You might also like
- Process Design of Shell and Tube Heat ExchangersDocument41 pagesProcess Design of Shell and Tube Heat Exchangersishita.brahmbhatt100% (1)
- Design of CondenserDocument2 pagesDesign of CondenserEngr Renato Arriola0% (1)
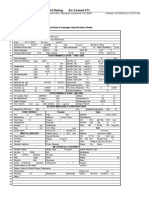
- Aspen Exchanger Design and Rating Sheet for Forced Draft Air Cooled Heat ExchangerDocument1 pageAspen Exchanger Design and Rating Sheet for Forced Draft Air Cooled Heat ExchangerHafidzAliyufaNo ratings yet
- Fouling Monitoring SolutionDocument9 pagesFouling Monitoring SolutionGoutam GiriNo ratings yet
- Kettle ReboilersDocument4 pagesKettle ReboilersMuhammad Usman100% (1)
- Process Design: Vessel Sizing (Liquid & Vapour Separators)Document36 pagesProcess Design: Vessel Sizing (Liquid & Vapour Separators)Krishanu SahaNo ratings yet
- Interview Questions For Chemical EngineeringDocument6 pagesInterview Questions For Chemical EngineeringNikunj PatelNo ratings yet
- Types of condensers and design calculationsDocument17 pagesTypes of condensers and design calculationsfarhaNo ratings yet
- Equipment DatasheetDocument3 pagesEquipment DatasheetmdgouseahmedNo ratings yet
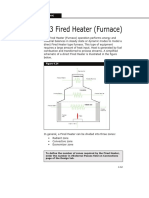
- Fired Heater PDFDocument28 pagesFired Heater PDFzaza100% (1)
- Cooling Tower Basics Calculation Formulas - Cooling Tower EfficiencyDocument9 pagesCooling Tower Basics Calculation Formulas - Cooling Tower EfficiencySantosh JayasavalNo ratings yet
- Fouling Factor 1-2 ExchangerDocument7 pagesFouling Factor 1-2 ExchangerNaresh SamalaNo ratings yet
- Cooling Tower Process CalculationDocument4 pagesCooling Tower Process CalculationDevita AmeliaNo ratings yet
- Clp301: Che Lab 1-Fluid Mechanics and Heat Transfer Lab Semester Ii, 2020 - 2021Document8 pagesClp301: Che Lab 1-Fluid Mechanics and Heat Transfer Lab Semester Ii, 2020 - 2021Ajeet KumarNo ratings yet
- Multi-Effect Plate Distiller MEP SeriesDocument4 pagesMulti-Effect Plate Distiller MEP Seriesgochi bestNo ratings yet
- Efficient Heat Transfer with Counter Flow DesignDocument58 pagesEfficient Heat Transfer with Counter Flow DesigncanyourunNo ratings yet
- Refinery Energy Systems TrainingDocument208 pagesRefinery Energy Systems TrainingLuis Enrique Leyva OvalleNo ratings yet
- REBOILER (RB-101) : Operating ConditionsDocument27 pagesREBOILER (RB-101) : Operating ConditionsBenedick Jayson MartiNo ratings yet
- Plate Heat ExchangersDocument9 pagesPlate Heat ExchangersPavan KumarNo ratings yet
- Double Pipe Heat Exchanger - Excel CalculationsDocument4 pagesDouble Pipe Heat Exchanger - Excel CalculationsMmmmohNo ratings yet
- Lecture 5-1 Double Pipe HEDocument45 pagesLecture 5-1 Double Pipe HETesfa negaNo ratings yet
- Fired HeatersDocument1 pageFired HeatersalikajbafNo ratings yet
- Achieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015Document25 pagesAchieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015ansarNo ratings yet
- The Design and Layout of Vertical Thermosyphon ReboilersDocument39 pagesThe Design and Layout of Vertical Thermosyphon Reboilersjdgh1986No ratings yet
- Pradeep Rathy - VAPCO Zero Liquid DischargeDocument63 pagesPradeep Rathy - VAPCO Zero Liquid DischargePradeep Rathy67% (3)
- CHE 416 Reaction KineticsDocument133 pagesCHE 416 Reaction KineticsElijahNo ratings yet
- Design Separation Columns GuideDocument8 pagesDesign Separation Columns GuideDewi ApriyaniNo ratings yet
- Shell Diameter Calculation and Heat Exchanger DesignDocument26 pagesShell Diameter Calculation and Heat Exchanger Designpavan100% (1)
- 2a - Packed ColumnsDocument55 pages2a - Packed ColumnsDoaa Badarneh100% (1)
- Final EvaporatorDocument33 pagesFinal EvaporatorRadharaman YadavNo ratings yet
- Lecture 3-1 - Heat Exchanger CalculationsDocument50 pagesLecture 3-1 - Heat Exchanger CalculationsBilal AhmedNo ratings yet
- Types and Design of Tower TraysDocument11 pagesTypes and Design of Tower TraysHeet PatelNo ratings yet
- Fired Heater Design PDFDocument12 pagesFired Heater Design PDFSterlingNo ratings yet
