You might also like
- 2 - Fanuc All Options 16i 18i o 15 21 Parameter 9900Document40 pages2 - Fanuc All Options 16i 18i o 15 21 Parameter 9900Babak Ghiyasvand87% (68)
- Yale GLP GP 050 060 Forklift Trucks Parts Manual PDFDocument552 pagesYale GLP GP 050 060 Forklift Trucks Parts Manual PDFXốp Tôm Vlogs100% (1)
- STIHL 021 023 025 Parts DiagramDocument23 pagesSTIHL 021 023 025 Parts DiagramTodd Lukes100% (6)
- Peugeot 605 Wiring DiagramDocument372 pagesPeugeot 605 Wiring DiagramDiego Javier Muniagurria100% (1)
- McCormick CX 105 Tier 3 Tractor Service Repair Manual PDFDocument28 pagesMcCormick CX 105 Tier 3 Tractor Service Repair Manual PDFfjkkekmdmNo ratings yet
- 1-Baja Motor Sports DN150 Dune Parts ManualDocument42 pages1-Baja Motor Sports DN150 Dune Parts Manualoakstr100% (1)
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Painless Wiring Harness Install InstructionsDocument60 pagesPainless Wiring Harness Install InstructionsNick MarinoNo ratings yet
- Trio CT3042S Jaw Crusher Parts Manual (SN. 262, 279, 284, 285)Document20 pagesTrio CT3042S Jaw Crusher Parts Manual (SN. 262, 279, 284, 285)GUILLERMO OSIMANI100% (2)
- Service ReportDocument4 pagesService ReportKalees WaranNo ratings yet
- 416 BACKHOE LOADER 5PC06192-10761 (MACHINE) POWERED BY 4.236 DIESEL ENGINE (SEBP1843 - 00) - Sistemas y Componentes1 PDFDocument3 pages416 BACKHOE LOADER 5PC06192-10761 (MACHINE) POWERED BY 4.236 DIESEL ENGINE (SEBP1843 - 00) - Sistemas y Componentes1 PDFArturo Sanchez100% (1)
- Screenshot 2021-07-14 at 6.51.37 PMDocument39 pagesScreenshot 2021-07-14 at 6.51.37 PMsoyeb hamidaniNo ratings yet
- Reparacion Bomba Eaton 72400Document24 pagesReparacion Bomba Eaton 72400Emmanuel BogadoNo ratings yet
- For Milwaukee Tool ONE KEY Products: Service Can Only Be Performed at This Milwaukee Factory Central Repair CenterDocument2 pagesFor Milwaukee Tool ONE KEY Products: Service Can Only Be Performed at This Milwaukee Factory Central Repair CenterAmjad AlQasrawiNo ratings yet
- For Milwaukee Tool ONE KEY Products: Service Can Only Be Performed at This Milwaukee Factory Central Repair CenterDocument2 pagesFor Milwaukee Tool ONE KEY Products: Service Can Only Be Performed at This Milwaukee Factory Central Repair CenterAmjad AlQasrawiNo ratings yet
- TrioTC36H - Parts Manual (Ref)Document33 pagesTrioTC36H - Parts Manual (Ref)Carolina Váquiro Gamboa100% (1)
- Amada Hfa-400w (Exp)Document182 pagesAmada Hfa-400w (Exp)Fabrice SarrazinNo ratings yet
- Eaton: Medium Duty Piston PumpDocument25 pagesEaton: Medium Duty Piston PumprazvanNo ratings yet
- Advance sc900 Parts ManualDocument36 pagesAdvance sc900 Parts ManualKelliMcNuttBrownNo ratings yet
- 6384 Manual Tractor Cadenas D6NDocument223 pages6384 Manual Tractor Cadenas D6Nraquel.marinaNo ratings yet
- MC 10226926 0001Document4 pagesMC 10226926 0001caldasferreirasoutoNo ratings yet
- Manual CH660-01 (Spare Parts)Document34 pagesManual CH660-01 (Spare Parts)Carlos Fernando AlvarezNo ratings yet
- HondaDocument2 pagesHondaMohamed Hedi RebaiNo ratings yet
- NT67-12M5 NT67-12M5 Exclusive PartsDocument2 pagesNT67-12M5 NT67-12M5 Exclusive PartspollyanaNo ratings yet
