You might also like
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Hi Solid PolyurethaneDocument4 pagesHi Solid PolyurethaneafvasquezNo ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- Polylon HP PDSDocument4 pagesPolylon HP PDSJose MachadoNo ratings yet
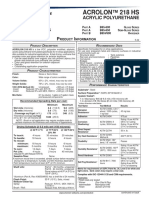
- Acrolon 218 HS Acrylic PolyurethaneDocument4 pagesAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNo ratings yet
- Polylon 1900 (3853091)Document4 pagesPolylon 1900 (3853091)JOCELYN MEDINANo ratings yet
- Sher-Tile HS - SHERWIN WILLIAMSDocument4 pagesSher-Tile HS - SHERWIN WILLIAMSJoão Gilberto Vedana JúniorNo ratings yet
- Armorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsDocument4 pagesArmorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsOswaldo SantoyoNo ratings yet
- Repsol Telex HVLP 32Document2 pagesRepsol Telex HVLP 32ibrahim maulanaNo ratings yet
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDocument4 pagesCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisNo ratings yet
- Macropoxy 646 FF 2022Document4 pagesMacropoxy 646 FF 2022nellyNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Acrolon 218 FTDocument4 pagesAcrolon 218 FTEdwin VSNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Polibrid 705: Technical DataDocument2 pagesPolibrid 705: Technical DataSky MoonNo ratings yet
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Protective & Marine Coatings: Industrial Enamel Voc ComplyingDocument4 pagesProtective & Marine Coatings: Industrial Enamel Voc ComplyingAna CabreraNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
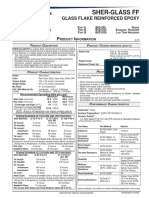
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- EfekDocument2 pagesEfekGasa RafliNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- GPCDOC Local TDS United Kingdom Shell Gadus S3 V770D 1 (en-GB) TDSDocument2 pagesGPCDOC Local TDS United Kingdom Shell Gadus S3 V770D 1 (en-GB) TDSSalem IereebiNo ratings yet
- 76 Grasa Megaplex XD3Document2 pages76 Grasa Megaplex XD3Gustavo De Haro GonzálezNo ratings yet
- 4010 TDS EnglishDocument1 page4010 TDS EnglishJose Luis Ramirez RamirezNo ratings yet
- Repsol Telex E 46,68Document2 pagesRepsol Telex E 46,68ibrahim maulanaNo ratings yet
- Belex Wireline LubricantDocument2 pagesBelex Wireline LubricantdhowardjNo ratings yet
- 5010 5020 5030 5040 5070 5100 5090 2110 HYDRAULIC OIL AW PDS Vesion 3Document2 pages5010 5020 5030 5040 5070 5100 5090 2110 HYDRAULIC OIL AW PDS Vesion 3tauhidrockNo ratings yet
- Carboguard 893: Selection & Specification DataDocument5 pagesCarboguard 893: Selection & Specification DataQuy RomNo ratings yet
- WBEpoxyCoating Data SheetDocument2 pagesWBEpoxyCoating Data SheetkaleshNo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- Belex Wireline LubricantDocument2 pagesBelex Wireline LubricantdhowardjNo ratings yet
- Texaco Randon HDZDocument3 pagesTexaco Randon HDZRonald José Silva CostaNo ratings yet
- Shell Morlina s2 BL 10 France TdsDocument2 pagesShell Morlina s2 BL 10 France TdsRolando GuijarroNo ratings yet
- Mobilgrease XHP 222Document2 pagesMobilgrease XHP 222Stefan Cel MareNo ratings yet
- Protective & Marine Coatings: Heavy Duty Block FillerDocument4 pagesProtective & Marine Coatings: Heavy Duty Block FillerAna CabreraNo ratings yet
