You might also like
- Molecular Dynamic Study For Ultrathin Ni Fe Alloy: 3 M. D. Starostenkov M. M. AishDocument7 pagesMolecular Dynamic Study For Ultrathin Ni Fe Alloy: 3 M. D. Starostenkov M. M. AishIbrahim HasanNo ratings yet
- Mechanical and Tribological Behavior of W-WCN Bilayers Grown by PulsedDocument6 pagesMechanical and Tribological Behavior of W-WCN Bilayers Grown by PulsedRogelio OspinaNo ratings yet
- LIU 16 JMMM Effect of Interface Roughness On Superconducting TransitionDocument6 pagesLIU 16 JMMM Effect of Interface Roughness On Superconducting TransitionElisa Baggio SaitovitchNo ratings yet
- FatigueDocument14 pagesFatiguejimmyboy1234No ratings yet
- Candidates Are Required To Give Their Answers in Their Own Words As Far As Practicable. The Figures in The Margin Indicate Full MarksDocument4 pagesCandidates Are Required To Give Their Answers in Their Own Words As Far As Practicable. The Figures in The Margin Indicate Full MarksMadan PanditNo ratings yet
- Strength and Breaking Mechanism of Multiwalled Carbon Nanotubes Under Tensile LoadDocument4 pagesStrength and Breaking Mechanism of Multiwalled Carbon Nanotubes Under Tensile LoadrizkiNo ratings yet
- Influence of Temperature On The Strain Rate Sensitivity and Deformation Mechanisms of Nanotwinned CuDocument10 pagesInfluence of Temperature On The Strain Rate Sensitivity and Deformation Mechanisms of Nanotwinned CuMiguel MonclusNo ratings yet
- Evaluation of Eddy Current Losses in TheDocument6 pagesEvaluation of Eddy Current Losses in TheCahya AdinotoNo ratings yet
- 2010EQConf 000687Document8 pages2010EQConf 000687noor ayaadNo ratings yet
- Fracture Strength and Fatigue of Polysilicon Determined by A Novel Thermal ActuatorDocument7 pagesFracture Strength and Fatigue of Polysilicon Determined by A Novel Thermal ActuatorIhsanNo ratings yet
- High-Cycle Fatigue Properties at Cryogenic Temperatures in INCONEL 718 Nickel-Based SuperalloyDocument4 pagesHigh-Cycle Fatigue Properties at Cryogenic Temperatures in INCONEL 718 Nickel-Based SuperalloyB Bala Venkata GaneshNo ratings yet
- R.M.K. Engineering College: (An Autonomous Institution)Document3 pagesR.M.K. Engineering College: (An Autonomous Institution)101 006 DHANUSHYA KNo ratings yet
- Kumar 2008bDocument4 pagesKumar 2008bGalih SenopatiNo ratings yet
- Piezoelectric Properties of AlnDocument6 pagesPiezoelectric Properties of AlnErnest Ting-Ta YenNo ratings yet
- Compression Behaviors of Cenosphere-Pure Aluminum Syntactic FoamsDocument4 pagesCompression Behaviors of Cenosphere-Pure Aluminum Syntactic FoamsRoland EndrészNo ratings yet
- Statistical Distributions of Fracture Strengths of Cast Al 7si MG AlloyDocument6 pagesStatistical Distributions of Fracture Strengths of Cast Al 7si MG AlloybbeeNo ratings yet
- Personal-Report CiubotariuDocument4 pagesPersonal-Report CiubotariuRadu CristianNo ratings yet
- B Faria Atomic Force MicrosDocument8 pagesB Faria Atomic Force MicrosmiriargusmaoNo ratings yet
- KFM kFE, As Explained in (7) .: Surface Waves On A Grounded Dielectric Slab Covered by A Resistive SheetDocument3 pagesKFM kFE, As Explained in (7) .: Surface Waves On A Grounded Dielectric Slab Covered by A Resistive Sheetnam321985No ratings yet
- 2001 - Horenstein - A Micro-Aperture Electrostatic Field Mill Based On MEMS TechnologyDocument7 pages2001 - Horenstein - A Micro-Aperture Electrostatic Field Mill Based On MEMS TechnologyFelipeapalexandNo ratings yet