- Clutch HSG 9200 4WDDocument2 pagesClutch HSG 9200 4WDBrianNo ratings yet
- 7631 - Seiko 7T62A, 7T92A, 7T94A Part 2 of 3Document6 pages7631 - Seiko 7T62A, 7T92A, 7T94A Part 2 of 3jános bosnyákNo ratings yet
- LGLD3E PartsDocument2 pagesLGLD3E PartsCarlos Rafael Rondon AbreuNo ratings yet
- Part List 501-c01Document2 pagesPart List 501-c01Michael UnzuetaNo ratings yet
- Blackmer Parts List Pump Model: Tlglf4BDocument2 pagesBlackmer Parts List Pump Model: Tlglf4BRAUL ARMANDO PALOMO CAMPOSNo ratings yet
- Grundfosliterature 2616Document22 pagesGrundfosliterature 2616Sal MendezNo ratings yet
- Yanmar Engine 917105c sl3635 sl3935 sl3640 sl38400 sl4240 Parts ManualDocument5 pagesYanmar Engine 917105c sl3635 sl3935 sl3640 sl38400 sl4240 Parts Manualsantos100% (28)
- Tlglf4b 09 09 MarkedDocument2 pagesTlglf4b 09 09 MarkedyuanNo ratings yet
- Assembly Number: A10V (S) O45Document4 pagesAssembly Number: A10V (S) O45Hashem AlbakriNo ratings yet
- CH440 (H4800) PDFDocument36 pagesCH440 (H4800) PDFAndrey L'vovNo ratings yet
- 7W-3952 Drive Gp-Fan - BlowerDocument4 pages7W-3952 Drive Gp-Fan - Blowerma.powersourceNo ratings yet
- Blackmer Parts List: Pump Models: Lgld2E, Lgl2E, Lgld3F, Lgl3FDocument2 pagesBlackmer Parts List: Pump Models: Lgld2E, Lgl2E, Lgld3F, Lgl3FRAUL ARMANDO PALOMO CAMPOSNo ratings yet
- Alpine Ds SeriesDocument16 pagesAlpine Ds SeriesWondoNo ratings yet
- Manual ING SHJ 7005Document59 pagesManual ING SHJ 7005ricardo assaf marchetiNo ratings yet
- SacrifierDocument14 pagesSacrifierIhsanNo ratings yet
- Service Procedure #THP-100: Commercial Steering SystemsDocument2 pagesService Procedure #THP-100: Commercial Steering SystemsMauricio Ariel H. OrellanaNo ratings yet
- Part List Ms 840Document32 pagesPart List Ms 840ZANDY ARIALDO VELANDIANo ratings yet
- scxx04 scxx07 Spare Parts GuideDocument16 pagesscxx04 scxx07 Spare Parts Guidemink jumperNo ratings yet
- 40 PagesDocument40 pages40 PagesKARTHICKRAJ KANDASAMYNo ratings yet
- Facility ( ) Location (+) Item Designa Tion (-) Component Name Comp. Manufacturer Comp. Description Cross-Ref Circ-Diag VismanrDocument28 pagesFacility ( ) Location (+) Item Designa Tion (-) Component Name Comp. Manufacturer Comp. Description Cross-Ref Circ-Diag VismanrhamzehNo ratings yet
- LG-6001 Lead Gage: Operation ManualDocument24 pagesLG-6001 Lead Gage: Operation ManualSukumarNo ratings yet
- Partes Electrica ZaxisDocument47 pagesPartes Electrica ZaxisIvan PalominoNo ratings yet
- Stockage Proposal Truck Type 1276-01 LXDocument9 pagesStockage Proposal Truck Type 1276-01 LXAsif JavedNo ratings yet
- DFV123M BMDocument2 pagesDFV123M BMcarlos aguileraNo ratings yet
- LGMG CMT96 Transmission Parts CatalogDocument84 pagesLGMG CMT96 Transmission Parts CatalogShaneNo ratings yet
- Illustrated Parts List: RTLO-18918A-AS3 November 2012Document47 pagesIllustrated Parts List: RTLO-18918A-AS3 November 2012AnGel Amaya100% (1)
- PT 1728Q Advantage Parts Manual 3 Electronics Cabinet SectionDocument16 pagesPT 1728Q Advantage Parts Manual 3 Electronics Cabinet SectionBrandon CatronNo ratings yet
- PP10261-02 TurbochargerDocument3 pagesPP10261-02 Turbochargerjonathandaviddelossantos146No ratings yet
