You might also like
- Mass Transfer Ass 2 BakhtawarDocument7 pagesMass Transfer Ass 2 BakhtawarHasieb Alam KhanNo ratings yet
- Reverse Osmosis Treatment of Drinking WaterFrom EverandReverse Osmosis Treatment of Drinking WaterRating: 3.5 out of 5 stars3.5/5 (4)
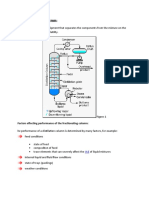
- Factors Effecting Performance of The Fractionating ColumnDocument4 pagesFactors Effecting Performance of The Fractionating ColumnHasieb Alam KhanNo ratings yet
- Inertization and Fire SafetyDocument19 pagesInertization and Fire SafetysaikumarNo ratings yet
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Distillation Operation DifficultiesDocument7 pagesDistillation Operation DifficultiesSekar ChadarwatiNo ratings yet
- Working Guide to Reservoir Rock Properties and Fluid FlowFrom EverandWorking Guide to Reservoir Rock Properties and Fluid FlowRating: 3 out of 5 stars3/5 (1)
- Distillation ColumnsDocument6 pagesDistillation ColumnsSK ChuaNo ratings yet
- Hydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedFrom EverandHydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedNo ratings yet
- Lec-13 - Batch DistillationDocument26 pagesLec-13 - Batch DistillationsamrahamidNo ratings yet
- Process Engineering: Facts, Fiction and FablesFrom EverandProcess Engineering: Facts, Fiction and FablesRating: 3 out of 5 stars3/5 (2)
- Article Properly Size Control Valves Fisher en 38152Document4 pagesArticle Properly Size Control Valves Fisher en 38152Sergio Andres Villate UlloaNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Distillation Column and ApplicationDocument59 pagesDistillation Column and ApplicationMahmoud HagagNo ratings yet
- Adverse Vapour Flow ConditionsDocument3 pagesAdverse Vapour Flow ConditionsSana HajriNo ratings yet
- Notes For Selection of ALR TypeDocument4 pagesNotes For Selection of ALR TypeAntoinette ChuaNo ratings yet
- Separation Offshore Sur Vey - Design/redesign of Gravity SeparatorsDocument4 pagesSeparation Offshore Sur Vey - Design/redesign of Gravity SeparatorsNaeem HussainNo ratings yet
- Distillation and BoilerDocument11 pagesDistillation and Boilercarleston thurgoodNo ratings yet
- Distillation TowwerDocument154 pagesDistillation TowwerAmmar HashimNo ratings yet
- Good Practices in Tray DesignDocument7 pagesGood Practices in Tray Designmehul10941100% (2)
- An INTRODUCTION TO CONTROL VALVES and FLUID FLOWDocument18 pagesAn INTRODUCTION TO CONTROL VALVES and FLUID FLOWPedro Augusto Ribeiro MartinsNo ratings yet
- Advanced Fluid Mechanics Pipe NetworksDocument50 pagesAdvanced Fluid Mechanics Pipe NetworksHuzaifa Iftikhar CHNo ratings yet
- How a Pre-Cleaner System Operates and Impacts Palm Oil Mill PerformanceDocument8 pagesHow a Pre-Cleaner System Operates and Impacts Palm Oil Mill PerformanceKhairi MohammadNo ratings yet
- Distillation Column Tray HydraulicsDocument29 pagesDistillation Column Tray HydraulicsSubhasish Mitra100% (7)
- Hot Water Circulation - Designers Guide PDFDocument3 pagesHot Water Circulation - Designers Guide PDFAntonio LebrunNo ratings yet
- Distillation: Definition & Purpose Operating Principles Ideal StagesDocument5 pagesDistillation: Definition & Purpose Operating Principles Ideal StagesIffatNo ratings yet
- Entrainment Issues in Vacuum Column Flash ZonesDocument10 pagesEntrainment Issues in Vacuum Column Flash ZonesZangNo ratings yet
- Introduction 01Document8 pagesIntroduction 01Rajath ShettyNo ratings yet
- Operating Problems With Trays SolvedDocument57 pagesOperating Problems With Trays Solvedsadaf munirNo ratings yet
