You might also like
- Composites Part B: Zhi Sun, Shanshan Shi, Xu Guo, Xiaozhi Hu, Haoran ChenDocument8 pagesComposites Part B: Zhi Sun, Shanshan Shi, Xu Guo, Xiaozhi Hu, Haoran ChenPaulo UtargNo ratings yet
- 1 s2.0 S0020740321002101 MainDocument12 pages1 s2.0 S0020740321002101 Mainbulandshahar12No ratings yet
- An Experimental Study and Finite Element Analysis of The Parametric of Circular Honeycomb CoreDocument14 pagesAn Experimental Study and Finite Element Analysis of The Parametric of Circular Honeycomb CoreZubara AlNo ratings yet
- Dynamic Impact Response of Aluminum Honeycombs Filled With ExpandedDocument32 pagesDynamic Impact Response of Aluminum Honeycombs Filled With ExpandedRahulNo ratings yet
- 1 s2.0 S0264127517307347 MainDocument15 pages1 s2.0 S0264127517307347 Mainali aliNo ratings yet
- An Axial Crushing Characteristics of Hybrid Kenaf/Glass Fabric Wrapped Aluminium Capped Tubes Under Static LoadingDocument6 pagesAn Axial Crushing Characteristics of Hybrid Kenaf/Glass Fabric Wrapped Aluminium Capped Tubes Under Static LoadingTJPRC PublicationsNo ratings yet
- Crashworthiness Optimization For Cutting Energy-Absorbing Structures Based On The Multiobjective G-CBW MethodDocument21 pagesCrashworthiness Optimization For Cutting Energy-Absorbing Structures Based On The Multiobjective G-CBW MethodNhanNo ratings yet
- Materials and Design: Hanfeng Yin, Guilin Wen, Shujuan Hou, Qixiang QingDocument15 pagesMaterials and Design: Hanfeng Yin, Guilin Wen, Shujuan Hou, Qixiang QingFelipe Dornellas SilvaNo ratings yet
- Frontal Car Crash CharacteristicsDocument5 pagesFrontal Car Crash CharacteristicsYokesh KCNo ratings yet
- A Comparative Study of Energy Absorption Characteristics of Foam-Filled and Multi-Cell Square Columns (2007)Document14 pagesA Comparative Study of Energy Absorption Characteristics of Foam-Filled and Multi-Cell Square Columns (2007)naveed6069No ratings yet
- 1 s2.0 S0263823120312453 MainDocument12 pages1 s2.0 S0263823120312453 Mainbulandshahar12No ratings yet
- Optimisation of Beam-Column Connections in Precast Concrete ConstructionDocument8 pagesOptimisation of Beam-Column Connections in Precast Concrete Constructionyaj leumas seyerNo ratings yet
- Crushing Analysis of Thin-Walled Beams With Various Section Geometries Under Lateral ImpactDocument16 pagesCrushing Analysis of Thin-Walled Beams With Various Section Geometries Under Lateral ImpactGilang Farhan Ramadhan MulyadiNo ratings yet
- Materials and Design: Masoud Haghi Kashani, Hamid Shahsavari Alavijeh, Hossein Akbarshahi, Mahmoud ShakeriDocument9 pagesMaterials and Design: Masoud Haghi Kashani, Hamid Shahsavari Alavijeh, Hossein Akbarshahi, Mahmoud ShakeriHamid ShahsavariNo ratings yet
- Crashworthiness Optimization Design of Thin Walled Tube Filled With Re Entrant Triangles HoneycombsDocument13 pagesCrashworthiness Optimization Design of Thin Walled Tube Filled With Re Entrant Triangles Honeycombsash ketchumNo ratings yet
- Dynamic Bending Response of CFRP Thin Walled Square Beams Filled With Aluminium HoneycombDocument10 pagesDynamic Bending Response of CFRP Thin Walled Square Beams Filled With Aluminium HoneycombIeva MisiūnaitėNo ratings yet
- International Journal of Mechanical SciencesDocument12 pagesInternational Journal of Mechanical SciencesrestuNo ratings yet
