You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Vis BResDocument109 pagesVis BResMizanul HoqueNo ratings yet
- Visbreaking Residues As Components of Feedstock For Paving Asphalts N. Yu. Belokon', V. G. Kompaneets, T. M. Stepanova, and L. N. ShabalinaDocument5 pagesVisbreaking Residues As Components of Feedstock For Paving Asphalts N. Yu. Belokon', V. G. Kompaneets, T. M. Stepanova, and L. N. ShabalinaMizanul HoqueNo ratings yet
- 500KTPY DHT General Proposal 20200420Document20 pages500KTPY DHT General Proposal 20200420Mizanul HoqueNo ratings yet
- Us7618822 PDFDocument9 pagesUs7618822 PDFMizanul HoqueNo ratings yet
- 82benmahmod PDFDocument6 pages82benmahmod PDFMizanul HoqueNo ratings yet
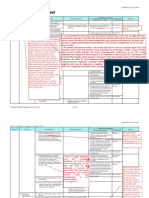
- HAZOP Study Worksheet 19 Dec 2019 - Remarks1223Document52 pagesHAZOP Study Worksheet 19 Dec 2019 - Remarks1223Mizanul HoqueNo ratings yet
- Sampling of BitumenDocument1 pageSampling of BitumenMizanul HoqueNo ratings yet
- Applied SciencesDocument15 pagesApplied SciencesMizanul HoqueNo ratings yet
- The Role of Oil and Gas Companies in The Energy Transition: Atlantic CouncilDocument44 pagesThe Role of Oil and Gas Companies in The Energy Transition: Atlantic CouncilMizanul HoqueNo ratings yet
- Presentation - Proposal Sakib For BOGCLDocument30 pagesPresentation - Proposal Sakib For BOGCLMizanul HoqueNo ratings yet
- PUMPS IN Unit 11 (P)Document1 pagePUMPS IN Unit 11 (P)Mizanul HoqueNo ratings yet
- Calculation of Combustion Efficiency of F101Document14 pagesCalculation of Combustion Efficiency of F101Mizanul HoqueNo ratings yet
- Relationship Between SARA Fractions and Crude OilDocument7 pagesRelationship Between SARA Fractions and Crude OilMizanul HoqueNo ratings yet
- Lv. V. B. I. Ii" Iii. Iv.: It Mos LFDocument1 pageLv. V. B. I. Ii" Iii. Iv.: It Mos LFMizanul HoqueNo ratings yet
- Testing of Bitumen-Aggregate Affinity by Various Methods: June 2016Document10 pagesTesting of Bitumen-Aggregate Affinity by Various Methods: June 2016Mizanul HoqueNo ratings yet
- F102 EfficiencyDocument13 pagesF102 EfficiencyMizanul HoqueNo ratings yet
- Eh Cru 1Document1 pageEh Cru 1Mizanul HoqueNo ratings yet
- Polyphosphoric Acid (PPA) in Road Asphalts Modification: January 2012Document4 pagesPolyphosphoric Acid (PPA) in Road Asphalts Modification: January 2012Mizanul HoqueNo ratings yet
- Eh Cru 2Document1 pageEh Cru 2Mizanul HoqueNo ratings yet
- Information Archieve - 2-3-2020Document15 pagesInformation Archieve - 2-3-2020Mizanul HoqueNo ratings yet
- Tank Farm Mechanical Pump ListDocument2 pagesTank Farm Mechanical Pump ListMizanul HoqueNo ratings yet
- 山东中天科技工程有限公司 Installation diagram of heat tracingDocument9 pages山东中天科技工程有限公司 Installation diagram of heat tracingMizanul HoqueNo ratings yet
- Distillation of Cut-Back Asphaltic (Bituminous) ProductsDocument5 pagesDistillation of Cut-Back Asphaltic (Bituminous) ProductsMizanul HoqueNo ratings yet
- Offer 20190905 3-3-2020Document1 pageOffer 20190905 3-3-2020Mizanul HoqueNo ratings yet
- Design Basis With Yield Pattern: Serial No. Product Approximate Yield (WT%)Document1 pageDesign Basis With Yield Pattern: Serial No. Product Approximate Yield (WT%)Mizanul HoqueNo ratings yet
- PFD Datasheet - Phase 1-14-12-2019Document2 pagesPFD Datasheet - Phase 1-14-12-2019Mizanul HoqueNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- F 2282 - 03 - RjiyodiDocument15 pagesF 2282 - 03 - RjiyodikrutikNo ratings yet