- Waterflooding PDFDocument8 pagesWaterflooding PDFVishal RanaNo ratings yet
- Engineers Guide to Column Effects (40Document5 pagesEngineers Guide to Column Effects (40Anonymous Ov6SPCmNo ratings yet
- BSChE-4 Document Compares Common Distillation Tray TypesDocument10 pagesBSChE-4 Document Compares Common Distillation Tray Typeselha e. maruquinNo ratings yet
- Kettle Type Reboiler WorkingDocument7 pagesKettle Type Reboiler WorkingCepi Sindang KamulanNo ratings yet
- Lab 2 - Distillation Column CompleteDocument18 pagesLab 2 - Distillation Column CompleteHadiChan100% (1)
- Selection, Sizing, and Operation of Control Valves For Gases and LiquidsDocument7 pagesSelection, Sizing, and Operation of Control Valves For Gases and LiquidsAshish ShahNo ratings yet
- Everything You Need to Know About Flooding, Priming, Coning, and Weeping in TowersDocument4 pagesEverything You Need to Know About Flooding, Priming, Coning, and Weeping in TowersRahul ChandrawarNo ratings yet
- Ahmed Deyab: Senior Process Engineer Process Simulation ConsultantDocument154 pagesAhmed Deyab: Senior Process Engineer Process Simulation ConsultantHamza AliNo ratings yet
- Instrumentation and Control of Distillation TowersDocument20 pagesInstrumentation and Control of Distillation TowersHenry OkoyeNo ratings yet
- Basic Terms of The Trade: 1. Flow Coefficient (C)Document4 pagesBasic Terms of The Trade: 1. Flow Coefficient (C)shahganNo ratings yet
- 2015 2016 Study The Effect of Sulfur Content, Pressure and TemperatureDocument26 pages2015 2016 Study The Effect of Sulfur Content, Pressure and TemperatureHomam MohammadNo ratings yet
- New Microsoft Office Word DocumentDocument15 pagesNew Microsoft Office Word DocumentSwapnil RaulNo ratings yet
- Troubleshooting FCC Unit Circulation and Fluidization ProblemsDocument4 pagesTroubleshooting FCC Unit Circulation and Fluidization Problemssaleh4060No ratings yet
- Somelikeithot 1 1Document4 pagesSomelikeithot 1 1Ahmed SalahNo ratings yet
- Industrial Process Control: Control of Distillation TowersDocument20 pagesIndustrial Process Control: Control of Distillation TowersAmeya DalviNo ratings yet
- Chapter 1 & 2 - Introduction & Microscopic Displacement of Fluids in ReservoirDocument43 pagesChapter 1 & 2 - Introduction & Microscopic Displacement of Fluids in ReservoirAfiqah Che MatNo ratings yet
- Distil at Ion MaterialDocument17 pagesDistil at Ion MaterialUmang V ShahNo ratings yet
- Drilling Fluids: AUTHOR: Eder Daniel Guerra RodeaDocument15 pagesDrilling Fluids: AUTHOR: Eder Daniel Guerra RodeaEder Daniel Guerra RodeaNo ratings yet
- Valve PDFDocument18 pagesValve PDFDipakkumarNo ratings yet
- DistillationDocument2 pagesDistillationarun kumarNo ratings yet
- Column Hydraulics NotesDocument4 pagesColumn Hydraulics NotessatishchemengNo ratings yet
- Heat Transfer EnhancementDocument3 pagesHeat Transfer EnhancementSyuk Yg TerpesonaNo ratings yet
- Fuzzy Logic Controller Optimizes Floatation Column ProcessDocument13 pagesFuzzy Logic Controller Optimizes Floatation Column ProcessFabian ArandaNo ratings yet
- Factors affecting distillation column operationDocument13 pagesFactors affecting distillation column operationAnita PanthiNo ratings yet
- Chapter 7.1 DistillationDocument63 pagesChapter 7.1 Distillationamira nabillaNo ratings yet
- What Is Meant by Vapor and Liquid LoadingDocument5 pagesWhat Is Meant by Vapor and Liquid LoadingSushant PaiNo ratings yet
- Drilling FluidsDocument15 pagesDrilling FluidsEder Daniel Guerra Rodea100% (1)
- Lab Report 4 Group 4Document19 pagesLab Report 4 Group 42023389329No ratings yet