- A Review On The Performance of Thin Walled Metallic Tubes As Energy Absorbing StructuresDocument8 pagesA Review On The Performance of Thin Walled Metallic Tubes As Energy Absorbing StructuresAakash SainiNo ratings yet
- 1 s2.0 S0263823121003396 MainDocument10 pages1 s2.0 S0263823121003396 MainNolispe NolispeNo ratings yet
- Analysis of Honeycomb StructureDocument9 pagesAnalysis of Honeycomb StructureIJRASETPublications100% (1)
- Ferro JacketsDocument12 pagesFerro JacketsAtharva KakdeNo ratings yet
- Experimental Investigation of The Crashworthiness Performance of Laminated Composites Using Plastic Bike's Wind Shield and Woven Carbon Fiber MatDocument11 pagesExperimental Investigation of The Crashworthiness Performance of Laminated Composites Using Plastic Bike's Wind Shield and Woven Carbon Fiber MatAbhijeet SableNo ratings yet
- Experimental Investigation of The Crashworthiness Performance of Laminated Composites Using Plastic-Fiber Wind Shield and Carbon FiberDocument10 pagesExperimental Investigation of The Crashworthiness Performance of Laminated Composites Using Plastic-Fiber Wind Shield and Carbon FiberAbhijeet SableNo ratings yet
- A Novel Design of Thin-Walled Energy Absorption Structures With LocalDocument10 pagesA Novel Design of Thin-Walled Energy Absorption Structures With LocalAravindhFXNo ratings yet
- Experimental Assessment of Collapse Behavior and Energy Absorption of Composite and Hybrid Composite Square Tube Subjected To Oblique LoadsDocument17 pagesExperimental Assessment of Collapse Behavior and Energy Absorption of Composite and Hybrid Composite Square Tube Subjected To Oblique LoadstheijesNo ratings yet
- Crushing Analysis and Multi-Objective Optimization Design For Bionic Thin-Walled StructureDocument10 pagesCrushing Analysis and Multi-Objective Optimization Design For Bionic Thin-Walled StructureMatjaž MatjazNo ratings yet
- Beam Col Joints Using FRP Jee 2001Document18 pagesBeam Col Joints Using FRP Jee 2001Fernando TorresNo ratings yet
- Journal of Constructional Steel ResearchDocument12 pagesJournal of Constructional Steel ResearchABOORVARAJ K ANo ratings yet
- Defence Technology: A.B.M. Supian, S.M. Sapuan, M.Y.M. Zuhri, E.S. Zainudin, H.H. YaDocument11 pagesDefence Technology: A.B.M. Supian, S.M. Sapuan, M.Y.M. Zuhri, E.S. Zainudin, H.H. YaECE IV YearNo ratings yet
- Shock Resistant and Energy Absorbing Properties of Bionic Niti Lattice Structure Manufactured by SLMDocument15 pagesShock Resistant and Energy Absorbing Properties of Bionic Niti Lattice Structure Manufactured by SLMleharasip95No ratings yet
- Research Article: Analytical Investigation of The Flexural Capacity of Precast Concrete Frames With Hybrid JointsDocument13 pagesResearch Article: Analytical Investigation of The Flexural Capacity of Precast Concrete Frames With Hybrid JointsheinsteinzNo ratings yet
- 4 - Dynamic Mechanical Characteristics and Constitutive Modeling of Rail Steel Over A Wide Range of Temperatures and Strain RatesDocument16 pages4 - Dynamic Mechanical Characteristics and Constitutive Modeling of Rail Steel Over A Wide Range of Temperatures and Strain Ratesanime MAVCNo ratings yet
