You might also like
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- 2 67 1587472886 2.ijmperdjun20202Document12 pages2 67 1587472886 2.ijmperdjun20202TJPRC PublicationsNo ratings yet
- Carbid InsetsDocument3 pagesCarbid InsetsGokulraju RangasamyNo ratings yet
- 1 s2.0 S2212017314001030 Main PDFDocument7 pages1 s2.0 S2212017314001030 Main PDFDrRoja A RNo ratings yet
- Parameter Optimization of Gas Metal Arc Welding Process On AISI: 430 Stainless Steel Using Meta Heuristic Optimization TechniquesDocument26 pagesParameter Optimization of Gas Metal Arc Welding Process On AISI: 430 Stainless Steel Using Meta Heuristic Optimization TechniquesBrajendra PatelNo ratings yet
- Effects of Tool Setting On Tool Cutting Angle On Turning OperationDocument5 pagesEffects of Tool Setting On Tool Cutting Angle On Turning OperationAlexNo ratings yet
- 1 PDFDocument11 pages1 PDFmahendraNo ratings yet
- 41 Ijmperdjun201941Document8 pages41 Ijmperdjun201941TJPRC PublicationsNo ratings yet
- Ijmet 06 09 001Document9 pagesIjmet 06 09 001IAEME PublicationNo ratings yet
- 2 67 1588079784 14ijmperdjun202014Document12 pages2 67 1588079784 14ijmperdjun202014TJPRC PublicationsNo ratings yet
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhNo ratings yet
- Optimization of Friction Stir Welding Parameters To Improve The Mechanical Properties of Dissimilar Aa2024 and Aa6061 Aluminium AlloysDocument8 pagesOptimization of Friction Stir Welding Parameters To Improve The Mechanical Properties of Dissimilar Aa2024 and Aa6061 Aluminium AlloysTJPRC PublicationsNo ratings yet
- Ijmet 07 02 033 PDFDocument14 pagesIjmet 07 02 033 PDFEmmanuel ThomasNo ratings yet
- Ijmet 07 02 033 PDFDocument14 pagesIjmet 07 02 033 PDFEmmanuel ThomasNo ratings yet
- Parametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodDocument6 pagesParametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodTJPRC PublicationsNo ratings yet
- Project Visagan SirDocument13 pagesProject Visagan SirAadhavanNo ratings yet
- Interncionalparametros de CorteDocument7 pagesInterncionalparametros de CorteFernando Michelon MarquesNo ratings yet
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocument11 pagesIjesrt: International Journal of Engineering Sciences & Research TechnologyMohammed EndrisNo ratings yet
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- Evaluation of Bond Quality and Corrosion Resistance of Stainless Steel-Low Carbon Steel Friction Surfaced DepositDocument10 pagesEvaluation of Bond Quality and Corrosion Resistance of Stainless Steel-Low Carbon Steel Friction Surfaced DepositTJPRC PublicationsNo ratings yet
- Evalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantDocument9 pagesEvalution of Surface Finish On Machining of Mild Steel Using High Speed Steel Tool in Lathe With Normal Coolant (Or) Nano Material Added CoolantInternational Organization of Scientific Research (IOSR)No ratings yet
- Improvement in Surface Quality With High Production Rate Using Taguchi Method and GraDocument10 pagesImprovement in Surface Quality With High Production Rate Using Taguchi Method and GraIAEME PublicationNo ratings yet
- Investigation On Mechanical Properties of Welded Aluminium Joints of AA 8011 Using Friction Stir WeldingDocument7 pagesInvestigation On Mechanical Properties of Welded Aluminium Joints of AA 8011 Using Friction Stir WeldingŜħîvěńdra SinghNo ratings yet
- Improvement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingDocument5 pagesImprovement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingIzzah HzmhNo ratings yet
- Experimental Investigation of Face Milling Surface Study On AA1100 by Using VMCDocument7 pagesExperimental Investigation of Face Milling Surface Study On AA1100 by Using VMCIJRASETPublicationsNo ratings yet
- 79IJMPERDJUN201979Document8 pages79IJMPERDJUN201979TJPRC PublicationsNo ratings yet
- Multi Objective Optimization in Turning of EN25 Steel Using Taguchi Based Utility Concept Coupled With Principal Component AnalysisDocument8 pagesMulti Objective Optimization in Turning of EN25 Steel Using Taguchi Based Utility Concept Coupled With Principal Component AnalysisKailash C BhosaleNo ratings yet