- Manual de Partes WD615.46Document63 pagesManual de Partes WD615.46Richard Alexander Quiñones GutierrezNo ratings yet
- 1Document2 pages1Patrick LandinNo ratings yet
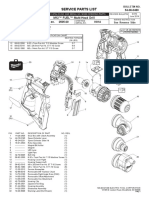
- Service Parts List: M12™ FUEL™ Multi-Head DrillDocument2 pagesService Parts List: M12™ FUEL™ Multi-Head DrillAmjad AlQasrawiNo ratings yet
- MVP380 Cono PartesDocument64 pagesMVP380 Cono PartesJUAN PABLO ACOSTA100% (1)
- STMM 46 SparepartsDocument6 pagesSTMM 46 SparepartsheruNo ratings yet
- Trio TV85B VSI Parts Manual AbelDocument34 pagesTrio TV85B VSI Parts Manual AbelvictorpalaciossNo ratings yet
- Instalar Blade PDFDocument20 pagesInstalar Blade PDFMauricio GonzalezNo ratings yet
- BX62 ManualDocument16 pagesBX62 ManualVida AndrijauskienėNo ratings yet
- 35D MQ Quad Mast: Arts ManualDocument44 pages35D MQ Quad Mast: Arts ManualRAYMULROONEYNo ratings yet
- L - HRF2F40401 - Hose & Pulley Block (M, METRIC)Document4 pagesL - HRF2F40401 - Hose & Pulley Block (M, METRIC)Gustavo RodriguezNo ratings yet
- LGL4 PartsDocument2 pagesLGL4 PartsCarlos Rafael Rondon AbreuNo ratings yet
- Boss PW-10 Service NotesDocument14 pagesBoss PW-10 Service NotesFernando GómezNo ratings yet
- HL-6050,6050D, 6050DN PRLDocument29 pagesHL-6050,6050D, 6050DN PRLscribdNo ratings yet
- Service Parts List: RM-800/KR-800Document31 pagesService Parts List: RM-800/KR-800Dante MendietaNo ratings yet
- G KM916-10021 FrameDocument2 pagesG KM916-10021 FrameJANONNo ratings yet
- Act 100kva SCVS Oc 28.1.23Document1 pageAct 100kva SCVS Oc 28.1.23Kalees WaranNo ratings yet
- 6di150a 060Document4 pages6di150a 060Kalees WaranNo ratings yet
- TC551001BPL 70L ToshibaDocument8 pagesTC551001BPL 70L ToshibaKalees WaranNo ratings yet
- DinezDocument4 pagesDinezKalees WaranNo ratings yet
- FGA60N65SMD FairchildSemiconductorDocument9 pagesFGA60N65SMD FairchildSemiconductorKalees WaranNo ratings yet
- GT50J325 Datasheet en 20061101Document7 pagesGT50J325 Datasheet en 20061101Kalees WaranNo ratings yet
- G30T60 InfineonDocument12 pagesG30T60 Infineonfredjbps@gmail.comNo ratings yet
- Ganesan EngineeringDocument1 pageGanesan EngineeringKalees WaranNo ratings yet
- UntitledDocument2 pagesUntitledKalees WaranNo ratings yet
- Invoice001 GSTDocument4 pagesInvoice001 GSTKalees WaranNo ratings yet
- SPELLDocument3 pagesSPELLKalees WaranNo ratings yet
- PL2303 Windows Driver User Manual v1.18.0Document17 pagesPL2303 Windows Driver User Manual v1.18.0Victor Fernando Aires ArrudaNo ratings yet
- B-64603en 01Document484 pagesB-64603en 01mt7038100% (2)
- Power Mate 0 EpromDocument13 pagesPower Mate 0 EpromKalees WaranNo ratings yet
- Simodrive: Installation and Start-Up Guide 11/2002 EditionDocument350 pagesSimodrive: Installation and Start-Up Guide 11/2002 EditionPaulNo ratings yet
- P Data SheetDocument1 pageP Data SheetKalees WaranNo ratings yet
- En Acs550 01 Um H A4-1Document326 pagesEn Acs550 01 Um H A4-1Thanh HaiNo ratings yet
- STEP7 Lite enDocument6 pagesSTEP7 Lite enEnrique EmmanuelNo ratings yet
- B - 61863E - 12 PMC Ladder LanguageDocument1,155 pagesB - 61863E - 12 PMC Ladder LanguageScott Jethro Hardwick100% (1)
- 1FT7 BeDocument60 pages1FT7 BeKalees WaranNo ratings yet
