTmuthuswamy77No ratings yet
- 50Hz DIY Field Magnetometer. Build A Proton Precession Magnetometer, Krasnodar, A. Beletsky. Main Technical CharacteristicsDocument40 pages50Hz DIY Field Magnetometer. Build A Proton Precession Magnetometer, Krasnodar, A. Beletsky. Main Technical CharacteristicsAkram KareemNo ratings yet
- 01 How To Choose An MRT Device - Mennens BelgiumDocument5 pages01 How To Choose An MRT Device - Mennens BelgiumSemingHaugErstadNo ratings yet
- Magnetic Particle Testing-1Document4 pagesMagnetic Particle Testing-1fiifiabakNo ratings yet
- Nondestructive Evaluation Techniques Mag Particle 2Document1 pageNondestructive Evaluation Techniques Mag Particle 2shailesh jhaNo ratings yet
- Nondestructivetesting 180514185439Document113 pagesNondestructivetesting 180514185439mamillapalli sri harshaNo ratings yet
- Introduction To Magnetic Particle Inspection: E-Mail Info@ndt - It WWW - Ndt.itDocument3 pagesIntroduction To Magnetic Particle Inspection: E-Mail Info@ndt - It WWW - Ndt.itmenodjiiNo ratings yet
- Material Lab-35Document1 pageMaterial Lab-35AhmadNo ratings yet
- Magnetic Particle TestingDocument3 pagesMagnetic Particle TestingKurniawanNo ratings yet
- Magnetic Particle Examination Art Tec NBDocument8 pagesMagnetic Particle Examination Art Tec NBMarjourie MaloofNo ratings yet
- 01 Localized Fault VS Loss of Metallic Area - Mennens BelgiumDocument5 pages01 Localized Fault VS Loss of Metallic Area - Mennens BelgiumSemingHaugErstadNo ratings yet
- 01 How Is MRT Equipment Made - Mennens BelgiumDocument3 pages01 How Is MRT Equipment Made - Mennens BelgiumSemingHaugErstadNo ratings yet
- Nondestructivetesting 180514185439Document88 pagesNondestructivetesting 180514185439mamillapalli sri harshaNo ratings yet
- Module 3 PDF Magnetic Particle TestingDocument50 pagesModule 3 PDF Magnetic Particle Testingjesna mohammedNo ratings yet
- NDTDocument18 pagesNDTtxjiangNo ratings yet
- Non Destructive Testing and Materials ME6019: Unit-2Document16 pagesNon Destructive Testing and Materials ME6019: Unit-2MECHANICAL SMCETNo ratings yet
- Electromagnetic Induction of Ultrasonic Waves: Emat, Emus, EmarDocument8 pagesElectromagnetic Induction of Ultrasonic Waves: Emat, Emus, EmarVuong Tran VanNo ratings yet
- Eddy-Current Testing - Wikipedia PDFDocument5 pagesEddy-Current Testing - Wikipedia PDFVysakh VasudevanNo ratings yet
- NDT Module 3Document22 pagesNDT Module 3Sajeesh SajiNo ratings yet
- MOM Lab Assignment 1Document13 pagesMOM Lab Assignment 1umairNo ratings yet
- Development of An Electronic Instrument For Eddy Current TestingDocument9 pagesDevelopment of An Electronic Instrument For Eddy Current TestingsafaaNo ratings yet
- Wall Thickness Measurement Sensor For Pipeline Inspection Using EMAT Technology in Combination With Pulsed Eddy Current and MFLDocument10 pagesWall Thickness Measurement Sensor For Pipeline Inspection Using EMAT Technology in Combination With Pulsed Eddy Current and MFLser_qc81No ratings yet
- Applied Sciences: A Diagnostics of Conveyor Belt SplicesDocument15 pagesApplied Sciences: A Diagnostics of Conveyor Belt SplicesRestuNo ratings yet
- Rope Stuff For NDT Is GreatDocument6 pagesRope Stuff For NDT Is GreatSteve MorrisonNo ratings yet
- Gambar 1Document10 pagesGambar 1Mario HanamiciNo ratings yet
- Magnetic Particle Testing (MT)Document2 pagesMagnetic Particle Testing (MT)Syahmie AzreeNo ratings yet
- New Microsoft Word DocumentDocument32 pagesNew Microsoft Word DocumentMaari DonNo ratings yet
- Post Tension Tendon - How To Inspect A Post Tension TendonDocument4 pagesPost Tension Tendon - How To Inspect A Post Tension TendonmoshaNo ratings yet
- Magnetic Particle Inspection - WikipediaDocument5 pagesMagnetic Particle Inspection - Wikipediakuldeep mohiteNo ratings yet
- Paper Presentation of SpintronicsDocument13 pagesPaper Presentation of SpintronicsSujith ReddyNo ratings yet
- Internal Inspection Report HopperDocument10 pagesInternal Inspection Report HopperCepi Sindang KamulanNo ratings yet
- Physics Da 1Document2 pagesPhysics Da 1aadarshNo ratings yet
- Acoustic Emission: How Does It Work?Document19 pagesAcoustic Emission: How Does It Work?Pearl Anne Melody MancaoNo ratings yet
- 20 Capabilities and Limitations of Wire Rope Inspection MethodsDocument5 pages20 Capabilities and Limitations of Wire Rope Inspection MethodsSemingHaugErstadNo ratings yet