- Machining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelDocument8 pagesMachining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelIJRASETPublicationsNo ratings yet
- Effect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationDocument6 pagesEffect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationSourav PatilNo ratings yet
- Ijciet 08 04 223Document10 pagesIjciet 08 04 223IAEME PublicationNo ratings yet
- Machining Performance Enhancement of Brass C360 Alloy Using Taguchi Based Grey Relational Analysis MethodDocument10 pagesMachining Performance Enhancement of Brass C360 Alloy Using Taguchi Based Grey Relational Analysis MethodTJPRC PublicationsNo ratings yet
- AL-SE3510 Servo Type CNC Turret Punching Machine ALLES Offersheet 20210722Document9 pagesAL-SE3510 Servo Type CNC Turret Punching Machine ALLES Offersheet 20210722mehrdadgeminiNo ratings yet
- Design and Analysis of Lead Screw For FixtureDocument7 pagesDesign and Analysis of Lead Screw For FixtureA PPNo ratings yet
- Optimization of Process Parameters Using Taguchi TDocument7 pagesOptimization of Process Parameters Using Taguchi Troopesh1422No ratings yet
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaNo ratings yet
- Manuscript Dms 1Document9 pagesManuscript Dms 1GidNo ratings yet
- Manuscript Dms 2Document9 pagesManuscript Dms 2GidNo ratings yet
- Effect of Cutting Variables On The Surface Finish of Dead Mild Steel (DMS)Document9 pagesEffect of Cutting Variables On The Surface Finish of Dead Mild Steel (DMS)GidNo ratings yet
- Optimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFDocument6 pagesOptimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFSiddharth kumarNo ratings yet
- 860 876 Ramanchandran - Paper New PDFDocument17 pages860 876 Ramanchandran - Paper New PDFSurendar Aravindhan0% (1)
- penerbit,+RPMME+Vol 2+no 1+ (213-222)Document10 pagespenerbit,+RPMME+Vol 2+no 1+ (213-222)phongkhungphuhoi1986No ratings yet
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNo ratings yet
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDocument8 pagesOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- Diamond Tool Wear in Precision Turning of Titanium AlloyDocument6 pagesDiamond Tool Wear in Precision Turning of Titanium Alloyksb819No ratings yet
- Analysis and Optimization of Cutting ParDocument7 pagesAnalysis and Optimization of Cutting Parpintakaning rungssitNo ratings yet
- Paper Rajshahi 1Document6 pagesPaper Rajshahi 1Shantonu Mitra ShantoNo ratings yet
- Effect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyDocument5 pagesEffect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyFikri SiplhoNo ratings yet
- 2 67 1632465738 12ijmperdoct202112Document14 pages2 67 1632465738 12ijmperdoct202112TJPRC PublicationsNo ratings yet
- 5 1510045603 - 07-11-2017 PDFDocument9 pages5 1510045603 - 07-11-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- Project Presentation 3.0Document35 pagesProject Presentation 3.0CH.SUMANTHNo ratings yet
- NCD IcaestDocument6 pagesNCD IcaestNaresh DeshpandeNo ratings yet
- Verification of Johnson-Cook Parameters of Ferritic Stainless Steel by Drilling ProcesDocument9 pagesVerification of Johnson-Cook Parameters of Ferritic Stainless Steel by Drilling ProcesDuslerinalargaNo ratings yet
- V4i2 Ijertv4is020814Document3 pagesV4i2 Ijertv4is020814hari0118No ratings yet
- Sub 1Document6 pagesSub 1Aye Chan AungNo ratings yet
- Effect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8Document5 pagesEffect of Cutting Parameters On MRR and Surface Roughness in Turning EN-8PranowoNo ratings yet
- Design and Analysis of Wheel Head in Cutter and Tool GrinderDocument8 pagesDesign and Analysis of Wheel Head in Cutter and Tool GrinderTJPRC PublicationsNo ratings yet
