You might also like
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- Protective DTM Acrylic Primer/Finish Product DescriptionDocument4 pagesProtective DTM Acrylic Primer/Finish Product DescriptionVernon Jiménez FonsecaNo ratings yet
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Acrolon 218 FTDocument4 pagesAcrolon 218 FTEdwin VSNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Acrolon 218 HS Acrylic PolyurethaneDocument4 pagesAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- Protective & Marine Coatings: Zinc Clad XIDocument4 pagesProtective & Marine Coatings: Zinc Clad XIfdpc1987No ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
- Especificaciones Pintura Macropoxi NavalDocument4 pagesEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNo ratings yet
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- Hi Solid PolyurethaneDocument4 pagesHi Solid PolyurethaneafvasquezNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- Carboguard 891 Product Data SheetDocument4 pagesCarboguard 891 Product Data SheetPrakashNo ratings yet
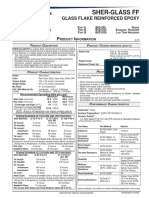
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Dura-Plate Uhs Primer NSF: Protective & Marine CoatingsDocument4 pagesDura-Plate Uhs Primer NSF: Protective & Marine CoatingscerorideNo ratings yet
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocument4 pagesPintura Epoxica Sherwin Willians Hoja Seguridad1No ratings yet
- Macropoxy 646 FF 2022Document4 pagesMacropoxy 646 FF 2022nellyNo ratings yet
- Zinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationDocument8 pagesZinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationThennarasu VelloreNo ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- Carboguard 636 XT PDSDocument4 pagesCarboguard 636 XT PDSCarlos Rojas HandalNo ratings yet
- Macropoxy 646 PW 2021Document4 pagesMacropoxy 646 PW 2021Jeisson BravoNo ratings yet
- Carboguard 893: Selection & Specification DataDocument5 pagesCarboguard 893: Selection & Specification DataQuy RomNo ratings yet
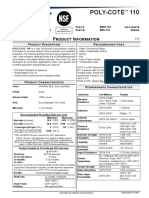
- Poly-Cote 110 (Aug'22)Document4 pagesPoly-Cote 110 (Aug'22)David cNo ratings yet
- Macropoxy 646 SEDocument4 pagesMacropoxy 646 SESleyda MunozNo ratings yet
- Carboguard 890 PDSDocument5 pagesCarboguard 890 PDScrisNo ratings yet
- Carbozinc 11Document4 pagesCarbozinc 11DuongthithuydungNo ratings yet
- Carboguard 635 Thinned 50% - Sealer PDSDocument5 pagesCarboguard 635 Thinned 50% - Sealer PDSjakeNo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSUtomoNo ratings yet
- Polylon 1900 (3853091)Document4 pagesPolylon 1900 (3853091)JOCELYN MEDINANo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSTrịnh Minh KhoaNo ratings yet
- Carboguard 890 PDSDocument5 pagesCarboguard 890 PDSAchraf BoudayaNo ratings yet
- Carboguard 1209: Selection & Specification DataDocument4 pagesCarboguard 1209: Selection & Specification DataQuy Dom100% (2)
- Carboguard 635: Selection & Specification DataDocument5 pagesCarboguard 635: Selection & Specification DataPrakashNo ratings yet
- WBEpoxyCoating Data SheetDocument2 pagesWBEpoxyCoating Data SheetkaleshNo ratings yet
- Polylon HP PDSDocument4 pagesPolylon HP PDSJose MachadoNo ratings yet
- Carbozinc 11 PDSDocument5 pagesCarbozinc 11 PDSSUBODHNo ratings yet
- Protective & Marine Coatings: MetalatexDocument4 pagesProtective & Marine Coatings: MetalatexAna CabreraNo ratings yet
- Carbomastic 15 PDSDocument4 pagesCarbomastic 15 PDSRiyaz Basheer100% (1)
- Sherwin Williams - Heatflex Hi-Temp 1200 DatasheetDocument4 pagesSherwin Williams - Heatflex Hi-Temp 1200 DatasheetAce AceNo ratings yet
- Phenoline 187 Finish PDSDocument5 pagesPhenoline 187 Finish PDSQuy RomNo ratings yet
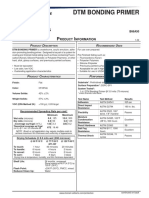
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
- Carbozinc 11: Selection & Specification DataDocument5 pagesCarbozinc 11: Selection & Specification DataQuy RomNo ratings yet
- Carbozinc 11 HS PDSDocument5 pagesCarbozinc 11 HS PDSEsakki muthuNo ratings yet
- Urethane Coating 165 PWDocument2 pagesUrethane Coating 165 PWANIBALLOPEZVEGANo ratings yet