- 01 The EN12927 For MRT-devices - Mennens BelgiumDocument2 pages01 The EN12927 For MRT-devices - Mennens BelgiumSemingHaugErstadNo ratings yet
- 01 When Is An MRT Suggested - Mennens BelgiumDocument2 pages01 When Is An MRT Suggested - Mennens BelgiumSemingHaugErstadNo ratings yet
- 01 Rope Inspection, Safety and The ISO4309 Regulation - Mennens BelgiumDocument4 pages01 Rope Inspection, Safety and The ISO4309 Regulation - Mennens BelgiumSemingHaugErstadNo ratings yet
- 01 Magnetic Rope Testing (MRT)Document2 pages01 Magnetic Rope Testing (MRT)SemingHaugErstadNo ratings yet
- 01 MRT-training - Mennens BelgiumDocument3 pages01 MRT-training - Mennens BelgiumSemingHaugErstadNo ratings yet
- 01 Localized Fault VS Loss of Metallic Area - Mennens BelgiumDocument5 pages01 Localized Fault VS Loss of Metallic Area - Mennens BelgiumSemingHaugErstadNo ratings yet
- 01 How Is MRT Equipment Made - Mennens BelgiumDocument3 pages01 How Is MRT Equipment Made - Mennens BelgiumSemingHaugErstadNo ratings yet
- 01 How To Develop Customized Magneto-Inductive Equipment - Mennens BelgiumDocument3 pages01 How To Develop Customized Magneto-Inductive Equipment - Mennens BelgiumSemingHaugErstadNo ratings yet
- 01 A Permanent MRT System - Mennens BelgiumDocument3 pages01 A Permanent MRT System - Mennens BelgiumSemingHaugErstadNo ratings yet
- Chemical Engineering - Fluid Flow, Heat Transfer and Mass Transfer - Vol. 1 - J. M. Coulson, J. F. Richardson, J. R. Backhurst and J. H. HarkerDocument128 pagesChemical Engineering - Fluid Flow, Heat Transfer and Mass Transfer - Vol. 1 - J. M. Coulson, J. F. Richardson, J. R. Backhurst and J. H. HarkerFlyNarutoFly27100% (2)
- Pre-IB Chemistry: 10 GradeDocument21 pagesPre-IB Chemistry: 10 GradeRafaela Rigoni TeixeiraNo ratings yet
- Chillers TRDocument6 pagesChillers TRShoukat Ali ShaikhNo ratings yet
- 7.3.6.4 Bending Moments - Load Cases: Prestress EffectsDocument16 pages7.3.6.4 Bending Moments - Load Cases: Prestress Effectstailieuxaydung2019No ratings yet
- Fraunhofer Diffraction Through A Thin Wire and Babinet's PeincipleDocument19 pagesFraunhofer Diffraction Through A Thin Wire and Babinet's PeincipleShwetaNo ratings yet
- Collect Information of Countinous Beams On Actual Site and Study The Reinforcement ProvidedDocument25 pagesCollect Information of Countinous Beams On Actual Site and Study The Reinforcement ProvidedSanjay kshirsagarNo ratings yet
- Ceramics-Lab Report 1 SIEVE ANALYSIS Group 5 MAT-13ADocument8 pagesCeramics-Lab Report 1 SIEVE ANALYSIS Group 5 MAT-13ANawal HaiderNo ratings yet
- INSTRUMENTAL METHODS OF ANALYSIS QUESTION BANK FOR B Tech BIOTECH PDFDocument3 pagesINSTRUMENTAL METHODS OF ANALYSIS QUESTION BANK FOR B Tech BIOTECH PDFFabian MataloNo ratings yet
- CV Hasan Maridi WebsiteDocument3 pagesCV Hasan Maridi WebsitealıNo ratings yet
- Light 6 QPDocument8 pagesLight 6 QPmwagweNo ratings yet
- Michel's Poster BCCMDocument1 pageMichel's Poster BCCMMichel Neves de MirandaNo ratings yet
- The Inhibitive Effect of Hexamethylenetetramine On The Acid Corrosion of SteelDocument10 pagesThe Inhibitive Effect of Hexamethylenetetramine On The Acid Corrosion of Steelhadi ebrahimfathNo ratings yet
- GERODUR - HDPE Pipe and FittingsDocument107 pagesGERODUR - HDPE Pipe and FittingsJacky TamNo ratings yet
- The Design of H2S Abatement System For Well Testing at Sorik Marapi Geothermal FieldDocument7 pagesThe Design of H2S Abatement System For Well Testing at Sorik Marapi Geothermal Field허준No ratings yet
- Script/Ppt Subject: Quarter/ Week: 1 Grade / Level: Lesson: Lesson 1Document6 pagesScript/Ppt Subject: Quarter/ Week: 1 Grade / Level: Lesson: Lesson 1Daniel LorioNo ratings yet
- Force Concept Inventory (FCI) & Mechanics Baseline Test (MBT)Document11 pagesForce Concept Inventory (FCI) & Mechanics Baseline Test (MBT)Menna GalalNo ratings yet
- 1 s2.0 S0890695520307021 MainDocument51 pages1 s2.0 S0890695520307021 MaindileepsrinuNo ratings yet
- Safety Valve NotesDocument12 pagesSafety Valve NotesNikhilSinghNo ratings yet
- 222 E05Document32 pages222 E05utsmanheruNo ratings yet
- N P Fermi-Gas ModelDocument8 pagesN P Fermi-Gas ModelabdulbaseerNo ratings yet
- Design of Welded Connections - AWSDocument43 pagesDesign of Welded Connections - AWSnunosobral100% (1)
- MME 5 Year Plan 2010-2015 WEB VersionDocument2 pagesMME 5 Year Plan 2010-2015 WEB VersionhsramelykNo ratings yet