- Static and Fatigue Analysis of Auxetic Re-Entrant Sandwich Panels by Three Points Bending TestDocument17 pagesStatic and Fatigue Analysis of Auxetic Re-Entrant Sandwich Panels by Three Points Bending Testsameterkan5864No ratings yet
- Post Tensioned CFRP Tubes For Improved Energy Absorption DOI: 10.36909/jer.12501Document15 pagesPost Tensioned CFRP Tubes For Improved Energy Absorption DOI: 10.36909/jer.12501VenkatNo ratings yet
- Energy Absorption Characteristics of A TDocument10 pagesEnergy Absorption Characteristics of A TsantoshbillurNo ratings yet
- Analysis of Crashworthiness and Optimization of Bi-Tubular Thin-Walled StructuresDocument7 pagesAnalysis of Crashworthiness and Optimization of Bi-Tubular Thin-Walled StructuresInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 10 1016@j Conbuildmat 2020 119161Document8 pages10 1016@j Conbuildmat 2020 119161NaklikhanNo ratings yet
- 8venkata Subba Reddy Dandu Et AlDocument5 pages8venkata Subba Reddy Dandu Et AlAnu AmruthNo ratings yet
- Analysis and Application of Sleeved Column Considering The Extension of The Inner CoreDocument15 pagesAnalysis and Application of Sleeved Column Considering The Extension of The Inner Coreying chenNo ratings yet
- IISRT Saravana KumarDocument4 pagesIISRT Saravana KumarIISRTNo ratings yet
- A Study On The Ductility of Bolted Beam Column ConnectionsDocument5 pagesA Study On The Ductility of Bolted Beam Column ConnectionsFarhan DanishNo ratings yet
- Composite Structures: Jiangdong Deng, Zhongguo John Ma, Airong Liu, Tianmin Zhou, Chao YouDocument12 pagesComposite Structures: Jiangdong Deng, Zhongguo John Ma, Airong Liu, Tianmin Zhou, Chao YouvardhangargNo ratings yet
- Investigation of The Performance of RC Beams Reinforeced With FRP and Ecc MaterialsDocument13 pagesInvestigation of The Performance of RC Beams Reinforeced With FRP and Ecc MaterialsKaren EstradaNo ratings yet
- Oshkovr 2012Document6 pagesOshkovr 2012Sait Ozan YılmazNo ratings yet
- Thin-Walled Structures: An He, Jian Cai, Qing-Jun Chen, Xinpei Liu, Jin XuDocument15 pagesThin-Walled Structures: An He, Jian Cai, Qing-Jun Chen, Xinpei Liu, Jin XuParth DaxiniNo ratings yet
- Bai 2016 Buckling Stability of Steel Strip ReinforcedDocument10 pagesBai 2016 Buckling Stability of Steel Strip Reinforcedteguh muttaqieNo ratings yet
- International Journal of Chemtech Research: Antony Salomy N, Gayathiri SDocument9 pagesInternational Journal of Chemtech Research: Antony Salomy N, Gayathiri Sci_balaNo ratings yet
- Thin-Walled Structures: Full Length ArticleDocument9 pagesThin-Walled Structures: Full Length ArticleNhanNo ratings yet
- Crash Analysis of An Impact Attenuator For Racing Car in Sandwich MaterialDocument6 pagesCrash Analysis of An Impact Attenuator For Racing Car in Sandwich MaterialLeonardo GibranNo ratings yet
- Performance of RFP Wrapped RC Column Under Combined Axial Flexural LoadingDocument10 pagesPerformance of RFP Wrapped RC Column Under Combined Axial Flexural LoadingCu ToànNo ratings yet
- An Accurate Method For The Calculation of UltimateDocument12 pagesAn Accurate Method For The Calculation of UltimateManoj KumarNo ratings yet
- Energy - Absorbing Characteristics of The Compositr Contoured - CoreDocument9 pagesEnergy - Absorbing Characteristics of The Compositr Contoured - CoreSourav Roy0% (1)
