You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Vulcan Industrial Engineering Co. Pvt. LTDDocument3 pagesVulcan Industrial Engineering Co. Pvt. LTDk koradiaNo ratings yet
- Vulcan steel alloy specificationsDocument4 pagesVulcan steel alloy specificationsk koradiaNo ratings yet
- WELDING SPREADER Electrode KALMAR PDFDocument1 pageWELDING SPREADER Electrode KALMAR PDFArtin HykoNo ratings yet
- Overcord R12: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageOvercord R12: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- S235JR Sau OL 37Document1 pageS235JR Sau OL 37Pișta GonzalesNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- 70cuni TigDocument3 pages70cuni TigGiannhs SeitaridhsNo ratings yet
- P91 - Modified 9crmo: Data SheetDocument7 pagesP91 - Modified 9crmo: Data SheetpbanerjeeNo ratings yet
- Quality C10E: Lucefin GroupDocument3 pagesQuality C10E: Lucefin Grouptuananh638No ratings yet
- Quality C10E: Lucefin GroupDocument3 pagesQuality C10E: Lucefin Grouptuananh638No ratings yet
- Gear Lecturers2 - 10Document17 pagesGear Lecturers2 - 10Muhammad WaqasNo ratings yet
- Supercito (E 42 5 B 32 h5)Document1 pageSupercito (E 42 5 B 32 h5)brunizzaNo ratings yet
- SUPERCITO MMA Electrodes for Structural and Heavy WorkDocument1 pageSUPERCITO MMA Electrodes for Structural and Heavy Workantonio111aNo ratings yet
- FPO22001 ASME Filer Metal Data SheetDocument5 pagesFPO22001 ASME Filer Metal Data Sheetyousab creator2No ratings yet
- S355JRDocument2 pagesS355JRThanh NguyenNo ratings yet
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanNo ratings yet
- 41 CR 4Document2 pages41 CR 4Jhon ChitNo ratings yet
- Tenax 35S (E 42 5 B 32 H5)Document1 pageTenax 35S (E 42 5 B 32 H5)brunizzaNo ratings yet
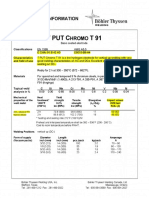
- T PUT Chromo T91Document1 pageT PUT Chromo T91Ahmed GamalNo ratings yet
- High-alloy creep resistant stick electrode for 9% Cr steelsDocument1 pageHigh-alloy creep resistant stick electrode for 9% Cr steelsmisthahNo ratings yet
- Supercito E: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageSupercito E: MMA Electrodes C-MN and Low-Alloy Steelsantonio111aNo ratings yet
- Everything You Need to Know About Corten Steel Grades and SpecificationsDocument8 pagesEverything You Need to Know About Corten Steel Grades and SpecificationsadihindNo ratings yet
- Steel Grade: General InformationDocument2 pagesSteel Grade: General InformationGopi KrishnanNo ratings yet
- Quality steel E295 technical data sheetDocument1 pageQuality steel E295 technical data sheetNunoAfonsoNo ratings yet
- XC 38 H 1Document1 pageXC 38 H 1smith willNo ratings yet
- Tenax 88s HR (E 50 6 Mn1ni B 32 h5)Document1 pageTenax 88s HR (E 50 6 Mn1ni B 32 h5)brunizzaNo ratings yet
- Sandvik 254 SMO Datasheet for Seamless Tube and PipeDocument9 pagesSandvik 254 SMO Datasheet for Seamless Tube and PipeReadersmoNo ratings yet
- 1%Ni Low Alloy Steel for Improved ToughnessDocument4 pages1%Ni Low Alloy Steel for Improved Toughnessmohamed AdelNo ratings yet
- 02112015000000B - Boehler FOX EV 70 - CeDocument1 page02112015000000B - Boehler FOX EV 70 - CeOPAZOSCNo ratings yet
- 1564 Fox Ev 85 ElettrodoDocument1 page1564 Fox Ev 85 ElettrodoAminNo ratings yet
- 303 Spec SheetDocument2 pages303 Spec SheetYankMulya MusaNo ratings yet