- Heat Exchangers Selecting Tube Inserts For Shell and Tube (Cep) PDFDocument7 pagesHeat Exchangers Selecting Tube Inserts For Shell and Tube (Cep) PDFRicardo BecNo ratings yet
- Heat Exchanger Glossary of TermsDocument3 pagesHeat Exchanger Glossary of Termsusman_hafeez86No ratings yet
- Shell and Tube Heat Exchanger DesignDocument22 pagesShell and Tube Heat Exchanger Designsuperbugima100% (1)
- ENGINEERING DESIGN GUIDELINES Reboiler Rev1.3web PDFDocument12 pagesENGINEERING DESIGN GUIDELINES Reboiler Rev1.3web PDFSamit MitraNo ratings yet
- Mechanical vapor recompression and multiple effect evaporator system reduces steam usageDocument13 pagesMechanical vapor recompression and multiple effect evaporator system reduces steam usageMariAle Droz CastroNo ratings yet
- Kettle Reboiler Design and Heat Transfer AnalysisDocument4 pagesKettle Reboiler Design and Heat Transfer AnalysisSmit patelNo ratings yet
- Calculation Procedure For Determination of Approach To Equilibrium For The Methane Reforming ReactionDocument11 pagesCalculation Procedure For Determination of Approach To Equilibrium For The Methane Reforming ReactionmadhunaNo ratings yet
- Mitigation of Heat Exchanger FoulingDocument5 pagesMitigation of Heat Exchanger Foulingbabak mirNo ratings yet
- 02 - Reactor DesignDocument13 pages02 - Reactor DesignnadNo ratings yet
- Desalter Salt Balance - 1 PDFDocument1 pageDesalter Salt Balance - 1 PDFengr.shahid041No ratings yet
- CEB 2063 Evaporation Process Design and AnalysisDocument28 pagesCEB 2063 Evaporation Process Design and AnalysisScorpion RoyalNo ratings yet
- Monoethanolamine Design 2520of 2520equipmentsDocument54 pagesMonoethanolamine Design 2520of 2520equipmentsbhaskar5377No ratings yet
- Design of a Double Pipe Heat Exchanger CalculationsDocument2 pagesDesign of a Double Pipe Heat Exchanger CalculationsSaqib RaoufNo ratings yet
- Principles of Water TreatmentDocument36 pagesPrinciples of Water Treatmentnermeen ahmedNo ratings yet
- A An ND D Ffo Orr: Increase CapacityDocument7 pagesA An ND D Ffo Orr: Increase CapacityLuis Enrique Leyva OvalleNo ratings yet
- Data Sheet E41001Document6 pagesData Sheet E41001BFEVietnamNo ratings yet
- Aspen Exchanger Design Rating SheetDocument2 pagesAspen Exchanger Design Rating SheetLuis Enrique Leyva OvalleNo ratings yet
- Seleccion de EbullidoresDocument5 pagesSeleccion de EbullidoresDaniela Jurado100% (2)
- Vacuum Distillation in Petroleum RefineryDocument3 pagesVacuum Distillation in Petroleum RefineryAdelmo FilhoNo ratings yet
- Multiple Effect EvaporatorDocument5 pagesMultiple Effect EvaporatorRhea MambaNo ratings yet
- Design of Shell and Tube Heat ExchangerDocument42 pagesDesign of Shell and Tube Heat Exchanger3004 Divya Dharshini. MNo ratings yet
- Distillation Column Design for Levulinic Acid SeparationDocument35 pagesDistillation Column Design for Levulinic Acid SeparationKirstie ImeldaNo ratings yet
- Chapter 7 Shell Tube Heat ExchangerDocument138 pagesChapter 7 Shell Tube Heat ExchangerPHƯƠNG ĐẶNG YẾNNo ratings yet
- Design and operation of distillation columnsDocument13 pagesDesign and operation of distillation columnsAlla VijayNo ratings yet
- Module #1: P D H EDocument41 pagesModule #1: P D H Esebas_vNo ratings yet
- Module #1: P D H EDocument41 pagesModule #1: P D H EEthio Face Event Organizer & EntertainmentNo ratings yet
- Shell and Tube Heat Exchangers DesignDocument14 pagesShell and Tube Heat Exchangers DesignUsman ArifNo ratings yet
- Calculation Sheet - Working VolumeDocument4 pagesCalculation Sheet - Working VolumeamiyachemNo ratings yet
- Pump and vessel level settings optimizationDocument17 pagesPump and vessel level settings optimizationamiyachemNo ratings yet
- Calculation Sheet - Working Volume - Piping UpdateDocument4 pagesCalculation Sheet - Working Volume - Piping UpdateamiyachemNo ratings yet
- Chemical Injection Skid Calc1Document1 pageChemical Injection Skid Calc1amiyachemNo ratings yet