- Optimization of Machining Parameters During CNC Turning of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)Document8 pagesOptimization of Machining Parameters During CNC Turning of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)Sreejith S NairNo ratings yet
- Theory of Metal Cutting, Metal FormingDocument181 pagesTheory of Metal Cutting, Metal Formingprabhjotbhangal100% (1)
- 3 7 1 4 751 PDFDocument3 pages3 7 1 4 751 PDF39SEAShashi KhatriNo ratings yet
- Injection MoldingDocument80 pagesInjection Molding21P410 - VARUN MNo ratings yet
- UntitledDocument15 pagesUntitled21P410 - VARUN MNo ratings yet
- Jigs, - Fixtures - and - Die - Design - 3Document31 pagesJigs, - Fixtures - and - Die - Design - 321P410 - VARUN MNo ratings yet
- Composite Materials: Constituents ClassificationDocument42 pagesComposite Materials: Constituents Classification21P410 - VARUN MNo ratings yet
- Sensors: Path Planning For Autonomous Mobile Robots: A ReviewDocument29 pagesSensors: Path Planning For Autonomous Mobile Robots: A Review21P410 - VARUN MNo ratings yet
- Reinforcement Material For Composite SystemsDocument27 pagesReinforcement Material For Composite Systems21P410 - VARUN MNo ratings yet
- Centum Acadey: Answer The FollowingDocument2 pagesCentum Acadey: Answer The Following21P410 - VARUN MNo ratings yet
- UntitledDocument18 pagesUntitled21P410 - VARUN MNo ratings yet
- Design of Castings and Selection of Parting LineDocument34 pagesDesign of Castings and Selection of Parting Line21P410 - VARUN MNo ratings yet
- Wa0000.Document18 pagesWa0000.21P410 - VARUN MNo ratings yet
- 19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection MouldsDocument56 pages19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection Moulds21P410 - VARUN MNo ratings yet
- 19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection MouldsDocument54 pages19P602 - Jigs, Fixture and Die Design: Design of Plastic Injection Moulds21P410 - VARUN MNo ratings yet
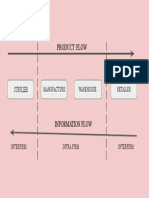
- Product Flow: SupplierDocument1 pageProduct Flow: Supplier21P410 - VARUN MNo ratings yet
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDocument9 pagesSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MNo ratings yet
- Replacement Theory: 20P204 - ASHWIN R 20P217 - Prithivirajan V 20P220 - Vijay Vignesh S 21P402 - Gurumoorthy DDocument20 pagesReplacement Theory: 20P204 - ASHWIN R 20P217 - Prithivirajan V 20P220 - Vijay Vignesh S 21P402 - Gurumoorthy D21P410 - VARUN MNo ratings yet
- QMM Presentation 20P110 Logesswaran TsDocument2 pagesQMM Presentation 20P110 Logesswaran Ts21P410 - VARUN MNo ratings yet
- Point of Sales Data - Benefits Supply Chain Efficiency: B.E PRODUCTION 2020 - 2024 PSG College of TechnologyDocument3 pagesPoint of Sales Data - Benefits Supply Chain Efficiency: B.E PRODUCTION 2020 - 2024 PSG College of Technology21P410 - VARUN MNo ratings yet
- UntitledDocument1 pageUntitled21P410 - VARUN MNo ratings yet
- Untitled DocumentDocument8 pagesUntitled Document21P410 - VARUN MNo ratings yet
- Point of Sales Data - Benefits Supply Chain Efficiency: B.E PRODUCTION 2020 - 2024 PSG College of TechnologyDocument3 pagesPoint of Sales Data - Benefits Supply Chain Efficiency: B.E PRODUCTION 2020 - 2024 PSG College of Technology21P410 - VARUN MNo ratings yet
- Assignment PresentationDocument15 pagesAssignment Presentation21P410 - VARUN MNo ratings yet
- Case Study On Single Factor Experiment: 20P117 - Ramanathan JDocument3 pagesCase Study On Single Factor Experiment: 20P117 - Ramanathan J21P410 - VARUN MNo ratings yet
- Linear Regression-IIDocument17 pagesLinear Regression-II21P410 - VARUN MNo ratings yet
- Operations Management: Chapter 11 - Supply-Chain ManagementDocument22 pagesOperations Management: Chapter 11 - Supply-Chain ManagementVH DocsNo ratings yet
- Roll NO Name NODocument2 pagesRoll NO Name NO21P410 - VARUN MNo ratings yet
- 19P612 Supply Chain Management: Done By: 20P122 - Sasi Venkataramanan GDocument5 pages19P612 Supply Chain Management: Done By: 20P122 - Sasi Venkataramanan G21P410 - VARUN MNo ratings yet