- En 10028 P355GHDocument2 pagesEn 10028 P355GHEvriMert RüzgArdaNo ratings yet
- 03112015000000B - Boehler FOX NiCr 70 NB - CeDocument1 page03112015000000B - Boehler FOX NiCr 70 NB - CeFlori MovNo ratings yet
- Conarc 49C: Basic ElectrodeDocument2 pagesConarc 49C: Basic ElectrodeMark Williams100% (1)
- CF10MC (1.4571)Document3 pagesCF10MC (1.4571)Gilcimar Cavalcante GilcimarNo ratings yet
- WeldingDocument1 pageWeldingNNo ratings yet
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningDocument4 pagesFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaNo ratings yet
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- S355 Material DatasheetDocument1 pageS355 Material DatasheetCarlos LopezNo ratings yet
- Equivalent TableDocument1 pageEquivalent Tableliamcs88% (8)
- Cold Rolled 2010 DUNAFER HungriaDocument12 pagesCold Rolled 2010 DUNAFER HungriaBeatriz RizzoNo ratings yet
- En 10139Document2 pagesEn 10139releone11No ratings yet
- 11 SMN PB 30Document1 page11 SMN PB 30kgkganesh8116No ratings yet
- Quality 102Cr6: Lucefin GroupDocument1 pageQuality 102Cr6: Lucefin GroupPaulo ZechinNo ratings yet
- 41Cr4 Chemical PDFDocument2 pages41Cr4 Chemical PDFGayathriRajasekaranNo ratings yet
- B - Boehler DMO-IG - Ss - en - 5 PDFDocument1 pageB - Boehler DMO-IG - Ss - en - 5 PDFDimitris NikouNo ratings yet
- Tempering Conditions For 30CrNiMo8Document2 pagesTempering Conditions For 30CrNiMo8madyeNo ratings yet
- CR Mo 4Document2 pagesCR Mo 4Mohsen ParpinchiNo ratings yet
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNo ratings yet
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- Chemical Composition (In Weight %) : Specification SheetDocument6 pagesChemical Composition (In Weight %) : Specification SheetGusti CahyonoNo ratings yet
- Quality 39nicrmo3: Lucefin GroupDocument2 pagesQuality 39nicrmo3: Lucefin Groupmarko9292No ratings yet
- 9Cr - 1mo Modified With V, NB, and N.: OdificationDocument1 page9Cr - 1mo Modified With V, NB, and N.: OdificationAshok RajNo ratings yet
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- W0 AD 2000 Merkblatt W0 GeneralDocument4 pagesW0 AD 2000 Merkblatt W0 GeneraluallidoNo ratings yet
- AD 2000 D 2000 2000 2000 000 00 0-Merkblatt Erkblatt Rkblatt Kblatt Blatt Latt Att TTTDocument8 pagesAD 2000 D 2000 2000 2000 000 00 0-Merkblatt Erkblatt Rkblatt Kblatt Blatt Latt Att TTTk koradiaNo ratings yet
- DRW - 14 156484651Document1 pageDRW - 14 156484651k koradiaNo ratings yet
- Forged Part Dimension Tolerance ChartDocument1 pageForged Part Dimension Tolerance Chartk koradiaNo ratings yet
- DRW - 12 156484651Document1 pageDRW - 12 156484651k koradiaNo ratings yet
- Drawing 1Document1 pageDrawing 1k koradiaNo ratings yet
- DRW - 14 156484651Document1 pageDRW - 14 156484651k koradiaNo ratings yet
- Drawing 4 112120141755Document1 pageDrawing 4 112120141755k koradiaNo ratings yet
- Drawing 2 112120Document1 pageDrawing 2 112120k koradiaNo ratings yet
- Drawing 5 112120141754838Document1 pageDrawing 5 112120141754838k koradiaNo ratings yet
- UltraSol® 2 CatalogDocument44 pagesUltraSol® 2 CatalogMisterTeo100% (1)
- Aints Namels and Arnishes: ClassificationDocument10 pagesAints Namels and Arnishes: ClassificationFortiter FysproNo ratings yet
- Chemistry of Noble GasesDocument26 pagesChemistry of Noble GasesjaqNo ratings yet
