You might also like
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- 3M DP125Document7 pages3M DP125echobravo1No ratings yet
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- 3M™ VHB™ Tape 5962 - 20231024Document10 pages3M™ VHB™ Tape 5962 - 20231024energyengineerestNo ratings yet
- Technical Information Sheet: 7-2508 Pipe CoatingDocument3 pagesTechnical Information Sheet: 7-2508 Pipe Coatingreza329329No ratings yet
- Gac RC Eco Sorb 4x8: Granular Activated CarbonDocument12 pagesGac RC Eco Sorb 4x8: Granular Activated CarbonKamatchi NathanNo ratings yet
- 7-2500 FbeDocument3 pages7-2500 FbejleonosNo ratings yet
- Sikadur - 30: Adhesive For Bonding ReinforcementDocument5 pagesSikadur - 30: Adhesive For Bonding ReinforcementAly Arquillano JrNo ratings yet
- 3M™ Adhesive Transfer Tape 966_20231209Document10 pages3M™ Adhesive Transfer Tape 966_20231209Son NguyenNo ratings yet
- Sikadur®-31 CF Slow: Product Data SheetDocument4 pagesSikadur®-31 CF Slow: Product Data SheetMichael MazoNo ratings yet
- Sikadur -31 Cf SlowDocument4 pagesSikadur -31 Cf SlowRajputNiteshSinghNo ratings yet
- 3496445985Document2 pages3496445985yosep gomezNo ratings yet
- Belzona 1121 InstrustionsDocument2 pagesBelzona 1121 Instrustionssh4kesNo ratings yet
- Sikadur®-52 Injection Normal: Product Data SheetDocument4 pagesSikadur®-52 Injection Normal: Product Data SheetMohamed Ismail ShehabNo ratings yet
- Sikadur 31 CF SlowDocument4 pagesSikadur 31 CF SlowkhudhayerNo ratings yet
- GM 13 PPDocument48 pagesGM 13 PPbdoeraNo ratings yet
- Sikadur 42 LeDocument5 pagesSikadur 42 LekhudhayerNo ratings yet
- Technical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingDocument3 pagesTechnical Differences Between General or Batch Type and Continues Sheet Hot Dip GalvanizingNestramiNo ratings yet
- 226NDocument2 pages226NUmaibalanNo ratings yet
- Carbon Steel Plates TDCDocument3 pagesCarbon Steel Plates TDCshazanNo ratings yet
- SS698-Mr. Sandeep Kumar Zincalume Storage Tank 500 KLDocument3 pagesSS698-Mr. Sandeep Kumar Zincalume Storage Tank 500 KLSandeep KumarNo ratings yet
- 3M™ VHB™ Tape RP+040GF - 20230121Document8 pages3M™ VHB™ Tape RP+040GF - 20230121tripathi prashantNo ratings yet
- Nap-Gard 7-2514 PDFDocument2 pagesNap-Gard 7-2514 PDFPietro ViganNo ratings yet
- DOW™ Butene 1220P: Polyethylene ResinDocument1 pageDOW™ Butene 1220P: Polyethylene Resinvantuan17792No ratings yet
- Tds - Master Quench ADocument2 pagesTds - Master Quench ANashrul HakimNo ratings yet
- Yellow Green Heat Shrink TubingDocument3 pagesYellow Green Heat Shrink Tubingsales3167No ratings yet
- DuraplateDocument4 pagesDuraplatelovaldes62No ratings yet
- DOWLEX™ 2038.68G: Polyethylene ResinDocument3 pagesDOWLEX™ 2038.68G: Polyethylene ResinJosé PalmaNo ratings yet
- 3M™ Scotch-Weld™ Epoxy Adhesive DP460 Off White - 20230718Document10 pages3M™ Scotch-Weld™ Epoxy Adhesive DP460 Off White - 20230718arthurms325No ratings yet
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDocument4 pagesCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisNo ratings yet
- Sikadur®-31 CF Normal: Product Data SheetDocument4 pagesSikadur®-31 CF Normal: Product Data SheetJerome LiNo ratings yet
- Sika PDS - E - Sikadur - 31 CF Normal PDFDocument4 pagesSika PDS - E - Sikadur - 31 CF Normal PDFBunrong PelNo ratings yet
- Galvanize It! SeminarDocument82 pagesGalvanize It! SeminaralkhiatNo ratings yet
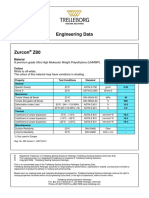
- Zurcon Z80 PDFDocument1 pageZurcon Z80 PDFLuz SmithNo ratings yet
- TDS 3M Scotch-Weld Epoxy Adhesive DP125 Translucent - 30000622Document11 pagesTDS 3M Scotch-Weld Epoxy Adhesive DP125 Translucent - 30000622Akbar Perwira UtamaNo ratings yet