- Segregation-Assisted Plasticity in Ni-Based SuperalloysDocument13 pagesSegregation-Assisted Plasticity in Ni-Based SuperalloysDaniel Barba CanchoNo ratings yet
- High-Temperature Creep On KBR Single CrystalsDocument6 pagesHigh-Temperature Creep On KBR Single CrystalsBorisNo ratings yet
- Curie Temp - Ni - Nanowire PDFDocument4 pagesCurie Temp - Ni - Nanowire PDFAndreea CostasNo ratings yet
- Thermal Sensor10Document4 pagesThermal Sensor10rasoulNo ratings yet
- The in Uence of Silicate-Based Nano-Filler On The Fracture Toughness of Epoxy ResinDocument10 pagesThe in Uence of Silicate-Based Nano-Filler On The Fracture Toughness of Epoxy Resineid elsayedNo ratings yet
- Determining The Poisson's Ratio of Thin ®LM Materials Using Resonant MethodDocument7 pagesDetermining The Poisson's Ratio of Thin ®LM Materials Using Resonant Methodxulub1No ratings yet
- Magnetic Properties of Bacterial NanoparticlesDocument3 pagesMagnetic Properties of Bacterial NanoparticlesDiana RaieNo ratings yet
- Analysis of The Coolant Flow in Sub Channels of The Vver-1000 Reactor by CFD MethodDocument10 pagesAnalysis of The Coolant Flow in Sub Channels of The Vver-1000 Reactor by CFD MethodTJPRC PublicationsNo ratings yet
- SOMDocument4 pagesSOMrrameshsmit0% (1)
- Models - Corr.stress CorrosionDocument34 pagesModels - Corr.stress Corrosionak020202020217No ratings yet
- The Effect of Soil and Cable Backfill Thermal ConductivityDocument6 pagesThe Effect of Soil and Cable Backfill Thermal ConductivitymiguelpaltinoNo ratings yet
- Tensile, Creep, and ABI Tests On Sn5%Sb Solder PDFDocument8 pagesTensile, Creep, and ABI Tests On Sn5%Sb Solder PDFeid elsayedNo ratings yet
- Fracture, Fatigue, Failure and Damage Evolution, Volume 3Document6 pagesFracture, Fatigue, Failure and Damage Evolution, Volume 3Ali FahemNo ratings yet
- HW1 - Conditions - Olevsky - Mech - Beh - Mater PDFDocument2 pagesHW1 - Conditions - Olevsky - Mech - Beh - Mater PDFwangbutt123No ratings yet
- The Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsDocument11 pagesThe Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsChanthar SoeNo ratings yet
- 2015L - Síntese e Caracterização em Uma Etapa de Um Nanocompósito Baseado em Nanotubos de CarbonoDocument9 pages2015L - Síntese e Caracterização em Uma Etapa de Um Nanocompósito Baseado em Nanotubos de CarbonoIgor Alexsander Barbosa MagnoNo ratings yet
- Measurement of Residual Stress in A356/Sic Metal Matrix Composite by NanoindentationDocument4 pagesMeasurement of Residual Stress in A356/Sic Metal Matrix Composite by NanoindentationAhmad NawazNo ratings yet
- Heat P 2019Document5 pagesHeat P 2019JakeNo ratings yet
- ENG60503 Lecturer 8Document5 pagesENG60503 Lecturer 8Porkkodi SugumaranNo ratings yet
- A Three Dimensional Finite Element Analysis of The Temperature Field During Laser Melting of Metal Powders in Additive Layer ManufacturingDocument8 pagesA Three Dimensional Finite Element Analysis of The Temperature Field During Laser Melting of Metal Powders in Additive Layer Manufacturingsahilnagula0504No ratings yet
- A Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningDocument8 pagesA Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningAnonymous ZC1ld1CLmNo ratings yet
- High Temperature Mechanical Properties of A Ceramic Matrix CompositeDocument4 pagesHigh Temperature Mechanical Properties of A Ceramic Matrix CompositebbeeNo ratings yet