- 3 Liquid LiquidDocument4 pages3 Liquid Liquidsuruchi shrivastavaNo ratings yet
- Production of Alcohol From Sugar Beet Molasses Without Heat or Filter SterilizationDocument4 pagesProduction of Alcohol From Sugar Beet Molasses Without Heat or Filter SterilizationEngr Ghulam SarwarNo ratings yet
- Ethanol Production From Various Feedstocks in Sugar Process - EthDocument20 pagesEthanol Production From Various Feedstocks in Sugar Process - EthEngr Ghulam SarwarNo ratings yet
- Yeast Selection Guide for Top Wine FermentationDocument8 pagesYeast Selection Guide for Top Wine FermentationEngr Ghulam SarwarNo ratings yet
- 371 HW 03 SDocument7 pages371 HW 03 Sطريخم المشتاقNo ratings yet
- Fuel Alcohol Production A Survey of Operating Systems 1981Document51 pagesFuel Alcohol Production A Survey of Operating Systems 1981Engr Ghulam SarwarNo ratings yet
- Adding Value To Bananas:: Progress Report To The Rockefeller FoundationDocument55 pagesAdding Value To Bananas:: Progress Report To The Rockefeller FoundationJamshed TalpurNo ratings yet
- Sustainable BiofuelsDocument90 pagesSustainable BiofuelsprimallymhaNo ratings yet
- Banana Peel: A Green and Economical Sorbent For CR (III) RemovalDocument6 pagesBanana Peel: A Green and Economical Sorbent For CR (III) RemovalEngr Ghulam SarwarNo ratings yet
- Alcohol Industry in IndiaDocument9 pagesAlcohol Industry in IndiaashurebelNo ratings yet
- 1Document4 pages1Engr Ghulam SarwarNo ratings yet
- Hydropower: The Hashemite UniversityDocument24 pagesHydropower: The Hashemite Universityلينا جودةNo ratings yet
- XG AC DC Annual Maint ScheduleDocument28 pagesXG AC DC Annual Maint ScheduleAnonymous YPx8ss48No ratings yet
- Q4 LESSON 3 (Fire Hazards)Document15 pagesQ4 LESSON 3 (Fire Hazards)WhySoSerious?No ratings yet
- Heat Capacity of GasesDocument9 pagesHeat Capacity of Gasesismail100% (1)
- Free Lime Determination ClinkerDocument2 pagesFree Lime Determination ClinkerfoxmancementNo ratings yet
- Brazo TB PDFDocument67 pagesBrazo TB PDFRimbertNo ratings yet
- Gaco (340821eneu Aa)Document158 pagesGaco (340821eneu Aa)Yohanes DaiNo ratings yet
- Electron Energy and LightDocument6 pagesElectron Energy and LightYuxin (Janice) ZhuNo ratings yet
- MTU Data SheetDocument2 pagesMTU Data SheetBidonsBidonsNo ratings yet
- Coil design and fabrication basicsDocument12 pagesCoil design and fabrication basicsMd MaoyafikuddinNo ratings yet
- FW Utility Boiler PDFDocument12 pagesFW Utility Boiler PDFChandan AulakhNo ratings yet
- Development Project of The Port of NacalaDocument18 pagesDevelopment Project of The Port of Nacalajoao carlos protzNo ratings yet
- Puteri Basement-1Document11 pagesPuteri Basement-1WaiHong OhNo ratings yet
- Vestas safety training introductionDocument8 pagesVestas safety training introductionadrianNo ratings yet
- Tac, Fire Protection ManulDocument81 pagesTac, Fire Protection ManulVijay PatelNo ratings yet
- 21 60 60Document21 pages21 60 60Jonas NettoNo ratings yet
- Service Manual (Wallmounted)Document10 pagesService Manual (Wallmounted)U Kyaw San OoNo ratings yet
- 600 Controller User's Manual Software Version 4.0xDocument30 pages600 Controller User's Manual Software Version 4.0xDeivis Javier Conrado OrtegaNo ratings yet
- BAB 7. Mechanical PropertiesDocument63 pagesBAB 7. Mechanical PropertiesRissaNo ratings yet
- IEC 60364-4-42 Ed 3Document12 pagesIEC 60364-4-42 Ed 3Сергей ОблакевичNo ratings yet
- Technical ManualDocument28 pagesTechnical Manualrohitzoom100% (3)
- Sunglow SG1212 2424Document16 pagesSunglow SG1212 2424ibrargrtNo ratings yet
- Service Manual Ve d12Document32 pagesService Manual Ve d12ramsi17100% (1)