- Especificaciones Pintura Macropoxi NavalDocument4 pagesEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNo ratings yet
- GL-XX-Mobil-Velocite-Oil-No-SeriesDocument2 pagesGL-XX-Mobil-Velocite-Oil-No-SeriescruelweyNo ratings yet
- Protective DTM Acrylic Primer/Finish Product DescriptionDocument4 pagesProtective DTM Acrylic Primer/Finish Product DescriptionVernon Jiménez FonsecaNo ratings yet
- Mobil Mobilgrease XHP222 DatasheetDocument3 pagesMobil Mobilgrease XHP222 Datasheetphankhoa83-1No ratings yet
- 4622 Product InfoDocument4 pages4622 Product InfoVendy KurniawanNo ratings yet
- Carboquick 200 PDSDocument4 pagesCarboquick 200 PDSMarcelo Alejandro MarinoNo ratings yet
- Protective Industrial Enamel CoatingDocument4 pagesProtective Industrial Enamel CoatingAna CabreraNo ratings yet
- HT Mobilgear 600 Series EngDocument2 pagesHT Mobilgear 600 Series Engmgamal1080No ratings yet
- Elite Evolution Long Life 5W-30: LubricantsDocument1 pageElite Evolution Long Life 5W-30: Lubricantstehnicar1No ratings yet
- Tds Atlantic Hydraulic OilsDocument1 pageTds Atlantic Hydraulic Oilsmgamal1080No ratings yet
- Macropoxy 646 SEDocument4 pagesMacropoxy 646 SESleyda MunozNo ratings yet
- PDS - Mobilgrease XHP 460 SeriesDocument3 pagesPDS - Mobilgrease XHP 460 SeriesJuanSantillanNo ratings yet
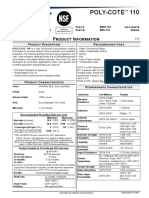
- Poly-Cote 110 (Aug'22)Document4 pagesPoly-Cote 110 (Aug'22)David cNo ratings yet
- Tds - Total Rubia XT 20w-50 - enDocument1 pageTds - Total Rubia XT 20w-50 - ennghiaNo ratings yet
- Targaurd Apcs 3 BLACKDocument4 pagesTargaurd Apcs 3 BLACKNoman AhmedNo ratings yet
- L-TSA Classic Turbine OilDocument3 pagesL-TSA Classic Turbine OilQuy NguyenNo ratings yet
- Shell Gadus S3 V220C 3 Technical Data SheetDocument2 pagesShell Gadus S3 V220C 3 Technical Data SheetdtcuongNo ratings yet
- L-TSE Turbine OilDocument3 pagesL-TSE Turbine OilYoong TanNo ratings yet
- Total Azolla Zs Series Tlusa Sw.19483852Document1 pageTotal Azolla Zs Series Tlusa Sw.19483852Mudabbir Shan AhmedNo ratings yet
- Specseal LC Endothermic Firestop Sealant: ApplicationsDocument2 pagesSpecseal LC Endothermic Firestop Sealant: ApplicationsKarim TarekNo ratings yet
- SP Eng NLGI 1,2,3 2012 OctDocument3 pagesSP Eng NLGI 1,2,3 2012 OctundraazolbayarNo ratings yet
- Triton 5005 EXDDocument3 pagesTriton 5005 EXDCarlosNo ratings yet
- Protective & Marine Coatings: MetalatexDocument4 pagesProtective & Marine Coatings: MetalatexAna CabreraNo ratings yet
- momobil_1_extended_life_10w-60Document2 pagesmomobil_1_extended_life_10w-60Márton MolnárNo ratings yet
- IGCSE Chemistry: Organic Chemistry Lesson 2Document64 pagesIGCSE Chemistry: Organic Chemistry Lesson 2Brandeice BarrettNo ratings yet
- Review Article: Greener Approach Towards Corrosion InhibitionDocument11 pagesReview Article: Greener Approach Towards Corrosion InhibitionErraFatihaNo ratings yet
- Excellence in Professional Engineering Review and Training SolutionsDocument3 pagesExcellence in Professional Engineering Review and Training SolutionsGlaiza Marie100% (1)
- Design of Singe Impression Injection Mould For Lower Bearing Cover IJERTV4IS050974Document5 pagesDesign of Singe Impression Injection Mould For Lower Bearing Cover IJERTV4IS050974Harshvardhan KharatNo ratings yet
- Orca Share Media1554262372568Document8 pagesOrca Share Media1554262372568Ivy Mendoza PagcaliwanganNo ratings yet