- Cable Heluflon PDFDocument2 pagesCable Heluflon PDFEugenioNo ratings yet
- Gen - Importance of Welding in L & T PDFDocument30 pagesGen - Importance of Welding in L & T PDFSivaNo ratings yet
- Specification Clauses Geberit HDPE 2012Document4 pagesSpecification Clauses Geberit HDPE 2012sreeNo ratings yet
- Advefoam 32Document2 pagesAdvefoam 32melsabaeNo ratings yet
- 3812 ExceedDocument2 pages3812 ExceedJimmys GothiqueNo ratings yet
- Nap-Gard 7-2500 PDFDocument2 pagesNap-Gard 7-2500 PDFPietro ViganNo ratings yet
- Sikadur 42LE Epoxy Grout DatasheetDocument5 pagesSikadur 42LE Epoxy Grout DatasheetJoshua HobsonNo ratings yet
- Case Study Papers On Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized CoatingsDocument14 pagesCase Study Papers On Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized Coatingstekno foniNo ratings yet
- Plastic Steel Putty A v3Document2 pagesPlastic Steel Putty A v3feri.ferdianto02No ratings yet
- Technical Data Sheet Jazeera Green Care JA-16056: DescriptionDocument3 pagesTechnical Data Sheet Jazeera Green Care JA-16056: DescriptionAhmad BougeisNo ratings yet
- VISCOWRAP-HT Product Data Sheet EnglishDocument2 pagesVISCOWRAP-HT Product Data Sheet EnglishJA BustosNo ratings yet
- Sikadur 32 Normal - Pds en PDFDocument4 pagesSikadur 32 Normal - Pds en PDFBunrong PelNo ratings yet
- Sikadur - 42 MP NormalDocument5 pagesSikadur - 42 MP NormalMochamad TaufikNo ratings yet
- LLDPE Dowlex 2645G TDSDocument3 pagesLLDPE Dowlex 2645G TDSAli RazuNo ratings yet
- Sikadur®-42 MP Slow_PDS_GCC_AE_(07-2016)_1_1Document5 pagesSikadur®-42 MP Slow_PDS_GCC_AE_(07-2016)_1_1邢焕震No ratings yet
- 1.TDS Masterflow 936 AnDocument5 pages1.TDS Masterflow 936 AnRajesh ThakurNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- 307 DND QCA XII 2019 AGRICON 48MM X 75M X 48MIC CLEARDocument1 page307 DND QCA XII 2019 AGRICON 48MM X 75M X 48MIC CLEARtonyNo ratings yet
- High Frequency PCB ManufacturingDocument6 pagesHigh Frequency PCB ManufacturingHenry zhangNo ratings yet
- Duraplate 8200Document4 pagesDuraplate 8200Carlos VillacrizNo ratings yet
- Technical Data SheetDocument3 pagesTechnical Data SheetAbdul BasithNo ratings yet
- Solvay - Duradex D3000Document3 pagesSolvay - Duradex D3000Renan GadioliNo ratings yet
- Sikadur 32 EF EngDocument4 pagesSikadur 32 EF EngDANIELGARCI92No ratings yet
- Pasivation MethodDocument3 pagesPasivation Methodtekno foniNo ratings yet
- NCS 232 7Document55 pagesNCS 232 7tekno foniNo ratings yet
- Uganda - Tech Spec For TowerDocument96 pagesUganda - Tech Spec For Towertekno foniNo ratings yet
- D StructuralPractices HochsteinDocument4 pagesD StructuralPractices Hochsteintekno foniNo ratings yet
- TN Flaking 2 1Document6 pagesTN Flaking 2 1tekno foniNo ratings yet
- EN EC Optistraight Final ReportDocument160 pagesEN EC Optistraight Final ReportDavid Fernández RucobaNo ratings yet
- Detect and Effects of Silicon Content On HDGDocument6 pagesDetect and Effects of Silicon Content On HDGtekno foniNo ratings yet
- DIAGNOSE CASTING DEFECTSDocument4 pagesDIAGNOSE CASTING DEFECTStekno foniNo ratings yet
- Locating The Thinnest Spot in A Zinc (Galvanized) Coating On Iron or Steel ArticlesDocument4 pagesLocating The Thinnest Spot in A Zinc (Galvanized) Coating On Iron or Steel Articlestekno foniNo ratings yet
- Case Study Papers On Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized CoatingsDocument14 pagesCase Study Papers On Practical Guidelines For The Inspection and Repair of Hot Dip Galvanized Coatingstekno foniNo ratings yet
