You might also like
- Typical Reports To Aid The Progress Review: Cost ControlDocument35 pagesTypical Reports To Aid The Progress Review: Cost ControlAshish KumarNo ratings yet
- Industrial Engineering Laboratory ManualDocument27 pagesIndustrial Engineering Laboratory ManualsatishNo ratings yet
- Work Measurement (Method & Time Study) : Presented By: Anuj GuptaDocument25 pagesWork Measurement (Method & Time Study) : Presented By: Anuj Guptaanuj_25octNo ratings yet
- Constructio N Project ManagementDocument44 pagesConstructio N Project ManagementLiza EstandianNo ratings yet
- Project Monitoring & ControlDocument25 pagesProject Monitoring & Controlprateekratm150% (2)
- Critical Path Analysis CPA (Network Analysis) : What Can A Business Do If A Project Is Delayed?Document3 pagesCritical Path Analysis CPA (Network Analysis) : What Can A Business Do If A Project Is Delayed?Hamad AlmaamariNo ratings yet
- Project Monitoring and ControlDocument29 pagesProject Monitoring and ControlNivi SenthilNo ratings yet
- Mapping The Future State: Lean Manufacturing StrategyDocument3 pagesMapping The Future State: Lean Manufacturing StrategyArjun RajNo ratings yet
- Six Sigma Analyse PhaseDocument33 pagesSix Sigma Analyse PhaseFUNTV5100% (1)
- Case 9. Rich Dad Chocolate CompanyDocument2 pagesCase 9. Rich Dad Chocolate CompanyCharmie LagdamenNo ratings yet
- CE922 GROUP5 Construction Project Management PresentationDocument42 pagesCE922 GROUP5 Construction Project Management PresentationJanes BicoNo ratings yet
- Measurement Techniques and BOQ FormsDocument11 pagesMeasurement Techniques and BOQ FormsDasun IsharaNo ratings yet
- 5 03 Record Actual Values For TasksDocument4 pages5 03 Record Actual Values For TasksM S AnandNo ratings yet
- Value Stream MappingDocument33 pagesValue Stream Mappingwaqasalitunio100% (2)
- Pin Board Assembly Left-Right Hand ChartDocument8 pagesPin Board Assembly Left-Right Hand ChartRegina Jazzmin QuesadaNo ratings yet
- Lean ToolboxDocument204 pagesLean ToolboxLukaszNo ratings yet
- Critical Path Analysis CPADocument6 pagesCritical Path Analysis CPATejashvee TrivediNo ratings yet
- Module 6 - Gantt Chart & S-CurveDocument20 pagesModule 6 - Gantt Chart & S-Curvemegamind0267% (3)
- Measurement VicDocument3 pagesMeasurement Vickidvictor16No ratings yet
- JIT TerminolgyDocument2 pagesJIT Terminolgysuresh_shakkarwarNo ratings yet
- Time and Action PlanDocument6 pagesTime and Action PlanSadhana YadavNo ratings yet
- Basic Kaizen ToolsDocument14 pagesBasic Kaizen ToolsDaffa HanifNo ratings yet
- Just in Time (Jit) & Back Flush-1Document16 pagesJust in Time (Jit) & Back Flush-1Herman RaziNo ratings yet
- Planning Bar ChartDocument12 pagesPlanning Bar ChartUdithaKasunNo ratings yet
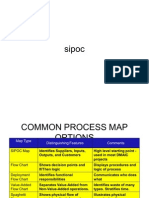
- SipocDocument18 pagesSipocJunior GiganteNo ratings yet
- Reduction of Assembly Time in Ball ValveDocument4 pagesReduction of Assembly Time in Ball ValvePrathamesh YadavNo ratings yet
- How To Close A Production Order: Step 1: Calculation of WIP AmountDocument51 pagesHow To Close A Production Order: Step 1: Calculation of WIP Amounttapas100% (1)
- Program Evaluation and Review Technique (PERT) and Critical Path Method (CPM)Document11 pagesProgram Evaluation and Review Technique (PERT) and Critical Path Method (CPM)Ramon HuamaniNo ratings yet
- Both CPM and PertDocument6 pagesBoth CPM and PertaprsinghNo ratings yet
- ch10 Project Monitoring & ControlDocument29 pagesch10 Project Monitoring & ControlLucky Luke100% (1)
- Parallels Between Cost and Time Estimating:: PMP Exam Tips On Time ManagementDocument5 pagesParallels Between Cost and Time Estimating:: PMP Exam Tips On Time ManagementHumam TamimiNo ratings yet
- Project Control MonitoringDocument190 pagesProject Control MonitoringTriet TruongNo ratings yet
