You might also like
- Programe FanucDocument47 pagesPrograme Fanucbranet_adrianaNo ratings yet
- G CodesDocument1 pageG CodesEr Vinay SinghNo ratings yet
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- M700-70 Series Programming Manual M-Type-IB1500072-F (196-289) (44-69) (20-22)Document3 pagesM700-70 Series Programming Manual M-Type-IB1500072-F (196-289) (44-69) (20-22)David Perez LajasNo ratings yet
- List of GCODES AND MCODESDocument3 pagesList of GCODES AND MCODESNoceja, Mark Allen L.No ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- G CodeDocument1 pageG CodeALEX ALEJANDRO ANDRANGO PAILLACHONo ratings yet
- (SN) G-C Codes PDFDocument24 pages(SN) G-C Codes PDFSebastianAndrade13No ratings yet
- Fanuc G-Code List - Helman CNCDocument2 pagesFanuc G-Code List - Helman CNCkais kaskar100% (3)
- Complete G Code ListDocument7 pagesComplete G Code ListRevolusiSoekarno100% (2)
- Fanuc G CodeDocument3 pagesFanuc G CodeRevolusiSoekarno100% (1)
- FANUC G Code of LatheDocument2 pagesFANUC G Code of Latheteam1 M y B100% (1)
- G-Code Quick Reference - LatheDocument1 pageG-Code Quick Reference - LatheNavdeep SinghNo ratings yet
- Liste Code G FanucDocument6 pagesListe Code G FanucFrô Le Mage BlancNo ratings yet
- G & M Codes CNC ProgrammingDocument2 pagesG & M Codes CNC ProgrammingSandeep Singh KohliNo ratings yet
- Milltronics G Code List For Machining CentersDocument3 pagesMilltronics G Code List For Machining CentersRandyNo ratings yet
- Common CNC G and M CodesDocument2 pagesCommon CNC G and M CodesJobanjit SinghNo ratings yet
- Fanuc CodeDocument11 pagesFanuc CoderlwersalNo ratings yet
- FANUC G Code of LatheDocument25 pagesFANUC G Code of LatheHùng LêNo ratings yet
- G CodeDocument10 pagesG CodeJuan Carlos BurgosNo ratings yet
- G Code:-: CNC Lathe G & M CodesDocument3 pagesG Code:-: CNC Lathe G & M CodesCIPETNo ratings yet
- CNC CodesDocument2 pagesCNC CodesBALAJINo ratings yet
- Sinumerik 808D G Codes and M CodesDocument4 pagesSinumerik 808D G Codes and M CodesIvica GelemanovicNo ratings yet
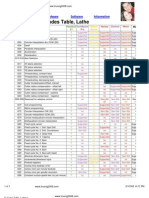
- G-Codes Table, Lathe: Home Hardware Software InformationDocument3 pagesG-Codes Table, Lathe: Home Hardware Software InformationTruonglana100% (3)
- G Code M CodeDocument4 pagesG Code M CodeDhana MuruganNo ratings yet
- Common G Codes and M Codes For CNC Machine ControlsDocument2 pagesCommon G Codes and M Codes For CNC Machine ControlsIrudhayarajAnthonySamy100% (1)
- Lecture 12 (Lab) Learning Numeric Coding - LatheDocument9 pagesLecture 12 (Lab) Learning Numeric Coding - LatheMuhammad Abdullah YounasNo ratings yet
- 808D GM Codes QuickDocument5 pages808D GM Codes QuickrianrureNo ratings yet
- Siemens Program Guide Reference ChartR2Document2 pagesSiemens Program Guide Reference ChartR2l4k9xxxNo ratings yet
- Fanuc G84 Tapping CycleDocument3 pagesFanuc G84 Tapping CycleFer MetallurgyNo ratings yet
- Lathe Canned Cycles SummaryDocument1 pageLathe Canned Cycles SummaryTrung Quoc LeNo ratings yet
- Mitsubishi ManualsDocument4 pagesMitsubishi ManualsRevolusiSoekarnoNo ratings yet
- Live Tool Drill TapDocument25 pagesLive Tool Drill TapRA Javier100% (1)
- G Code Table PDFDocument38 pagesG Code Table PDFmanish_chaturvedi_6100% (2)
- Milling CodesDocument2 pagesMilling CodesYousuf A. AjabshahNo ratings yet
- 8 Fixed Canned Cycles (CNC Course CD) PDFDocument24 pages8 Fixed Canned Cycles (CNC Course CD) PDFVeerasamy SureshbabuNo ratings yet
- Print2 PDFDocument11 pagesPrint2 PDFnikhil kumarNo ratings yet
- Relates Only To Machining Centers & Turning Centers With Live ToolingDocument18 pagesRelates Only To Machining Centers & Turning Centers With Live ToolingSuresh RajagopalNo ratings yet
- G FunkcijeDocument3 pagesG FunkcijeSemsudin HabibovicNo ratings yet
- G & M Codes (All CNC)Document24 pagesG & M Codes (All CNC)Fanuc21T100% (4)
- G and M CodesDocument2 pagesG and M CodesviruspoolNo ratings yet
- Common G-CodesDocument1 pageCommon G-CodesFrancisco UribeNo ratings yet
- Master List of CNC G and M CodesDocument2 pagesMaster List of CNC G and M CodesChong Yee HowNo ratings yet
- Common G Codes and M Codes For CNC Machine ControlsDocument3 pagesCommon G Codes and M Codes For CNC Machine Controlsmd_mohsinaliNo ratings yet
- G Codes GSK983MDocument2 pagesG Codes GSK983MYuazaNo ratings yet