- Flexicoking ProcessDocument4 pagesFlexicoking ProcessJHONNY100% (2)
- Soft Switching INVERTER For Induction HeatingDocument22 pagesSoft Switching INVERTER For Induction HeatingBhushan Mandval100% (1)
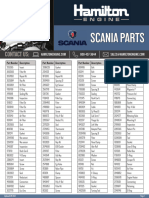
- Scania Diesel Engine Parts CatalogDocument3 pagesScania Diesel Engine Parts CatalogTarek MassimoNo ratings yet
- Engine HistoryDocument10 pagesEngine HistoryFelipe SierraNo ratings yet
- Bosch Dishwasher SMU50M05AU User ManualDocument38 pagesBosch Dishwasher SMU50M05AU User Manualgedaso100% (1)
- Boost Water Pressure 120m with 5 Duty 2 Standby Vertical Turbine PumpsDocument3 pagesBoost Water Pressure 120m with 5 Duty 2 Standby Vertical Turbine PumpsAS V KameshNo ratings yet
- Implementing Restricted Governor Mode of OperationDocument25 pagesImplementing Restricted Governor Mode of OperationSatish Kumar100% (5)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)
- Sully: The Untold Story Behind the Miracle on the HudsonFrom EverandSully: The Untold Story Behind the Miracle on the HudsonRating: 4 out of 5 stars4/5 (103)
- Hero Found: The Greatest POW Escape of the Vietnam WarFrom EverandHero Found: The Greatest POW Escape of the Vietnam WarRating: 4 out of 5 stars4/5 (19)
- The Fabric of Civilization: How Textiles Made the WorldFrom EverandThe Fabric of Civilization: How Textiles Made the WorldRating: 4.5 out of 5 stars4.5/5 (57)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaFrom EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo ratings yet
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationFrom EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationRating: 4.5 out of 5 stars4.5/5 (46)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)
- The Weather Machine: A Journey Inside the ForecastFrom EverandThe Weather Machine: A Journey Inside the ForecastRating: 3.5 out of 5 stars3.5/5 (31)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- The Quiet Zone: Unraveling the Mystery of a Town Suspended in SilenceFrom EverandThe Quiet Zone: Unraveling the Mystery of a Town Suspended in SilenceRating: 3.5 out of 5 stars3.5/5 (23)
- The End of Craving: Recovering the Lost Wisdom of Eating WellFrom EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellRating: 4.5 out of 5 stars4.5/5 (80)
- 35 Miles From Shore: The Ditching and Rescue of ALM Flight 980From Everand35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Rating: 4 out of 5 stars4/5 (21)
- Recording Unhinged: Creative and Unconventional Music Recording TechniquesFrom EverandRecording Unhinged: Creative and Unconventional Music Recording TechniquesNo ratings yet
- Pale Blue Dot: A Vision of the Human Future in SpaceFrom EverandPale Blue Dot: A Vision of the Human Future in SpaceRating: 4.5 out of 5 stars4.5/5 (586)
- The Path Between the Seas: The Creation of the Panama Canal, 1870-1914From EverandThe Path Between the Seas: The Creation of the Panama Canal, 1870-1914Rating: 4.5 out of 5 stars4.5/5 (124)
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (241)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseFrom EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseRating: 3.5 out of 5 stars3.5/5 (12)
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4.5 out of 5 stars4.5/5 (4)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreFrom EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreRating: 4.5 out of 5 stars4.5/5 (33)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureFrom EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureRating: 5 out of 5 stars5/5 (125)