- PSG College of Technology: Selvaganesan P Be Prod 6 13/03/2023 FN To 14/03/2023 AN 15/03/2023Document1 pagePSG College of Technology: Selvaganesan P Be Prod 6 13/03/2023 FN To 14/03/2023 AN 15/03/202321P410 - VARUN MNo ratings yet
- Varun M: Mission and VisionDocument2 pagesVarun M: Mission and Vision21P410 - VARUN MNo ratings yet
- UntitledDocument3 pagesUntitled21P410 - VARUN MNo ratings yet
- YZJ2015-2223-SED 轴接地 - FinalDocument18 pagesYZJ2015-2223-SED 轴接地 - Finalmarine ShanghaiNo ratings yet
- Danfoss 120U1871 CatalogDocument60 pagesDanfoss 120U1871 CatalogCarlos D LicetNo ratings yet
- MAK4462 Machine - Tools Lecture - Notes 3Document126 pagesMAK4462 Machine - Tools Lecture - Notes 3muhammet çalımNo ratings yet
- Step by Step Methods For WRC 107 and WRC 297 Checking in Caesar IIDocument7 pagesStep by Step Methods For WRC 107 and WRC 297 Checking in Caesar IIaap1No ratings yet
- Thermodynamics and Entropy Eng ItaDocument40 pagesThermodynamics and Entropy Eng ItaLeonardo RubinoNo ratings yet
- MAK205 HW3 Ans PDFDocument6 pagesMAK205 HW3 Ans PDFUlises Alexander Oliver BetanzNo ratings yet
- Failure of Materials in Mechanical Design PDFDocument2 pagesFailure of Materials in Mechanical Design PDFJohn0% (6)
- A Review On How A Perpetual Motion Machine GeneratDocument8 pagesA Review On How A Perpetual Motion Machine GeneratSaleem AbbasNo ratings yet
- Industrial Electronics Motor ControlsDocument65 pagesIndustrial Electronics Motor ControlsOnofre Algara Jr.No ratings yet
- Decanter Centrifuges - 2021 - BrochureDocument58 pagesDecanter Centrifuges - 2021 - BrochureCentrifugal SeparatorNo ratings yet
- Chip Formation 2Document8 pagesChip Formation 2Ebrahim Abdullah HanashNo ratings yet
- Design of Suspension System For Formula StudentDocument13 pagesDesign of Suspension System For Formula StudentfilipCARbovaNo ratings yet
- Dorman BrakeDocument281 pagesDorman BrakeFAKESIGNUPACCOUNTNo ratings yet
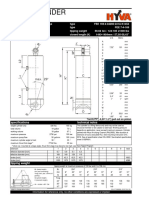
- Cilindro HidraulicoDocument1 pageCilindro HidraulicoEnrique Escobar LozanoNo ratings yet
- Quiz 1-10 Minutes: Hoisting System?Document40 pagesQuiz 1-10 Minutes: Hoisting System?fabianandres23100% (1)
- Stress Distribution Within Circular Cylinders in CompressionDocument12 pagesStress Distribution Within Circular Cylinders in CompressionNabil Dhiya UlhaqNo ratings yet
- Arches - ProblemsDocument14 pagesArches - Problemsjampanivenkat8No ratings yet
- 7826/2, Nai Basti, Bara Hindu Rao, Delhi-110006 9310437878, 7532096840, 9210095968Document9 pages7826/2, Nai Basti, Bara Hindu Rao, Delhi-110006 9310437878, 7532096840, 9210095968raj sahilNo ratings yet
- Boilers - ClassificationDocument77 pagesBoilers - Classificationkabbilaash kumarNo ratings yet
- Volvo Penta Inboard Diesel: Technical DataDocument2 pagesVolvo Penta Inboard Diesel: Technical DataRune SkigelstrandNo ratings yet
- ULTRA MEGA COMPI ADONIS SHORT With Rowen PDFDocument80 pagesULTRA MEGA COMPI ADONIS SHORT With Rowen PDFLaurenze SariNo ratings yet
- IX. Syllabus:: Text BooksDocument1 pageIX. Syllabus:: Text BookscnjoyusNo ratings yet
- Index 2015 Gas-TurbinesDocument20 pagesIndex 2015 Gas-TurbinesAbdo SyNo ratings yet
- Delo Protection For Surface Mining Equipment: Hydraulic SystemDocument1 pageDelo Protection For Surface Mining Equipment: Hydraulic SystemflyinzeskyNo ratings yet
- Shell and Tube Evaporators and Condensers From Servicefirst: Rsp-Prc019-En October 2002Document24 pagesShell and Tube Evaporators and Condensers From Servicefirst: Rsp-Prc019-En October 2002AungThawNyeinChanNo ratings yet
- Steel Rafter Section For Eave Roof Section ReductionsDocument25 pagesSteel Rafter Section For Eave Roof Section ReductionsJanaka KarunarathnaNo ratings yet
- Homework of Bernoulli EqDocument8 pagesHomework of Bernoulli EqSinggih OktavianNo ratings yet
- Nicrofer 3220 3220h eDocument15 pagesNicrofer 3220 3220h eKevinCollinNo ratings yet
- Auto Math Formulas - AutomobileDocument25 pagesAuto Math Formulas - AutomobileAnonymous QiMB2lBCJLNo ratings yet
- SM-6-2017 DefDocument6 pagesSM-6-2017 DefazizNo ratings yet