- Keyless Bushings: & Specialty Locking DevicesDocument52 pagesKeyless Bushings: & Specialty Locking DevicesJean VisserNo ratings yet
- Gsky Green Wall Panels: Irrigation Control Unit (Icu) DesignsDocument1 pageGsky Green Wall Panels: Irrigation Control Unit (Icu) DesignsAbbasi HussainNo ratings yet
- 4 Tne 106 GeDocument50 pages4 Tne 106 Gezakki ahmadNo ratings yet
- Screw Worm Gear Gear Axial Force Equation and Calculator - Engineers EdgeDocument4 pagesScrew Worm Gear Gear Axial Force Equation and Calculator - Engineers EdgeManjunath BhatNo ratings yet
- Lab ManualDocument9 pagesLab ManualMohit SinhaNo ratings yet
- Maintenance Schedule 4860CR - 6727 4.7.2-03 - B4Document7 pagesMaintenance Schedule 4860CR - 6727 4.7.2-03 - B4Wagner GuimarãesNo ratings yet
- 8FG (D) U15-32, 8FGCU20-32 Repair Manual Supplement CU066Document227 pages8FG (D) U15-32, 8FGCU20-32 Repair Manual Supplement CU066Nguyễn Huỳnh ĐứcNo ratings yet
- Ym Lab Manual PDFDocument21 pagesYm Lab Manual PDFRabindra KumarNo ratings yet
- PSNA College of Engineering and Technology, Dindigul. Basic Mechanical Engineering Question Bank - I Unit-I Power Plant Engineering Part ADocument7 pagesPSNA College of Engineering and Technology, Dindigul. Basic Mechanical Engineering Question Bank - I Unit-I Power Plant Engineering Part AVasundaraNo ratings yet
- Central Engineering Consultancy Bureau Schematic Diagram ofDocument1 pageCentral Engineering Consultancy Bureau Schematic Diagram ofChandima Tharaka HerathNo ratings yet
- Thame Scroll-Jaws-Soft-And-HardDocument5 pagesThame Scroll-Jaws-Soft-And-HardInfo 5S Supply LtdNo ratings yet
- Pumps Tech Data SheetDocument3 pagesPumps Tech Data SheetSumedha LiyanageNo ratings yet
- Hydraulic Power-Pak System: Operational ManualDocument8 pagesHydraulic Power-Pak System: Operational ManualJavier Alejandro QuingaNo ratings yet
- Dynex Piston PumpDocument44 pagesDynex Piston PumpLUIS DELFINNo ratings yet
- Data Sheet FD 250-200-500Document2 pagesData Sheet FD 250-200-500ngocdhxd92No ratings yet
- Proxxon pd400cnc English 2016 PDFDocument2 pagesProxxon pd400cnc English 2016 PDFPhu TRANNo ratings yet
- MPD Dhs 1400 RCDDocument2 pagesMPD Dhs 1400 RCDali_yy2003No ratings yet
- PoulanPro PP24VA54 OwnersManualDocument60 pagesPoulanPro PP24VA54 OwnersManualDarren MayNo ratings yet
- M0103693M0103693-00 SisDocument2 pagesM0103693M0103693-00 SisNicole SmithNo ratings yet
- Standard Genset Features Generator Set Performance Generator Set OptionsDocument2 pagesStandard Genset Features Generator Set Performance Generator Set Optionshonafa- R.O.N.ONo ratings yet
- Effect of Field Change, Synchronous Condenser, Starting MethodsDocument30 pagesEffect of Field Change, Synchronous Condenser, Starting Methodsmalik karim dadNo ratings yet
- Spare Part List: Breaker TE 705 120V USADocument7 pagesSpare Part List: Breaker TE 705 120V USAJoseLuisCarrilloMenaNo ratings yet
- B3.3 Series: Diesel Generator SetDocument4 pagesB3.3 Series: Diesel Generator SetWil PerniaNo ratings yet
- Eaton VIS MotorDocument36 pagesEaton VIS MotorEysakaylovasNo ratings yet
- GIRRI 130 Installation ManualDocument12 pagesGIRRI 130 Installation Manualعلي المعلم والأشعلNo ratings yet