You might also like
- CAN and FPGA Communication Engineering: Implementation of a CAN Bus based Measurement System on an FPGA Development KitFrom EverandCAN and FPGA Communication Engineering: Implementation of a CAN Bus based Measurement System on an FPGA Development KitNo ratings yet
- Petronas Technical Standards: Filters For Removing Particles From Hydroprocesser Feeds - Type Selection and Design RulesDocument46 pagesPetronas Technical Standards: Filters For Removing Particles From Hydroprocesser Feeds - Type Selection and Design Rulesahmadreza777No ratings yet
- PTS 31.38.01.15a - Piping Classes - Exploration and Production PDFDocument43 pagesPTS 31.38.01.15a - Piping Classes - Exploration and Production PDFNguyễn Văn Tây91% (11)
- Petronas Technical Standards: Piping Classes - Refining and ChemicalsDocument63 pagesPetronas Technical Standards: Piping Classes - Refining and ChemicalsĐạt TrầnNo ratings yet
- Dehydration Deoiling Manual PDFDocument344 pagesDehydration Deoiling Manual PDFLord Krsnik100% (1)
- 31244931 (1)Document12 pages31244931 (1)Salman KhanNo ratings yet
- Petronas Technical Standards: Operator Training Simulator (Ots) System Project ExecutionDocument15 pagesPetronas Technical Standards: Operator Training Simulator (Ots) System Project Executionahmadreza777100% (1)
- 34242631Document12 pages34242631allouche_abdNo ratings yet
- Petronas Technical Standards: Operator Training Simulator (Ots) System Itb and Fds Document Technical SpecificationsDocument43 pagesPetronas Technical Standards: Operator Training Simulator (Ots) System Itb and Fds Document Technical Specificationsahmadreza777No ratings yet
- Petronas Technical StandardsDocument44 pagesPetronas Technical StandardsĐạt TrầnNo ratings yet
- Petronas Technical Standards: Standard Forms (Binder)Document160 pagesPetronas Technical Standards: Standard Forms (Binder)adamNo ratings yet
- External Fusion-Bonded Epoxy Powder Coating For Linepipe PDFDocument31 pagesExternal Fusion-Bonded Epoxy Powder Coating For Linepipe PDFTerry Breaux100% (1)
- Petronas Technical Standards: Requisition (Binder)Document425 pagesPetronas Technical Standards: Requisition (Binder)adam100% (1)
- Petronas Technical Standards: Petronas Risk Based Inspection (Prbi) ImplementationDocument43 pagesPetronas Technical Standards: Petronas Risk Based Inspection (Prbi) Implementationahmadreza777No ratings yet
- Aug 2011Document10 pagesAug 2011c_nghia100% (2)
- Weldable Structural SteelDocument22 pagesWeldable Structural SteelSam LowNo ratings yet
- Petronas Technical Standards: Health, Safety and EnvironmentDocument93 pagesPetronas Technical Standards: Health, Safety and EnvironmentAlan DaxxNo ratings yet
- PTS 32.31.09.31 Instru For Package Equip PDFDocument30 pagesPTS 32.31.09.31 Instru For Package Equip PDFPilsner80No ratings yet
- Petronastechnicalstandards: Pipe SupportsDocument41 pagesPetronastechnicalstandards: Pipe SupportsEric TingNo ratings yet
- Petronas Technical Standards: Human Factors Engineering - Valve AnalysisDocument24 pagesPetronas Technical Standards: Human Factors Engineering - Valve Analysisradzi100% (1)
- Dec 08Document31 pagesDec 08c_nghia100% (1)
- Petronas Technical Standards: Measurement of Viscous Properties of Completion Fluids (Endorsement of Iso 13503-1)Document7 pagesPetronas Technical Standards: Measurement of Viscous Properties of Completion Fluids (Endorsement of Iso 13503-1)ĐiệnBiênNhâmNo ratings yet
- Petronas Technical Standards: Pipelines Pre-CommissioningDocument40 pagesPetronas Technical Standards: Pipelines Pre-CommissioningAsus Asri100% (3)