- Iijme 2014 10 20 10Document6 pagesIijme 2014 10 20 10International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Axial Crushing of Uni-Sectional Bi-Tubular Inner Tubes With Multiple Outer Cross-SectionsDocument23 pagesAxial Crushing of Uni-Sectional Bi-Tubular Inner Tubes With Multiple Outer Cross-SectionsYogi Adi WijayaNo ratings yet
- Design and Evaluation of 3D Printed Polymeric Cellular Materials For Dynamic Energy AbsorptionDocument15 pagesDesign and Evaluation of 3D Printed Polymeric Cellular Materials For Dynamic Energy AbsorptionHimprakash DasNo ratings yet
- Kadhim 2023 IOP Conf. Ser. Earth Environ. Sci. 1232 012034Document9 pagesKadhim 2023 IOP Conf. Ser. Earth Environ. Sci. 1232 012034engraslam39No ratings yet
- @@CITE - IDES Hay@@ A Crushing Analysis and Multi-Objective Optimization of Thin-Walled Five-Cell StructuresDocument18 pages@@CITE - IDES Hay@@ A Crushing Analysis and Multi-Objective Optimization of Thin-Walled Five-Cell StructuresNhanNo ratings yet
- Ballistic Impact Behavior of Hybrid Composites 2013 Materials DesignDocument8 pagesBallistic Impact Behavior of Hybrid Composites 2013 Materials DesignBhasker RamagiriNo ratings yet
- Hao 2019 IOP Conf. Ser. Mater. Sci. Eng. 531 012045Document9 pagesHao 2019 IOP Conf. Ser. Mater. Sci. Eng. 531 012045zeeshan aliNo ratings yet
- Extreme Mechanics Letters: Wen Zhang, T.X. Yu, Jun XuDocument10 pagesExtreme Mechanics Letters: Wen Zhang, T.X. Yu, Jun XuALFRED NIXON (RA2112001020013)No ratings yet
- Composites Part B: Ngoc San Ha, Thong M. Pham, Tung T. Tran, Hong Hao, Guoxing LuDocument19 pagesComposites Part B: Ngoc San Ha, Thong M. Pham, Tung T. Tran, Hong Hao, Guoxing LuALFRED NIXON (RA2112001020013)No ratings yet
- Thin-Walled Structures: Xihui Wang, Bo SongDocument10 pagesThin-Walled Structures: Xihui Wang, Bo SongALFRED NIXON (RA2112001020013)No ratings yet
- Thin-Walled Structures: Fei Wu, Yating Chen, Shunqiu Zhao, Yihao Hong, Zhengrong Zhang, Shiwei ZhengDocument25 pagesThin-Walled Structures: Fei Wu, Yating Chen, Shunqiu Zhao, Yihao Hong, Zhengrong Zhang, Shiwei ZhengALFRED NIXON (RA2112001020013)No ratings yet
- Article 6 PDFDocument9 pagesArticle 6 PDFALFRED NIXON (RA2112001020013)No ratings yet
- Composite Structures: Kanghui Song, Dawei Li, Changdong Zhang, Tingting Liu, Yunlong Tang, Yi Min Xie, Wenhe LiaoDocument17 pagesComposite Structures: Kanghui Song, Dawei Li, Changdong Zhang, Tingting Liu, Yunlong Tang, Yi Min Xie, Wenhe LiaoALFRED NIXON (RA2112001020013)No ratings yet
- Article 9 PDFDocument27 pagesArticle 9 PDFALFRED NIXON (RA2112001020013)No ratings yet
- Article 2 PDFDocument17 pagesArticle 2 PDFALFRED NIXON (RA2112001020013)No ratings yet
- Article 1 PDFDocument26 pagesArticle 1 PDFALFRED NIXON (RA2112001020013)No ratings yet
- Practice Question ElectricityDocument3 pagesPractice Question ElectricityIvan SetyawanNo ratings yet
- Fiber SyllabusDocument1 pageFiber SyllabusPaurav NayakNo ratings yet
- Dielectric Properties of SolidsDocument15 pagesDielectric Properties of SolidsMahesh Lohith K.S100% (11)
- Chapter 6 AssignmentDocument6 pagesChapter 6 AssignmentRohit RajeevNo ratings yet
- Attention Gated Encoder-Decoder For Ultrasonic Signal DenoisingDocument9 pagesAttention Gated Encoder-Decoder For Ultrasonic Signal DenoisingIAES IJAINo ratings yet