- Nakashima y Sawaizumi 2000Document8 pagesNakashima y Sawaizumi 2000angelomarinilliNo ratings yet
- Kim2004 PDFDocument9 pagesKim2004 PDFmeetuNo ratings yet
- Composite Structures: Hui-Shen ShenDocument11 pagesComposite Structures: Hui-Shen ShenAssia Ben AhmedNo ratings yet
- Solid State DevicesDocument4 pagesSolid State DevicesPriyanka ChauahnNo ratings yet
- MHD Simulation of Moving Arcs: 1-4244-0914-4/07/$25.00 ©2007 IEEE. 1013Document5 pagesMHD Simulation of Moving Arcs: 1-4244-0914-4/07/$25.00 ©2007 IEEE. 1013Felix GamarraNo ratings yet
- Soil Behavior Under Dynamic LoadingsDocument6 pagesSoil Behavior Under Dynamic Loadingsabyalew b.No ratings yet
- Average Stress Strain Relations For ConcDocument10 pagesAverage Stress Strain Relations For ConcKorrapati Pratyusha 19PHD0497No ratings yet
- Materials Letters: C.K. Chung, W.T. Chang, C.F. Chen, M.W. LiaoDocument4 pagesMaterials Letters: C.K. Chung, W.T. Chang, C.F. Chen, M.W. LiaoAsandulesa AndreeaNo ratings yet
- Development of Cyclic Slip Bands in Ufg Copper in Gigacycle FatigueDocument6 pagesDevelopment of Cyclic Slip Bands in Ufg Copper in Gigacycle FatiguemiguelramirezalvarezNo ratings yet
- Chain Packing of PEODocument3 pagesChain Packing of PEOamiimranNo ratings yet
- Combined Tension-Torsion Effects On 2G REBCO Tapes For Twisted Stacked-Tape CablingDocument5 pagesCombined Tension-Torsion Effects On 2G REBCO Tapes For Twisted Stacked-Tape CablingDAVID ALEJANDRO RAMIREZ MENDEZNo ratings yet
- tmpEF67 TMPDocument4 pagestmpEF67 TMPFrontiersNo ratings yet
- VerbruggenDocument5 pagesVerbruggenPaulo H TavaresNo ratings yet
- Time-Temperature Behavior of Carbon - Epoxy Laminates PDFDocument15 pagesTime-Temperature Behavior of Carbon - Epoxy Laminates PDFShabi HadashNo ratings yet
- Palo Saari 2018Document5 pagesPalo Saari 2018Adnan QaseemNo ratings yet
- IEEEMagn 44 2745 2008 Ni-Cu WiresDocument5 pagesIEEEMagn 44 2745 2008 Ni-Cu Wireskevin gonzalezNo ratings yet
- Development of New Approaches For TBM Tunnel Design: Peter - M. MayerDocument7 pagesDevelopment of New Approaches For TBM Tunnel Design: Peter - M. MayerrNo ratings yet
- Calflo Heat Transfer Fluids Tech DataDocument4 pagesCalflo Heat Transfer Fluids Tech DataKhaled ElsayedNo ratings yet
- Bgy. Poblacion SwaDocument33 pagesBgy. Poblacion SwaKim simyunnNo ratings yet
- 2 0 Tdi SSPDocument90 pages2 0 Tdi SSPmicol53100% (1)
- Brochure Cementindustrie PfeifferDocument24 pagesBrochure Cementindustrie Pfeifferdoxa maria0% (1)
- BS 131-7-1998Document21 pagesBS 131-7-1998Germán VSNo ratings yet
- Age ProblemsDocument4 pagesAge ProblemsBen JNo ratings yet
- Airbus A319/320/321 Notes: Welcome To The Airbus! Resistance Is Futile, You Will Be AssimilatedDocument128 pagesAirbus A319/320/321 Notes: Welcome To The Airbus! Resistance Is Futile, You Will Be Assimilatedejt01No ratings yet
- TYBTech Syllabus MechanicalDocument49 pagesTYBTech Syllabus MechanicalswapnillkNo ratings yet
- For More ACCA Study Materials, Tutor Support, Exam Tips VisitDocument2 pagesFor More ACCA Study Materials, Tutor Support, Exam Tips VisitNeel KostoNo ratings yet
- Consideraciones para El Diseño de Una Helice MarinaDocument7 pagesConsideraciones para El Diseño de Una Helice Marinagenesis L. OrtizNo ratings yet
- Weather ForecastsDocument5 pagesWeather ForecastsGianina MihăicăNo ratings yet