- Petronash additive fuel injection dataDocument3 pagesPetronash additive fuel injection dataamiyachemNo ratings yet
- Piping Class SummaryDocument1 pagePiping Class SummaryamiyachemNo ratings yet
- Two Phase FlowDocument1 pageTwo Phase FlowamiyachemNo ratings yet
- ANSI Emergency Eyewash StandardDocument28 pagesANSI Emergency Eyewash StandardWilliam Condori Rafael100% (3)
- (IVA) Identification of Valve AnalysisDocument58 pages(IVA) Identification of Valve AnalysisamiyachemNo ratings yet
- Stream analysis of water vaporDocument2 pagesStream analysis of water vaporamiyachemNo ratings yet
- TSV CapacitytyDocument2 pagesTSV CapacitytyamiyachemNo ratings yet
- Distributor Data SheetDocument4 pagesDistributor Data SheetamiyachemNo ratings yet
- IJRET Water Quality Index FormulaDocument6 pagesIJRET Water Quality Index FormulaThipusha SubramaniyamNo ratings yet
- Exercises PDFDocument2 pagesExercises PDFNordiana IdrisNo ratings yet
- Safety Data Sheet: Section 1. IdentificationDocument12 pagesSafety Data Sheet: Section 1. IdentificationT. LimNo ratings yet
- Lactic Acid MsdsDocument6 pagesLactic Acid MsdsBlue Ofo-ob TJNo ratings yet
- Asteroid Mining With Small Spacecraft and Its Economic FeasibilityDocument19 pagesAsteroid Mining With Small Spacecraft and Its Economic FeasibilityReverse FlashNo ratings yet
- Module 1 Chemistry JournalDocument19 pagesModule 1 Chemistry JournalLiam WhiteNo ratings yet
- Water Treatment and Conditioning of Commercial Heating Systems GuideDocument60 pagesWater Treatment and Conditioning of Commercial Heating Systems GuideAdy SarwarNo ratings yet
- EV The Chinese Trap PDFDocument2 pagesEV The Chinese Trap PDFsenthilkumarNo ratings yet
- 21850, Issue 17 Flotation DAF, IAF, SAFDocument3 pages21850, Issue 17 Flotation DAF, IAF, SAFSyariful Maliki NejstaršíNo ratings yet
- Village Action Plan of AYYAPALEM For Jal Jeevan Mission: Rural Water Supply and Sanitation DepartmentDocument17 pagesVillage Action Plan of AYYAPALEM For Jal Jeevan Mission: Rural Water Supply and Sanitation DepartmentBandi PolaiahNo ratings yet
- 4-Fluorobenzoyl Chloride (Cas 403-43-0) MSDSDocument5 pages4-Fluorobenzoyl Chloride (Cas 403-43-0) MSDSMiMi JoyNo ratings yet
- Expwb3ans eDocument67 pagesExpwb3ans eOlivia LinNo ratings yet
- Applied Groundwater ModellingDocument2 pagesApplied Groundwater Modellingsofianina05No ratings yet
- SBM-U Achieves Target of ODF Urban IndiaDocument2 pagesSBM-U Achieves Target of ODF Urban IndiaMohammed Shaji E IMU KochiNo ratings yet
- Ips C Pi 410Document13 pagesIps C Pi 410ali1860No ratings yet
- Imaginarium - Class 9 - Month 2 PDFDocument61 pagesImaginarium - Class 9 - Month 2 PDFdattatray deshmukhNo ratings yet
- Panama Canal PresentationDocument14 pagesPanama Canal Presentationwordsinpages0% (1)
- 0625 s06 QP 3Document12 pages0625 s06 QP 3Hubbak Khan100% (3)
- Installation Manual EiDocument13 pagesInstallation Manual Eithanh thien nguyenNo ratings yet
- Astm d2939Document7 pagesAstm d2939Ahmad KhreisatNo ratings yet
- Span April 2018 PDFDocument214 pagesSpan April 2018 PDFSk NgNo ratings yet
- 300 General Science Questions for Railways ExamsDocument33 pages300 General Science Questions for Railways ExamsDeep TrendNo ratings yet
- PlanktologyDocument17 pagesPlanktologyZannatul NayemaNo ratings yet
- Seminarreport On: "Break Water Structure "Document20 pagesSeminarreport On: "Break Water Structure "Anonymous 8YY76gemNo ratings yet
- ChE CalculationsDocument39 pagesChE Calculationsneil loNo ratings yet
- 4-6 Water Works Lesson PlanDocument7 pages4-6 Water Works Lesson Planapi-217983903No ratings yet
- Cane Syrup EvapourationDocument22 pagesCane Syrup EvapourationAnil Kumar SinghNo ratings yet
- Groundwater Quality AnalysisDocument115 pagesGroundwater Quality AnalysisDr. Surendra Kumar ChandnihaNo ratings yet
- SR - No. Description Project: Total Lobby AreaDocument18 pagesSR - No. Description Project: Total Lobby AreaJames FernNo ratings yet
- Ika c3000Document9 pagesIka c3000bukapintuNo ratings yet