- IIT Bombay Lab Manual Chemical EngineeringDocument2 pagesIIT Bombay Lab Manual Chemical EngineeringAnuj SrivastavaNo ratings yet
- (Donald Mackay) Multimedia Environmental ModelsDocument273 pages(Donald Mackay) Multimedia Environmental ModelsKim HiềnNo ratings yet
- Sources of Drugs 2015Document33 pagesSources of Drugs 2015Rafael Paulino RimoldiNo ratings yet
- Supercritical Uid Extraction of Spent Coffee Grounds - Measurement of Extraction Curves and Economic AnalysisDocument10 pagesSupercritical Uid Extraction of Spent Coffee Grounds - Measurement of Extraction Curves and Economic AnalysisMarcelo MeloNo ratings yet
- ES 5562-2006 - Sanitary WaresDocument15 pagesES 5562-2006 - Sanitary WaresPrima SatriaNo ratings yet
- Arc 1st Mod Arch 503 Building Services Question Bank 15 Mark QuestionsDocument33 pagesArc 1st Mod Arch 503 Building Services Question Bank 15 Mark QuestionsVictor Deb RoyNo ratings yet
- Poc One Shot Bounce BackDocument123 pagesPoc One Shot Bounce BackCOOLTEX YTNo ratings yet
- Geographical Organisation: Marketing ManagerDocument10 pagesGeographical Organisation: Marketing ManagerVinod MalkarNo ratings yet
- Presentation On Colorants of BeveragesDocument12 pagesPresentation On Colorants of BeveragesNISHANTNo ratings yet
- GD-1884 Manual PDFDocument10 pagesGD-1884 Manual PDFAnonymous srwHCpANo ratings yet
- A B C D Answer: B, A, D, C: O O BR 1 Eq Br2 Febr3Document3 pagesA B C D Answer: B, A, D, C: O O BR 1 Eq Br2 Febr3Quốc NguyễnNo ratings yet
- Coring & Coring Analysis 2Document21 pagesCoring & Coring Analysis 2Reband Azad100% (1)
- MRU Optima 7 BrochuresDocument3 pagesMRU Optima 7 BrochureshaizriNo ratings yet
- AlkalinityDocument33 pagesAlkalinityAinunNo ratings yet
- Design and Analysis of Gas Turbine Combustion Chamber For Producer Gas AsDocument5 pagesDesign and Analysis of Gas Turbine Combustion Chamber For Producer Gas AsPhạm Công ÁnhNo ratings yet
- Guide For Making A Condition Survey of Concrete in Service: ACI 201.1R-92Document16 pagesGuide For Making A Condition Survey of Concrete in Service: ACI 201.1R-92malik jahan100% (1)
- PChem Manual Ed 2023Document73 pagesPChem Manual Ed 2023rebecca niilonga fotolelaNo ratings yet
- DoymaDocument28 pagesDoymaMariusNo ratings yet
- Ped Med HandbookDocument33 pagesPed Med HandbookDaniela Marie RonquilloNo ratings yet
- What Is Translocation in PlantsDocument9 pagesWhat Is Translocation in PlantsZakia BariNo ratings yet
- Beets Take Home AssignmentDocument5 pagesBeets Take Home Assignmentapi-487667605No ratings yet
- MSDS Alpha PineneDocument6 pagesMSDS Alpha PineneAbdul RajabNo ratings yet
- Role of Thermal Spray Coatings On Wear, Erosion and Corrosion Behavior: A ReviewDocument8 pagesRole of Thermal Spray Coatings On Wear, Erosion and Corrosion Behavior: A ReviewVijay KaushikNo ratings yet
- Helmy 2013Document5 pagesHelmy 2013adolfo olmosNo ratings yet
- Chemical Bonding 2Document16 pagesChemical Bonding 2yvg95100% (1)
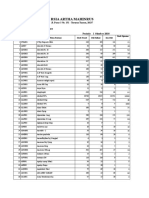
- Rsia Artha Mahinrus: Jl. Pasar 3 No. 151 - Terusan Tuasan, 20237Document15 pagesRsia Artha Mahinrus: Jl. Pasar 3 No. 151 - Terusan Tuasan, 20237Rabyatul Maulida NasutionNo ratings yet
- Topic: Insects Pests Of: Cotton and Their IPMDocument15 pagesTopic: Insects Pests Of: Cotton and Their IPMG Janardana ReddyNo ratings yet
- Pra Un Ing 2013-Paket 7Document14 pagesPra Un Ing 2013-Paket 7adela_97lineNo ratings yet
- Pub Breaking Out of Beginners SpanishDocument2 pagesPub Breaking Out of Beginners SpanishTuan TuanNo ratings yet