- Using Synonyms As Context CluesDocument11 pagesUsing Synonyms As Context Cluesapi-405390959No ratings yet
- Thông Gió Cho T - Pdfslide - Net - Electrical-Cabinet-Vbcm-The-Electrical-Cabinet-Ventilation-Serves-To-MaintainDocument26 pagesThông Gió Cho T - Pdfslide - Net - Electrical-Cabinet-Vbcm-The-Electrical-Cabinet-Ventilation-Serves-To-MaintainThành PhạmNo ratings yet
- Ha400 PDFDocument1 pageHa400 PDFZacharias Pavlos50% (2)
- Summative Test Ist (2nd G)Document2 pagesSummative Test Ist (2nd G)Rosell CabalzaNo ratings yet
- Notation Composer 3 Users GuideDocument690 pagesNotation Composer 3 Users GuideSvedot MakedonecNo ratings yet
- CELLSDocument21 pagesCELLSPhia LhiceraNo ratings yet
- Btech Ec 7 Sem Digital Image Processing Nec032 2019Document1 pageBtech Ec 7 Sem Digital Image Processing Nec032 2019Deepak SinghNo ratings yet
- EE2202 Electromagnetic Theory Lecture NotesDocument125 pagesEE2202 Electromagnetic Theory Lecture NoteskanjaiNo ratings yet
- DISTANCE MEASUREMENT - Problem Solving With Theory and Objective Type QuestionsDocument40 pagesDISTANCE MEASUREMENT - Problem Solving With Theory and Objective Type QuestionsSakuntala Uteebrirova100% (2)
- Criminological Research 2023Document41 pagesCriminological Research 2023Justin Jade AlmerezNo ratings yet
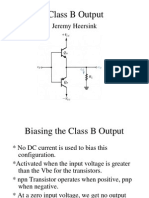
- Class B Output: Jeremy HeersinkDocument10 pagesClass B Output: Jeremy Heersinkdummy1957jNo ratings yet
- AsdDocument10 pagesAsdsalman khanNo ratings yet
- NCERT Solutions For Class 12 Physics Chapter 12 AtomsDocument14 pagesNCERT Solutions For Class 12 Physics Chapter 12 AtomsKritika MishraNo ratings yet
- MATERI 7aDocument56 pagesMATERI 7aFriska SologiaNo ratings yet
- Seizmic Design of RE WallsDocument49 pagesSeizmic Design of RE Wallsljubomirjocic@yahoo.com100% (1)
- Power Electronics Circuits Devices and Applications by Muhammad H RashidDocument602 pagesPower Electronics Circuits Devices and Applications by Muhammad H RashidSuhas K Sri SaiNo ratings yet
- Topic 4 Positioining V2Document39 pagesTopic 4 Positioining V2Aqilah Taufik100% (2)
- Advanced MultisimDocument146 pagesAdvanced MultisimHec Itou75% (4)
- Breaker King Obsolete Book PDFDocument30 pagesBreaker King Obsolete Book PDFPatrick OlmosNo ratings yet
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Basic Digital Signal Processing: Butterworths Basic SeriesFrom EverandBasic Digital Signal Processing: Butterworths Basic SeriesRating: 5 out of 5 stars5/5 (1)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsFrom EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsFrom EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsRating: 4 out of 5 stars4/5 (9)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Safety Theory and Control Technology of High-Speed Train OperationFrom EverandSafety Theory and Control Technology of High-Speed Train OperationRating: 5 out of 5 stars5/5 (2)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataFrom EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo ratings yet
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeFrom EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeRating: 4 out of 5 stars4/5 (9)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- The Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionFrom EverandThe Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionNo ratings yet
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)