- PERSONAL DATA PROFILEDocument20 pagesPERSONAL DATA PROFILEantonioNo ratings yet
- Sample Bill of Materials For ConstructionDocument33 pagesSample Bill of Materials For ConstructionDarren Dela Cruz67% (3)
- JEE MAINS - Test 09 - Solution Notes (Chemistry) - JEE MAINS - Test 09 Solution Notes (Chemistry)Document32 pagesJEE MAINS - Test 09 - Solution Notes (Chemistry) - JEE MAINS - Test 09 Solution Notes (Chemistry)Mohit SuaradkarNo ratings yet
- Synperonic-T-1301 TdsDocument1 pageSynperonic-T-1301 TdsLuigi NicoraNo ratings yet
- FMDS0830Document9 pagesFMDS0830hh0% (1)
- The Stabilization of L-Ascorbic Acid in Aqueous Solution and Water-In-Oil-In-Water Double Emulsion by Controlling PH and Electrolyte ConcentrationDocument12 pagesThe Stabilization of L-Ascorbic Acid in Aqueous Solution and Water-In-Oil-In-Water Double Emulsion by Controlling PH and Electrolyte ConcentrationTi MaNo ratings yet
- TD Sba Piece 1&2Document9 pagesTD Sba Piece 1&2Omario McdonaldNo ratings yet
- FormulaShell SAE 10W 40 Motor Oil DatasheetDocument3 pagesFormulaShell SAE 10W 40 Motor Oil DatasheetAnonymous YjoCCKNo ratings yet
- List of Declarable Substances and Threshold LevelsDocument11 pagesList of Declarable Substances and Threshold LevelsSUDARSHAN dAWNo ratings yet
- 6211 MetanoDocument3 pages6211 MetanoPenelope MeloNo ratings yet
- M2502 Rev1Document2 pagesM2502 Rev1Pablo GonzalesNo ratings yet
- Pyinnyar Dagon Private SchoolDocument2 pagesPyinnyar Dagon Private SchoolYamin AungNo ratings yet
- Quality of Work Life KesoramDocument76 pagesQuality of Work Life KesoramyourstruelyudayNo ratings yet
- Steel Plates For ShipbuildingDocument12 pagesSteel Plates For ShipbuildingKYAW SOENo ratings yet
- Additeve-Manufacturing Am-420s 20-53 3046hogDocument2 pagesAdditeve-Manufacturing Am-420s 20-53 3046hoggersomNo ratings yet
- Paint Usage Details (IMP)Document6 pagesPaint Usage Details (IMP)Nabeel ShamshadNo ratings yet
- 10.short Questions and AnswersDocument41 pages10.short Questions and Answersananda narayanan100% (1)
- Analysis of Geopolymer Concrete ColumnsDocument10 pagesAnalysis of Geopolymer Concrete ColumnsRodick AndyNo ratings yet
- Rheology of suspensions and emulsions in pharmaceutical preparationsDocument17 pagesRheology of suspensions and emulsions in pharmaceutical preparationsHaroon Rahim100% (3)
- P Block G 13 & 14 (Quick Recep)Document11 pagesP Block G 13 & 14 (Quick Recep)Anant JainNo ratings yet
- Physical and Chemical Properties of Water2Document41 pagesPhysical and Chemical Properties of Water2أبو أسامة حمديNo ratings yet
- Dry ProcessDocument11 pagesDry ProcessArunika OronnoNo ratings yet
- AI279140707296en US0101Document2 pagesAI279140707296en US0101mohamadhosein mohamadiNo ratings yet
- C553Document4 pagesC553polybondNo ratings yet
- APAR INDUSTRIES LTD. PRE-INSPECTION TEST REPORTDocument4 pagesAPAR INDUSTRIES LTD. PRE-INSPECTION TEST REPORTDIPAKNo ratings yet
- Appropriate Building Technology Lecture 4Document19 pagesAppropriate Building Technology Lecture 4Nahum HabtamuNo ratings yet
- PT Nipsea Paint and Chemicals Price List - Cat Dekoratif Ready Mix Indonesia Effective Per 17 September 2022Document12 pagesPT Nipsea Paint and Chemicals Price List - Cat Dekoratif Ready Mix Indonesia Effective Per 17 September 2022Ade Ihsan MaulanaNo ratings yet