- Balancing of Reciprocating MassesDocument74 pagesBalancing of Reciprocating MassesBharaniSai100% (1)
- Three - Dimensional Viscous Confinement and Cooling of Atoms by Resonance Radiation PressureDocument6 pagesThree - Dimensional Viscous Confinement and Cooling of Atoms by Resonance Radiation PressureWenjun ZhangNo ratings yet
- IK Gujral Punjab Technical University: 1. Electric ChargeDocument12 pagesIK Gujral Punjab Technical University: 1. Electric ChargeJashandeep KaurNo ratings yet
- Sqluser v11r1Document199 pagesSqluser v11r1samnolenNo ratings yet
- Final Whole PHD ThesisDocument294 pagesFinal Whole PHD ThesisLIBIO ESTEPANo ratings yet
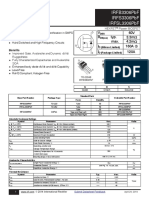
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADocument12 pagesIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligNo ratings yet
- PassivityDocument15 pagesPassivitySmarties AcademyNo ratings yet
- SPE-183743-MS Maintaining Injectivity of Disposal Wells: From Water Quality To Formation PermeabilityDocument19 pagesSPE-183743-MS Maintaining Injectivity of Disposal Wells: From Water Quality To Formation PermeabilityAminNo ratings yet
- AlgebraDocument66 pagesAlgebraOliseyenum Precious ChukuemekeNo ratings yet
- Disc Brake System ReportDocument20 pagesDisc Brake System ReportGovindaram Rajesh100% (1)
- Ampla's Technology ArchitectureDocument4 pagesAmpla's Technology ArchitecturesyeadtalhaaliNo ratings yet
- MoazzamMaqsood Transcript PDFDocument3 pagesMoazzamMaqsood Transcript PDFmoazzam maqsoodNo ratings yet
- Nihonto Part IDocument38 pagesNihonto Part IGergő VidaNo ratings yet
- MODULAR QUIZ - 57 - Steel DesignDocument9 pagesMODULAR QUIZ - 57 - Steel DesignCornelio J. FernandezNo ratings yet
- Narayana Xii Pass Ir Iit (2023 24) PDFDocument16 pagesNarayana Xii Pass Ir Iit (2023 24) PDFRaghav ChaudharyNo ratings yet
- Gen-Math11 - Q1 - Mod10 - Solving-Real-Life-Problems-Involving-Rational (EJBOY)Document13 pagesGen-Math11 - Q1 - Mod10 - Solving-Real-Life-Problems-Involving-Rational (EJBOY)Angeline TumananNo ratings yet
- Icf 7 Module First YearDocument180 pagesIcf 7 Module First YearMarvin PanlilioNo ratings yet
- Big Data Analytics & Technologies: HbaseDocument30 pagesBig Data Analytics & Technologies: HbaseWong pi wenNo ratings yet
- Day 4 - Lesson 15 Tuples: Python Mini-Course University of Oklahoma Department of PsychologyDocument20 pagesDay 4 - Lesson 15 Tuples: Python Mini-Course University of Oklahoma Department of PsychologyhuseyiNo ratings yet
- Factors That Affect College Students' Attitudes Toward MathematicsDocument17 pagesFactors That Affect College Students' Attitudes Toward MathematicsAnthony BernardinoNo ratings yet
- Week 1 Lesson 1 2nd QuarterDocument2 pagesWeek 1 Lesson 1 2nd QuarterKristine Jewel MacatiagNo ratings yet
- Siemens Micromaster 440 Manual PDFDocument312 pagesSiemens Micromaster 440 Manual PDFGustavo Barrera100% (1)
- ATR4518R2Document2 pagesATR4518R2estebanarca50% (4)
- Varargout Tugas - GUI (Varargin) : FunctionDocument7 pagesVarargout Tugas - GUI (Varargin) : FunctionDwi Lestari dwi375ft.2019No ratings yet
- N5X Tuning SpreadsheetDocument79 pagesN5X Tuning SpreadsheetWhyAnN20No ratings yet