- Petronas Technical Standards: Pts Publications and Standard SpecificationsDocument38 pagesPetronas Technical Standards: Pts Publications and Standard SpecificationsadamNo ratings yet
- Petronas Technical Standards: Pipeline and Riser Engineering DesignDocument37 pagesPetronas Technical Standards: Pipeline and Riser Engineering DesignAzim SamiinNo ratings yet
- Cathodic Protection System For Metallic Piping (Amendments Supplements To NACE SP0169)Document11 pagesCathodic Protection System For Metallic Piping (Amendments Supplements To NACE SP0169)Abd.Buhari Abd.GalimNo ratings yet
- Dec 07Document55 pagesDec 07c_nghia100% (1)
- PTS 60.3302Document51 pagesPTS 60.3302Abhishek GuptaNo ratings yet
- Dec 08Document45 pagesDec 08c_nghia100% (1)
- Petronas Technical StandardDocument47 pagesPetronas Technical StandardTg Tarro100% (7)
- Dec 09Document55 pagesDec 09c_nghia100% (1)
- Jul 98Document38 pagesJul 98c_nghia100% (2)
- 10.02.51.11 Nov 2012Document29 pages10.02.51.11 Nov 2012nur fardinaNo ratings yet
- Petronas Technical Standards: Offshore Pipeline Route SurveyDocument33 pagesPetronas Technical Standards: Offshore Pipeline Route SurveyAzim SamiinNo ratings yet
- Sep 09Document24 pagesSep 09c_nghia50% (2)
- Sep 02Document44 pagesSep 02c_nghiaNo ratings yet
- 00002010Document7 pages00002010minhthanhmosNo ratings yet
- Petronas Technical Standards: Preparation of Process Flow Schemes and Process Engineering Flow SchemesDocument19 pagesPetronas Technical Standards: Preparation of Process Flow Schemes and Process Engineering Flow SchemesEric TingNo ratings yet
- Dec 98Document25 pagesDec 98c_nghia100% (1)
- PTS 11.32.01 CP System For Onshore Buried and Shore Approach PipelineDocument43 pagesPTS 11.32.01 CP System For Onshore Buried and Shore Approach PipelineMohd Aizzuddin Md JanisNo ratings yet
- Petronas Technical Standards: Geotechnical Engineering For Onshore FacilitiesDocument28 pagesPetronas Technical Standards: Geotechnical Engineering For Onshore FacilitiesvinothNo ratings yet
- Petronas Technical Standards: Drainage & Sewer Systems For Onshore FacilitiesDocument52 pagesPetronas Technical Standards: Drainage & Sewer Systems For Onshore FacilitiesvinothNo ratings yet
- Jan 10Document45 pagesJan 10c_nghia100% (1)
- Petronas Technical Standards: GratingsDocument18 pagesPetronas Technical Standards: GratingsFirdausi Fauzi100% (1)
- Dec 07Document44 pagesDec 07c_nghiaNo ratings yet
- NitrogenOxygen Supply and Distribution SystemsDocument41 pagesNitrogenOxygen Supply and Distribution SystemsMohamad PizulNo ratings yet
- Offshore Riser Splash Zone Protection CoatingDocument46 pagesOffshore Riser Splash Zone Protection CoatingMohamad PizulNo ratings yet
- 30401030Document12 pages30401030JohnNo ratings yet
- Petronas Technical Standards: Downhole Equipment - Subsurface Safety Valves (Endorsement of Iso 10432)Document6 pagesPetronas Technical Standards: Downhole Equipment - Subsurface Safety Valves (Endorsement of Iso 10432)ĐiệnBiênNhâmNo ratings yet
- Jul 08Document61 pagesJul 08c_nghiaNo ratings yet
- Workshope Equipment and Mechanical ToolsDocument50 pagesWorkshope Equipment and Mechanical ToolsTurbo Snail RNo ratings yet
- Offshore Life Saving Appliances RequirementDocument31 pagesOffshore Life Saving Appliances RequirementmhabibnurNo ratings yet
- Aug 09Document31 pagesAug 09c_nghiaNo ratings yet
- Petronas Technical Standards: Cathodic Protection System For Metallic Piping (Amendments/ Supplements To NACE SP0169)Document11 pagesPetronas Technical Standards: Cathodic Protection System For Metallic Piping (Amendments/ Supplements To NACE SP0169)Abd.Buhari Abd.GalimNo ratings yet