- Duraplate Uhs EnglishDocument4 pagesDuraplate Uhs EnglishLuis JaraNo ratings yet
- Polibrid 705: Technical DataDocument2 pagesPolibrid 705: Technical DataSky MoonNo ratings yet
- DATA SHEET Industrial Enamel BlancoDocument4 pagesDATA SHEET Industrial Enamel BlancoAlfredo OrellanaNo ratings yet
- Carboguard 890 GFDocument4 pagesCarboguard 890 GFDuongthithuydungNo ratings yet
- Marine Lubricants FlyerDocument4 pagesMarine Lubricants FlyerjjgonzalezquinaNo ratings yet
- EfekDocument2 pagesEfekGasa RafliNo ratings yet
- Carboguard 890N PDSDocument5 pagesCarboguard 890N PDScorey jacobsNo ratings yet
- Protective & Marine Coatings: Sher-Clear™Document4 pagesProtective & Marine Coatings: Sher-Clear™Ana CabreraNo ratings yet
- Carbozinc 859: Selection & Specification DataDocument5 pagesCarbozinc 859: Selection & Specification DataFrancis BautistaNo ratings yet
- Carboguard 893 SG MIO PDSDocument4 pagesCarboguard 893 SG MIO PDSMuthuKumarNo ratings yet
- Chersterton Arc 982 PDFDocument2 pagesChersterton Arc 982 PDFMohamed NouzerNo ratings yet
- TGSB(M) Turbine OilDocument3 pagesTGSB(M) Turbine OilQuy NguyenNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Dual Shield 7100 Ultra: Typical Tensile PropertiesDocument3 pagesDual Shield 7100 Ultra: Typical Tensile PropertiesDino Paul Castro HidalgoNo ratings yet
- TimeStar Supervisor ManualDocument105 pagesTimeStar Supervisor ManualScott NorrisNo ratings yet
- Column Base Plates DesignDocument19 pagesColumn Base Plates Designccbserialk80% (5)
- A-102Document1 pageA-102Scott NorrisNo ratings yet
- Presentation - LOTODocument17 pagesPresentation - LOTOScott NorrisNo ratings yet
- Barloworld Forklift Trng.Document116 pagesBarloworld Forklift Trng.Scott NorrisNo ratings yet
- Cast ConnexDocument7 pagesCast ConnexScott NorrisNo ratings yet
- ICC-ES Evaluation Report ESR-3031: - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilDocument8 pagesICC-ES Evaluation Report ESR-3031: - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilScott NorrisNo ratings yet
- Specialty InspectionDocument2 pagesSpecialty InspectionScott NorrisNo ratings yet
- SC Guidelines for OSOW Vehicle MovementDocument13 pagesSC Guidelines for OSOW Vehicle MovementScott NorrisNo ratings yet
- Electric Welding Installation Maintenance InspectionDocument4 pagesElectric Welding Installation Maintenance InspectionRathnakrajaNo ratings yet
- NOMMA Voluntary Joint Finish StandardsDocument2 pagesNOMMA Voluntary Joint Finish StandardsScott NorrisNo ratings yet
- Aisc 207-16 Audit Guide All Fabricator and Manufacturer Programs and EndorsementsDocument20 pagesAisc 207-16 Audit Guide All Fabricator and Manufacturer Programs and EndorsementsScott NorrisNo ratings yet
- Hwu Ar Cast-Connex Dec Adv15-DigitalDocument9 pagesHwu Ar Cast-Connex Dec Adv15-DigitalScott NorrisNo ratings yet
- Weld Design TipsDocument10 pagesWeld Design TipsGOUNDO LIELONo ratings yet
- High Strength BoltingDocument3 pagesHigh Strength BoltingtrabajosicNo ratings yet
- AISC Field Fixes PDFDocument153 pagesAISC Field Fixes PDFfegenbush93% (15)
- AISC Design Guide 34-Steel Framed Stairway DesignDocument114 pagesAISC Design Guide 34-Steel Framed Stairway Designfzhou100% (9)
- Sspc-Vis 1Document2 pagesSspc-Vis 1masv792512No ratings yet
- Electric Welding Installation Maintenance InspectionDocument4 pagesElectric Welding Installation Maintenance InspectionRathnakrajaNo ratings yet
- Steel Joists, Joist Girders and Hollow Structural Sections (HSS)Document55 pagesSteel Joists, Joist Girders and Hollow Structural Sections (HSS)jeffuangNo ratings yet
- Standard Certification Programs: AISC 207-20Document74 pagesStandard Certification Programs: AISC 207-20ZHIQIANG ZHANGNo ratings yet
- AISC Design Guide 34-Steel Framed Stairway DesignDocument114 pagesAISC Design Guide 34-Steel Framed Stairway Designfzhou100% (9)
- Recommended Details Galvanized Steel Structures PDFDocument24 pagesRecommended Details Galvanized Steel Structures PDFPättan DansNo ratings yet
- Enviro-Zinc Epoxy Organic Epoxy-Zinc Rich 100S9785 (KIT)Document1 pageEnviro-Zinc Epoxy Organic Epoxy-Zinc Rich 100S9785 (KIT)Scott NorrisNo ratings yet