- G M Codes All CNCDocument24 pagesG M Codes All CNCParveen Kumar0% (1)
- G-Codes and M-Functions - MillingDocument1 pageG-Codes and M-Functions - MillingBilal IbrahimNo ratings yet
- CNC CodeDocument9 pagesCNC CodeMochammad Karim Al AminNo ratings yet
- CNC G KodlarıDocument5 pagesCNC G KodlarıKamil SakarNo ratings yet
- Cam-Lab: Assignment-1Document8 pagesCam-Lab: Assignment-1Rohit KumarNo ratings yet
- Brother - SPEEDIO - S700X2 - Canned Cycle FormatDocument2 pagesBrother - SPEEDIO - S700X2 - Canned Cycle FormatstephenawoodruffNo ratings yet
- Sinumerik 808D Gcode Ref Guide F-SFSDocument4 pagesSinumerik 808D Gcode Ref Guide F-SFSPranit KarneNo ratings yet
- Table 3 G Code List (1/2) G Code Group FunctionDocument2 pagesTable 3 G Code List (1/2) G Code Group FunctionGuillermo Romo ChavezNo ratings yet
- Comenzi Programare CNCDocument1 pageComenzi Programare CNCmonelu100% (1)
- Standard CNC G Codes - Vertical and Horizontal MillsDocument3 pagesStandard CNC G Codes - Vertical and Horizontal Millschubby_hippoNo ratings yet
- G Codes & M CodesDocument3 pagesG Codes & M CodesMuhammad IsmailNo ratings yet
- Vdocuments - MX - Manualbolsoserieipdf Fanuc o Opertion Maintenance Manual Hasta PG 135Document65 pagesVdocuments - MX - Manualbolsoserieipdf Fanuc o Opertion Maintenance Manual Hasta PG 135Metalurgica VISILUNo ratings yet
- Procedure For WeldingDocument7 pagesProcedure For Weldingshikh vasimNo ratings yet
- 1994 - Precision Forging Straight and Helical Spur GearsDocument6 pages1994 - Precision Forging Straight and Helical Spur GearsNguyen Hoang DungNo ratings yet
- Model Exit Exam For Mechanical Engineering Graduate StudentsBlackDocument26 pagesModel Exit Exam For Mechanical Engineering Graduate StudentsBlackbereketNo ratings yet
- Job Change Time ReductionDocument9 pagesJob Change Time ReductionAbishek Balsamy KamarajNo ratings yet
- New Holland Tractores Ford Fiat 160 8160 8260 8360 8560 Workshop ManualDocument1,426 pagesNew Holland Tractores Ford Fiat 160 8160 8260 8360 8560 Workshop ManualLuis Enrique Peña100% (3)
- Grinding WheelDocument12 pagesGrinding WheelNaresh yadavNo ratings yet
- Defect in Alum Extrusion JournalDocument18 pagesDefect in Alum Extrusion JournalAry OctavianiNo ratings yet
- Belt SplicingDocument10 pagesBelt SplicingDavid NyanguNo ratings yet
- Amman Try TMT BarsDocument43 pagesAmman Try TMT BarsSaravanakumar SaravanaNo ratings yet
- AGWA Guide GlazingDocument96 pagesAGWA Guide GlazingMoren AlfonsoNo ratings yet
- Din 1.0619Document1 pageDin 1.0619aniketNo ratings yet
- Vic Stucco Report - Part 2Document95 pagesVic Stucco Report - Part 2Fare NienteNo ratings yet
- SindxbDocument51 pagesSindxbImad-eddine. GuiraNo ratings yet
- Datasheet FBLT054049 en USDocument1 pageDatasheet FBLT054049 en USSuplidora Industrial 6 SigmaNo ratings yet
- TestDocument51 pagesTestNiaz KilamNo ratings yet
- Tsirco MicrosilicaDocument3 pagesTsirco MicrosilicarogirosNo ratings yet
- Molecular Sieve Type 4aDocument1 pageMolecular Sieve Type 4aGİZEM DEMİRNo ratings yet
- Chater 5Document9 pagesChater 5Shania LiwanagNo ratings yet
- Acma List of PublicationsDocument1 pageAcma List of PublicationsSaksham TharejaNo ratings yet
- IP46 - Guide To Use BAPCO WPS & Welding ProceduresDocument4 pagesIP46 - Guide To Use BAPCO WPS & Welding ProceduressajiNo ratings yet
- Midterm Exam ConceptualDocument28 pagesMidterm Exam ConceptualPlay DineNo ratings yet
- GlassvenDocument8 pagesGlassvenAloo KennedyNo ratings yet
- Beveling PDFDocument29 pagesBeveling PDFTechnology SinghNo ratings yet
- Welding NPTEL Lecturers - Part5Document30 pagesWelding NPTEL Lecturers - Part5Sai ChaithanyaNo ratings yet
- Product-Sheet Filter NZB 03 2017Document2 pagesProduct-Sheet Filter NZB 03 2017Nduong NguyenNo ratings yet
- ME306 Advanced Manufacturing Technology, September 2020Document2 pagesME306 Advanced Manufacturing Technology, September 2020samnoon muadNo ratings yet
- Coolant F TechDocument1 pageCoolant F TechDonny Wierya pratamaNo ratings yet
- J-DMS: Project HarmonyDocument1 pageJ-DMS: Project HarmonyMary DenizeNo ratings yet
- Curby Mini-TaperDocument2 pagesCurby Mini-TaperLeo IvaniševićNo ratings yet
- Performing Drilling and Boring Operations On A Lathe: Experiment No: DateDocument35 pagesPerforming Drilling and Boring Operations On A Lathe: Experiment No: DateArun ManuNo ratings yet