- PTS 18.21.02Document32 pagesPTS 18.21.02满令强No ratings yet
- Oil, Chemical & Gas Tanker Vetting RequirementDocument26 pagesOil, Chemical & Gas Tanker Vetting Requirementjk.jackycheokNo ratings yet
- Petronas Technical Standards: Design of Mooring For Floating Production SystemsDocument12 pagesPetronas Technical Standards: Design of Mooring For Floating Production SystemsFirdausi FauziNo ratings yet
- Mar 09Document30 pagesMar 09c_nghia100% (1)
- Petronas Technical Standards: Radiographic TestingDocument22 pagesPetronas Technical Standards: Radiographic Testingradzi100% (4)
- Petronas Technical StandardsDocument48 pagesPetronas Technical Standardsahmadreza777No ratings yet
- Petronas Technical Standards: Operator Training Simulator (Ots) System Itb and Fds Document Technical SpecificationsDocument43 pagesPetronas Technical Standards: Operator Training Simulator (Ots) System Itb and Fds Document Technical Specificationsahmadreza777No ratings yet
- Petronas Technical Standards: Petronas Risk Based Inspection (Prbi) ImplementationDocument43 pagesPetronas Technical Standards: Petronas Risk Based Inspection (Prbi) Implementationahmadreza777No ratings yet
- Petronas Technical Standards: Operator Training Simulator (Ots) System Project ExecutionDocument15 pagesPetronas Technical Standards: Operator Training Simulator (Ots) System Project Executionahmadreza777100% (1)
- Petronas Technical Standards: Coding System For The Administration and Control of Capital ProjectsDocument16 pagesPetronas Technical Standards: Coding System For The Administration and Control of Capital Projectsahmadreza777No ratings yet
- Data / Requisition Sheet For: Eccn Ear99 Design Book No.: Contr. Job No.: Mesc No.Document3 pagesData / Requisition Sheet For: Eccn Ear99 Design Book No.: Contr. Job No.: Mesc No.ahmadreza777No ratings yet
- 3DG J34 00001pressure Measurement TestDocument28 pages3DG J34 00001pressure Measurement Testpradeep.selvarajanNo ratings yet
- Type SC-EL / CA-EL Type SC-TM / CA-TM: Elastomer Mounting Kit Tank Mounting KitDocument1 pageType SC-EL / CA-EL Type SC-TM / CA-TM: Elastomer Mounting Kit Tank Mounting Kitahmadreza777No ratings yet
- LT Standard TestDocument39 pagesLT Standard TestViswanath Babu RNo ratings yet
- 400+ TOP Fluid Mechanics MCQs and Answers PDF DownloadDocument72 pages400+ TOP Fluid Mechanics MCQs and Answers PDF Downloadahmadreza777No ratings yet
- UntitledDocument2 pagesUntitledahmadreza777No ratings yet
- 250+ TOP MCQs On Types of Pipes and AnswersDocument7 pages250+ TOP MCQs On Types of Pipes and Answersahmadreza777100% (1)
- 250+ TOP MCQs On Types of Valves and AnswersDocument6 pages250+ TOP MCQs On Types of Valves and Answersahmadreza777No ratings yet
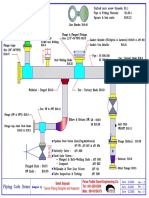
- Piping Code Items & StandardsDocument1 pagePiping Code Items & Standardsahmadreza777No ratings yet
- Grade 4 DLL Quarter 2 Week 9 (Sir Bien Cruz)Document38 pagesGrade 4 DLL Quarter 2 Week 9 (Sir Bien Cruz)FUMIKO SOPHIANo ratings yet
- Further Mathematics: University of Cambridge International Examinations General Certificate of Education Advanced LevelDocument8 pagesFurther Mathematics: University of Cambridge International Examinations General Certificate of Education Advanced LevelPelatihan MatematikaNo ratings yet
- Probability Spinner WorksheetDocument2 pagesProbability Spinner WorksheetSara ShaiboonNo ratings yet
- Edinburgh Handedness Inventory AssessmentDocument1 pageEdinburgh Handedness Inventory Assessmentandy94264100% (1)