- Corrosion Prevention by Protective CoatingsDocument1 pageCorrosion Prevention by Protective CoatingsAhmed Hamdy30% (10)
- 254Document22 pages254Anjani PrabhakarNo ratings yet
- AESS Finish PDFDocument32 pagesAESS Finish PDFkeerthivasan_mrvNo ratings yet
- Errata D1.1 D1.1M 2020Document18 pagesErrata D1.1 D1.1M 2020Scott NorrisNo ratings yet
- Organic Coating FaultsDocument67 pagesOrganic Coating FaultsChandrasekhar SonarNo ratings yet
- Azeri (Ceyhan) Crude Oil Distillate Cuts: Source of Sample Crude Data Assay Summary/Tbp DataDocument1 pageAzeri (Ceyhan) Crude Oil Distillate Cuts: Source of Sample Crude Data Assay Summary/Tbp DataCésar ÁrragaNo ratings yet
- General Guidelines On Installation of ThermocouplesDocument15 pagesGeneral Guidelines On Installation of ThermocouplesCharu ChhabraNo ratings yet
- Synthesis of Fluorescein From Resorcinol and Phthalic Anhydride - LabmonkDocument4 pagesSynthesis of Fluorescein From Resorcinol and Phthalic Anhydride - LabmonkJuan Agustin Cuadra SotoNo ratings yet
- 103Document52 pages103Món Quà Vô Giá100% (1)
- Boiler Tube Failures: Pradip PatelDocument69 pagesBoiler Tube Failures: Pradip PatelVishnu ParvandaNo ratings yet
- Fire and Safety Training Institute in KolkataDocument67 pagesFire and Safety Training Institute in KolkataMNG Academy100% (1)
- Eductor AgitationDocument2 pagesEductor AgitationNicolás Solano CondeNo ratings yet
- IR Absorption Table PDFDocument3 pagesIR Absorption Table PDFDavid QuinteroNo ratings yet
- DDS Duct Deluge System For The Protection of Ventilation Ductwork Handling Corrosive Gases General DescriptionDocument6 pagesDDS Duct Deluge System For The Protection of Ventilation Ductwork Handling Corrosive Gases General DescriptionhungNo ratings yet
- China PTA IndustryDocument26 pagesChina PTA IndustryAnil kapadia100% (1)
- Orthopaedic BiomechanicsDocument17 pagesOrthopaedic BiomechanicsIacobescu EmiliaNo ratings yet
- Electrical Properties of Materials: Conductivity, Band Structures and ApplicationsDocument26 pagesElectrical Properties of Materials: Conductivity, Band Structures and ApplicationsAliYosefiMehrNo ratings yet
- Fuel cells - powering your home, your car tomorrowDocument4 pagesFuel cells - powering your home, your car tomorrowPrakash LakhapateNo ratings yet
- Principles of Semiconductor DevicesDocument515 pagesPrinciples of Semiconductor Devicestrungkiendt9100% (1)
- Chapter 3Document38 pagesChapter 3Teddy Matthew AudleyNo ratings yet
- Magnetic Properties of Transition Metal ComplexesDocument12 pagesMagnetic Properties of Transition Metal ComplexesNikita SharmaNo ratings yet
- Astm A 370 PDFDocument52 pagesAstm A 370 PDFBez SofNo ratings yet
- Astm A774 PDFDocument4 pagesAstm A774 PDFCristian Otivo100% (1)
- Effect of Temperature on Diesel HydrotreatingDocument6 pagesEffect of Temperature on Diesel HydrotreatingArchana RaviNo ratings yet
- AlchemistDocument26 pagesAlchemistJames LewisNo ratings yet
- JEE MAINS - Test 07 - Solution Notes (Chemistry) - Test 07 Chem SolDocument33 pagesJEE MAINS - Test 07 - Solution Notes (Chemistry) - Test 07 Chem SolMohit SuaradkarNo ratings yet
- Methane Recovery Project - Final PDFDocument18 pagesMethane Recovery Project - Final PDFZayin ValerieNo ratings yet
- Design of Cumene Producing PlantDocument57 pagesDesign of Cumene Producing PlantAylin Uçar88% (17)
- Alexa Fluor 555 DyeDocument2 pagesAlexa Fluor 555 DyeHuong TranNo ratings yet
- Components of The Glycol Circulating SystemDocument3 pagesComponents of The Glycol Circulating SystemdndudcNo ratings yet
- Open Rack Vaporizer Mass and Energy BalanceDocument12 pagesOpen Rack Vaporizer Mass and Energy BalanceMuhammad Nanda100% (1)
- Calculating A PH Slope Percentage Hanna Instruments PDFDocument2 pagesCalculating A PH Slope Percentage Hanna Instruments PDFamerican_guy10No ratings yet
- Applied Thermodynamics Question BankDocument6 pagesApplied Thermodynamics Question BankHema3110100% (1)
- ANSUL Manual Foam 2016.09 BackupDocument357 pagesANSUL Manual Foam 2016.09 BackupvengielNo ratings yet
- Nail PolishDocument5 pagesNail PolishRetinaAghistniRahmawatiNo ratings yet