- Swing Check Valve - Grooved: Technical FeaturesDocument1 pageSwing Check Valve - Grooved: Technical Featuresprvns0074377No ratings yet
- En 10253-3 2008 PDFDocument50 pagesEn 10253-3 2008 PDFAlexandru AsmarandeiNo ratings yet
- TiO2 Titanium Dioxide Extraction Production Project PresentationDocument48 pagesTiO2 Titanium Dioxide Extraction Production Project Presentationkaranved780% (5)
- Insulating Materials - Industrial Rigid Laminated Sheets Based On Thermosetting Resins For Electrical PurposesDocument20 pagesInsulating Materials - Industrial Rigid Laminated Sheets Based On Thermosetting Resins For Electrical Purposeslokan100% (1)
- Handouts Gas Laws and Chemical ReactionsDocument5 pagesHandouts Gas Laws and Chemical ReactionsMary Rose AliquioNo ratings yet
- ElectrochemistryDocument80 pagesElectrochemistrykunalwahNo ratings yet
- Chemistry of Engineering MaterialsDocument36 pagesChemistry of Engineering Materialsksm rachasNo ratings yet
- Biodiesel Synthesis Mass and Cost AnalysisDocument3 pagesBiodiesel Synthesis Mass and Cost AnalysisJasmine YiuNo ratings yet
- Factorial Analysis o F A Cement: Portland Cement Company of Utah, Salt Lake City, Utah 84104, USADocument7 pagesFactorial Analysis o F A Cement: Portland Cement Company of Utah, Salt Lake City, Utah 84104, USAkingNo ratings yet
- 8th Floor Plumbing BOQDocument6 pages8th Floor Plumbing BOQsathish virupaksheNo ratings yet
- Environmental Quality Standards For Irrigation WaterDocument2 pagesEnvironmental Quality Standards For Irrigation Waterfurqan343No ratings yet
- ElangovanDocument23 pagesElangovanElangoNo ratings yet
- Magnetic Water TreatmentDocument66 pagesMagnetic Water Treatmentmdkadry100% (2)
- CBN/Diamond Coated Carbide Insert GuideDocument10 pagesCBN/Diamond Coated Carbide Insert GuideChellamuthu MechNo ratings yet
- Biermann's Handbook of Pulp and Paper - Cap 07Document18 pagesBiermann's Handbook of Pulp and Paper - Cap 07chau_riberNo ratings yet
- Assignment 1Document3 pagesAssignment 1Pawan Kumar GoyalNo ratings yet
- Natural Muscovite Block Mica and Thins Based On Visual QualityDocument6 pagesNatural Muscovite Block Mica and Thins Based On Visual QualityMaxNo ratings yet
- Boosting The Performance of MA-free Inverted Perovskite Solar CellsDocument9 pagesBoosting The Performance of MA-free Inverted Perovskite Solar CellsicethermoNo ratings yet
- Un 2 Terrazzo FlooringDocument6 pagesUn 2 Terrazzo FlooringRNo ratings yet
- Synthesis and Characterization of Expandable GraphiteDocument66 pagesSynthesis and Characterization of Expandable GraphitequiqueNo ratings yet
- Case Studies in Construction MaterialsDocument11 pagesCase Studies in Construction MaterialsAmin ZuraiqiNo ratings yet
- PDS Stopaq Outerwrap HTPE V1ENDocument2 pagesPDS Stopaq Outerwrap HTPE V1ENAndyNo ratings yet
- Modelling of Some Innovation Construction in Soft SoilDocument21 pagesModelling of Some Innovation Construction in Soft SoilmaizansofiaNo ratings yet
- Proposed Sewage Treatment Plant of Piggery Farm 50CmD (Design and Build)Document2 pagesProposed Sewage Treatment Plant of Piggery Farm 50CmD (Design and Build)John Axl LajomNo ratings yet
- Ffa08 - g08 - en (Connecting Fittings)Document118 pagesFfa08 - g08 - en (Connecting Fittings)GetziNo ratings yet