- 5 VDocument5 pages5 VAmit SinghNo ratings yet
- Transactional Value Stream MappingDocument25 pagesTransactional Value Stream MappingChew JCNo ratings yet
- 4 - EVN Project Monitoring & ControlDocument28 pages4 - EVN Project Monitoring & ControlYuvasri BalanNo ratings yet
- Chapter 14Document38 pagesChapter 14Carmelie CumigadNo ratings yet
- Lean Assignment 1Document11 pagesLean Assignment 1Vinoth Palaniswamy67% (6)
- Eliminate waste and improve quality with Lean Six Sigma process mappingDocument11 pagesEliminate waste and improve quality with Lean Six Sigma process mappingNithin BVNo ratings yet
- Lecture - 2Document82 pagesLecture - 2Muleta EjetaNo ratings yet
- Principles of Motion EconomyDocument63 pagesPrinciples of Motion EconomyAli ArsalanNo ratings yet
- An Introduction To Taking Off Building QuantitiesDocument18 pagesAn Introduction To Taking Off Building QuantitiesUmange RanasingheNo ratings yet
- Push VsPull SlideSet9Document44 pagesPush VsPull SlideSet9Aditya PalNo ratings yet
- Lean Manufacturing Lec 5.1Document41 pagesLean Manufacturing Lec 5.1Muhammad KhalilNo ratings yet
- Bar (Gantt) Charts: Saleh A. MubarakDocument9 pagesBar (Gantt) Charts: Saleh A. MubarakGimi GionesNo ratings yet
- Accounting TCE 2A V1 2021Document2 pagesAccounting TCE 2A V1 2021Arinas.ikNo ratings yet
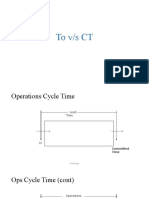
- To Vs CTDocument24 pagesTo Vs CTIMRAN MASUDNo ratings yet
- IE 3265 Production & Operations Planning: Ch. 3 - Aggregate Planning R. Lindeke UMDDocument43 pagesIE 3265 Production & Operations Planning: Ch. 3 - Aggregate Planning R. Lindeke UMDaklank_218105No ratings yet
- Gaging For SPC: Keeping It Simple: Section G 1Document5 pagesGaging For SPC: Keeping It Simple: Section G 1Bhaskar KrishnacharNo ratings yet
- QuickBooks 2006 Lesson 14: Tracking TimeDocument18 pagesQuickBooks 2006 Lesson 14: Tracking TimeRamen NoodlesNo ratings yet
- 11 Time Observation SheetDocument4 pages11 Time Observation SheetmatidiNo ratings yet
- JOB AND BATCH COSTING OVERVIEWDocument16 pagesJOB AND BATCH COSTING OVERVIEWNextGen GamingNo ratings yet
- ClientTools StepbyStepSolutions v2015B StudentDocument57 pagesClientTools StepbyStepSolutions v2015B StudentcarlotilloNo ratings yet
- Donner Case Analysis: Improving Operational Efficiency at PCB ManufacturerDocument6 pagesDonner Case Analysis: Improving Operational Efficiency at PCB ManufacturerSwarojit SharmaNo ratings yet
- Lecture 3 - Pert CPMDocument17 pagesLecture 3 - Pert CPMinnocent mwansaNo ratings yet
- Memory For Document PreparationDocument5 pagesMemory For Document PreparationScribdTranslationsNo ratings yet
- Lec 18Document26 pagesLec 18rohit121sNo ratings yet
- Steps for implementing 5S audit and sustainmentDocument12 pagesSteps for implementing 5S audit and sustainmentsyed rawaha100% (1)
- Estimation and Construction Management: Work Breakdown Structures and Bar ChartsDocument30 pagesEstimation and Construction Management: Work Breakdown Structures and Bar ChartsSaurabh KumarNo ratings yet
- Quantity SurveyingDocument47 pagesQuantity Surveyingbereket gNo ratings yet
- C. E. Eckersley - A Concise English Grammar For Foreign StudentsDocument81 pagesC. E. Eckersley - A Concise English Grammar For Foreign StudentsTitoDA75% (4)
- Easier English Basic Dictionary Pre-Int PDFDocument382 pagesEasier English Basic Dictionary Pre-Int PDFDavid A. Cuevas Aponte100% (1)
- Be My Guest - TB PDFDocument65 pagesBe My Guest - TB PDFAndreea VisanNo ratings yet
- Tax Romaniahighlights 2016 PDFDocument4 pagesTax Romaniahighlights 2016 PDFAndreea VisanNo ratings yet
- Car Technology and Safety - 52612Document2 pagesCar Technology and Safety - 52612CAROLINA CASTILLONo ratings yet