- IVCAD MT930M1M2A OM HEMT ModelDocument65 pagesIVCAD MT930M1M2A OM HEMT ModellotfiNo ratings yet
- Black Iron Amended PEA PDFDocument372 pagesBlack Iron Amended PEA PDFemerson sennaNo ratings yet
- Top Insights: Briefing: A Short Sampling of Our Content Related To This Topic. The Report For Your TeamDocument1 pageTop Insights: Briefing: A Short Sampling of Our Content Related To This Topic. The Report For Your TeamALICIA PATIÑO MOLINANo ratings yet
- Experiencias Cercanas A La Muerte PDFDocument18 pagesExperiencias Cercanas A La Muerte PDFGabriel MoraguesNo ratings yet
- Clinical and Forensic Interviewing Sattler JeromeDocument9 pagesClinical and Forensic Interviewing Sattler Jeromeraphael840% (1)
- Contribution of Science and Technology To National DevelopmentDocument2 pagesContribution of Science and Technology To National DevelopmentAllan James DaumarNo ratings yet
- DRRMQ 3 W1Document44 pagesDRRMQ 3 W1Edelmar BenosaNo ratings yet
- Garlic As Mosquito RepellentDocument18 pagesGarlic As Mosquito Repellentagnes80% (5)
- DD Cen TS 14425-1-2003Document16 pagesDD Cen TS 14425-1-2003mossamorrisNo ratings yet
- Internoise-2015-437 - Paper - PDF Sound Standard Gas TurbineDocument8 pagesInternoise-2015-437 - Paper - PDF Sound Standard Gas TurbinePichai ChaibamrungNo ratings yet
- ANZ Aboriginal history, culture, and demographicsDocument13 pagesANZ Aboriginal history, culture, and demographicsЛада ПоселянинаNo ratings yet
- Brochure - DT - SO - SORTEX B MultiVision - BSBDDocument12 pagesBrochure - DT - SO - SORTEX B MultiVision - BSBDAlexandruNo ratings yet
- In Corean-JKoreanTunnelUndergrSpacAssoc-v15n6-2013-EvaluationRockLoadBasedCriticalShearStrainConceptTunnels-Kim Et AlDocument17 pagesIn Corean-JKoreanTunnelUndergrSpacAssoc-v15n6-2013-EvaluationRockLoadBasedCriticalShearStrainConceptTunnels-Kim Et AlClovis GonzattiNo ratings yet
- CHEM 1211K Lab Fall 2020: Submission GuideDocument3 pagesCHEM 1211K Lab Fall 2020: Submission GuideParker Santo DomingoNo ratings yet
- Exam 2020-2021Document8 pagesExam 2020-2021Rawan ToubarNo ratings yet
- E-RPMS PORTFOLIO (Design 3)_DepEdClickDocument51 pagesE-RPMS PORTFOLIO (Design 3)_DepEdClickauhsoj raluigaNo ratings yet
- Brian Leggett (Ed) 2006 Rhetorical-Approach-To-PersuasionDocument9 pagesBrian Leggett (Ed) 2006 Rhetorical-Approach-To-PersuasionM MoralesNo ratings yet
- Unit 5.2Document4 pagesUnit 5.2Hanh TranNo ratings yet
- Land Capability Unit of Erosion in Gis Application For Kalikajar District, Wonosobo RegencyDocument6 pagesLand Capability Unit of Erosion in Gis Application For Kalikajar District, Wonosobo Regencyarmeino atanaNo ratings yet
- A. Badal', R. Barbera, A. Bonasera, M. Gulino, A. Palmeri (Auth.), Wolfgang Bauer, Hans-Georg Ritter (Eds.) - Advances in Nuclear Dynamics 4 (1998, Springer US)Document389 pagesA. Badal', R. Barbera, A. Bonasera, M. Gulino, A. Palmeri (Auth.), Wolfgang Bauer, Hans-Georg Ritter (Eds.) - Advances in Nuclear Dynamics 4 (1998, Springer US)ramiphysicsNo ratings yet
- IB PHYSICS 2.4 Presentation All UnitDocument34 pagesIB PHYSICS 2.4 Presentation All UnitJustCallMeLarryNo ratings yet
- DWDM PP AeDocument1 pageDWDM PP AeAmit SwarNo ratings yet
- TSO TSI Fiber OrientationDocument6 pagesTSO TSI Fiber OrientationEngsiang Yimrutai0% (1)
- Pioneers of Modern Architecture: Maseana ProjectDocument86 pagesPioneers of Modern Architecture: Maseana ProjectEriNo ratings yet
- Watching A Typhoon Using Sentinel-1Document39 pagesWatching A Typhoon Using Sentinel-1James GulreyNo ratings yet
- Percorso Ii: The Led Roadway Lighting..Document2 pagesPercorso Ii: The Led Roadway Lighting..ChangKhenNo ratings yet