- Cswip 3.1 New BookDocument342 pagesCswip 3.1 New BookMohsin Rasul90% (52)
- Pull-Off Test PDFDocument1 pagePull-Off Test PDFtekno foniNo ratings yet
- 03 - 03 Product Index PDFDocument5 pages03 - 03 Product Index PDFWilder Fernando Vilca OreNo ratings yet
- A Toxicity Study of Methanolic Extract of Calliandra Surinamensis Seeds On Liver Functions in RodentsDocument9 pagesA Toxicity Study of Methanolic Extract of Calliandra Surinamensis Seeds On Liver Functions in RodentsMediterr J Pharm Pharm SciNo ratings yet
- Sound Level MeterDocument11 pagesSound Level MeterFityatal HasanahNo ratings yet
- Qualifications of Public Health NurseDocument2 pagesQualifications of Public Health Nursekaitlein_mdNo ratings yet
- Data Sheet Dump ValveDocument2 pagesData Sheet Dump ValveVlade NaumovskiNo ratings yet
- Bibliometric Handbook For Karolinska InstitutetDocument41 pagesBibliometric Handbook For Karolinska InstitutetCamila Araya G100% (1)
- Nihms 223615 PDFDocument15 pagesNihms 223615 PDFElay PedrosoNo ratings yet
- Water Hammer PDFDocument30 pagesWater Hammer PDFbhavesh shuklaNo ratings yet
- Trangia Worksheet IntroDocument2 pagesTrangia Worksheet Introjames.mccooeyNo ratings yet
- REBA Employee Assessment Worksheet: A. Neck, Trunk and Leg AnalysisDocument1 pageREBA Employee Assessment Worksheet: A. Neck, Trunk and Leg AnalysisAgni JayantiNo ratings yet
- Asia Pacific College of Advanced StudiesDocument4 pagesAsia Pacific College of Advanced StudiesRussel QuinonesNo ratings yet
- Winged Scapula Caused by Dorsal Scapular.21Document4 pagesWinged Scapula Caused by Dorsal Scapular.21emilio9fernandez9gatNo ratings yet
- Old Fashioned Southern Tea CakesDocument2 pagesOld Fashioned Southern Tea CakesDB ScottNo ratings yet
- Track A Beast ManualDocument21 pagesTrack A Beast ManualboltojamNo ratings yet
- 2002 - Comparison of The Absorption of Micronized (Daflon 500 MG) and Nonmicronized 14c-Diosmin TabletsDocument9 pages2002 - Comparison of The Absorption of Micronized (Daflon 500 MG) and Nonmicronized 14c-Diosmin TabletsMai HuynhNo ratings yet
- Government Schemes Current Affairs PDF E Book PDFDocument106 pagesGovernment Schemes Current Affairs PDF E Book PDFRohini VjNo ratings yet
- Market ReseachDocument3 pagesMarket ReseachSam Cy PuyalesNo ratings yet
- Starbucks BSC Project Analyzes Store PerformanceDocument8 pagesStarbucks BSC Project Analyzes Store Performanceandrea100% (1)
- 311970536Document1 page311970536Codrut RadantaNo ratings yet
- Aire Acondicionado Mazda 3 2006Document2 pagesAire Acondicionado Mazda 3 2006Jhon ConnorNo ratings yet
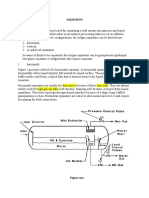
- Separators: Figure OneDocument8 pagesSeparators: Figure OneMohamed Moder100% (1)
- M&SDocument39 pagesM&Sgo.pushp70910% (1)
- IRIS 2017 DOG Treatment Recommendations 09may18Document15 pagesIRIS 2017 DOG Treatment Recommendations 09may18crilala23No ratings yet
- What Do You Already Know?: True TrueDocument3 pagesWhat Do You Already Know?: True TrueJeffrey MangaoangNo ratings yet
- Food Industry JTM2Document35 pagesFood Industry JTM2Jofin TMNo ratings yet
- DatasheetDocument112 pagesDatasheetStuxnetNo ratings yet
- Halal Policy PDFDocument1 pageHalal Policy PDFSaid SaidiNo ratings yet
- WorkbookEdition 12 A Theory of HumorismDocument4 pagesWorkbookEdition 12 A Theory of HumorismMabel Ferr50% (2)
- Proper Application of Duff Phelps ERP Adjustment PDFDocument4 pagesProper Application of Duff Phelps ERP Adjustment PDFramsiva354No ratings yet
- Smoke Stratification - Understanding the DynamicsDocument3 pagesSmoke Stratification - Understanding the DynamicsGagan UpadhyayNo ratings yet