- IDSGeoradar - RIS MF Hi-Mod - Datasheet-2023Document1 pageIDSGeoradar - RIS MF Hi-Mod - Datasheet-2023pastaNo ratings yet
- Printer Drivers: Installation GuideDocument44 pagesPrinter Drivers: Installation GuideHONEYWELL VIETNAMNo ratings yet
- Gartner-ITDRDocument18 pagesGartner-ITDRatanurelmasogluNo ratings yet
- Robosapien X Manual PDFDocument20 pagesRobosapien X Manual PDFbiroupersonal100% (1)
- IP Lab Manual - PROGRAM ALONEDocument39 pagesIP Lab Manual - PROGRAM ALONEsuchdev darshanNo ratings yet
- Duplichecker Plagiarism ReportDocument3 pagesDuplichecker Plagiarism ReportRofak Vkm1No ratings yet
- Object Motion Detection in Home Security System Using The Binary-Image Comparison Method Based On Robot Operating System 2 and Raspberry PiDocument8 pagesObject Motion Detection in Home Security System Using The Binary-Image Comparison Method Based On Robot Operating System 2 and Raspberry PiRukmyy SapsuhaNo ratings yet
- 1 - ADITYA Project ReportDocument42 pages1 - ADITYA Project ReportMonty SharmaNo ratings yet
- Control AveoDocument42 pagesControl AveoKiko GonzalezNo ratings yet
- Guidelines Poster PresentationDocument3 pagesGuidelines Poster PresentationtatianantlNo ratings yet
- Title Block Editor Catia Eng v5Document49 pagesTitle Block Editor Catia Eng v5Nicole Gould100% (2)
- Vector SynthesisDocument19 pagesVector SynthesisGiorgio Magnanensi100% (1)
- Locate Electrical Equipment on Vintage VehicleDocument146 pagesLocate Electrical Equipment on Vintage VehicleSteve Wharfe100% (5)
- TAP100 - Teltonika Networks WikiDocument3 pagesTAP100 - Teltonika Networks WikileonardoeddysonNo ratings yet
- A Powerful Arcgis Pro Plugin Built For The Natural Resource IndustryDocument3 pagesA Powerful Arcgis Pro Plugin Built For The Natural Resource IndustryguanatosNo ratings yet
- Abstract Structure and ComponentsDocument2 pagesAbstract Structure and ComponentsJoana Maez DeloriaAlam MacabinguilNo ratings yet
- Towards Reactor inDocument3 pagesTowards Reactor inJAMIE ALYANNA LEGASPINo ratings yet
- KMW Inc. Base Station Antenna for Mobile CommunicationsDocument1 pageKMW Inc. Base Station Antenna for Mobile Communications5a55afra5No ratings yet
- Logistics Coordinator with 5+ Years Experience Seeking New OpportunityDocument4 pagesLogistics Coordinator with 5+ Years Experience Seeking New OpportunityshafeerNo ratings yet
- Dual Axis Solar Tracking System CircuitDocument9 pagesDual Axis Solar Tracking System CircuitSatish BhatNo ratings yet
- Fdas765 Data SheetDocument2 pagesFdas765 Data SheettanadfNo ratings yet
- Construction Methods and Equipments-McqDocument5 pagesConstruction Methods and Equipments-Mcqvidya ganta0% (1)
- Introduction To Internal Combustion Engines: Asst. Prof. Vishnu SankarDocument57 pagesIntroduction To Internal Combustion Engines: Asst. Prof. Vishnu SankarMohammad Ishfaq BhatNo ratings yet
- Smart Helmet For Coal Mines Safety Monitoring With Mobile AppDocument5 pagesSmart Helmet For Coal Mines Safety Monitoring With Mobile AppInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Paving The Pathways To Impact: in Horizon EuropeDocument10 pagesPaving The Pathways To Impact: in Horizon Europefatmama7031No ratings yet
- RF Device SAP PDF 1629898359Document11 pagesRF Device SAP PDF 1629898359TIA SOMALVHNo ratings yet
- Wilson Tool - Press Brake Tooling Eurostyle - SM TECH - Scule Pentru Abkanturi Amada Promecam StyleDocument94 pagesWilson Tool - Press Brake Tooling Eurostyle - SM TECH - Scule Pentru Abkanturi Amada Promecam StyleSM TECH SRLNo ratings yet
- Guía de Configuración de RouterDocument3 pagesGuía de Configuración de RouterjhonNo ratings yet
- Smart Retailing and The Challenges of AI Ethics A Systematic Literature Review-2-33Document32 pagesSmart Retailing and The Challenges of AI Ethics A Systematic Literature Review-2-33Edem Kofi BoniNo ratings yet