You might also like
- Mechanical Engineering GuideDocument32 pagesMechanical Engineering GuideEduardo Andrés GonzálezNo ratings yet
- IPM-PR-WCI-007 Survey Program Preparation PDFDocument8 pagesIPM-PR-WCI-007 Survey Program Preparation PDFOscarCajamarcaNo ratings yet
- Sour ServiceDocument8 pagesSour Servicelinga01100% (1)
- Small Target Detection Test WhitepaperDocument4 pagesSmall Target Detection Test WhitepaperFreddy VergaraNo ratings yet
- Foodmax Grease CAS S 2 LS - TDS - 263701301 - ENDocument2 pagesFoodmax Grease CAS S 2 LS - TDS - 263701301 - ENDeath Heart100% (1)
- FS 600 Data SheetDocument1 pageFS 600 Data SheetNguyen Hong67% (3)
- Manufacturing Technology for Aerospace Structural MaterialsFrom EverandManufacturing Technology for Aerospace Structural MaterialsRating: 5 out of 5 stars5/5 (2)
- CEMS GuidlinesDocument94 pagesCEMS GuidlinesBiohm ConsultareNo ratings yet
- Manufacturing Process of ScissorsDocument22 pagesManufacturing Process of ScissorsifahNo ratings yet
- Characterization of LipidsDocument4 pagesCharacterization of LipidsEzraela Neriah AmodoNo ratings yet
- Foodmax Grease CAS S 2 HS - TDS - 263701201 - ENDocument2 pagesFoodmax Grease CAS S 2 HS - TDS - 263701201 - ENDeath HeartNo ratings yet
- Beginner's Guide To PLC Programming (Neal Babcock) 2008Document77 pagesBeginner's Guide To PLC Programming (Neal Babcock) 2008winkyaw333No ratings yet
- Procedure of Apcs-113cDocument8 pagesProcedure of Apcs-113cNoman AhmedNo ratings yet
- Envirolastic AR 425 Data PageDocument4 pagesEnvirolastic AR 425 Data PageYsmael Steel TeklaNo ratings yet
- Macropoxy 646 FF 2022Document4 pagesMacropoxy 646 FF 2022nellyNo ratings yet
- TarguardDocument4 pagesTarguardMariela Tabata Calizaya ChipanaNo ratings yet
- Targuard PDFDocument4 pagesTarguard PDFsofian juniardiNo ratings yet
- Macropoxy 646 PW 2021Document4 pagesMacropoxy 646 PW 2021Jeisson BravoNo ratings yet
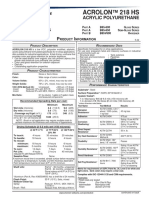
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Acrolon 218 FTDocument4 pagesAcrolon 218 FTEdwin VSNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Acrolon 218 HS Acrylic PolyurethaneDocument4 pagesAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNo ratings yet
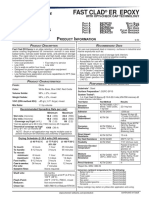
- Fast Clad Er Epoxy: Protective & Marine CoatingsDocument4 pagesFast Clad Er Epoxy: Protective & Marine CoatingsCarlangasPardoNo ratings yet
- Especificaciones Pintura Macropoxi NavalDocument4 pagesEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocument4 pagesPintura Epoxica Sherwin Willians Hoja Seguridad1No ratings yet
- Macropoxy 646 SEDocument4 pagesMacropoxy 646 SESleyda MunozNo ratings yet
- B62W80 PDS EnglishDocument4 pagesB62W80 PDS EnglishjuanNo ratings yet
- Hi Solid PolyurethaneDocument4 pagesHi Solid PolyurethaneafvasquezNo ratings yet
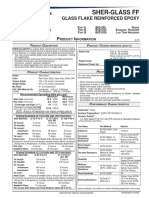
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- InnoplusDocument1 pageInnoplusRizaldi Nur Imani100% (1)
- Heat-Flex HI-TEMP 1200: Protective & Marine CoatingsDocument4 pagesHeat-Flex HI-TEMP 1200: Protective & Marine CoatingsAna CabreraNo ratings yet
- Poly-Cote 110 (Aug'22)Document4 pagesPoly-Cote 110 (Aug'22)David cNo ratings yet
- Dura-Plate Uhs Primer NSF: Protective & Marine CoatingsDocument4 pagesDura-Plate Uhs Primer NSF: Protective & Marine CoatingscerorideNo ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- Material Spec For 6600Document1 pageMaterial Spec For 6600Namelezz ShadowwNo ratings yet
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- Sherwin Williams - Heatflex Hi-Temp 1200 DatasheetDocument4 pagesSherwin Williams - Heatflex Hi-Temp 1200 DatasheetAce AceNo ratings yet
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDocument4 pagesCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisNo ratings yet
- 226NDocument2 pages226NUmaibalanNo ratings yet
- Devcon Plastic Steel Putty ADocument3 pagesDevcon Plastic Steel Putty AAZLAN ABDULLAINo ratings yet
- Polylon 1900 (3853091)Document4 pagesPolylon 1900 (3853091)JOCELYN MEDINANo ratings yet
- DTM Acrylic Pimer Finish B66W1Document4 pagesDTM Acrylic Pimer Finish B66W1Vernon Jiménez FonsecaNo ratings yet
- PS 14 Anchor Bolt TolerancesDocument4 pagesPS 14 Anchor Bolt TolerancesjebrijaNo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- Polylon HP PDSDocument4 pagesPolylon HP PDSJose MachadoNo ratings yet
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Armorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsDocument4 pagesArmorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsOswaldo SantoyoNo ratings yet
- MyPDF PDFDocument4 pagesMyPDF PDFBill LindoNo ratings yet
- SCGC LSP L2420J Technical Datasheet ProvisionalDocument3 pagesSCGC LSP L2420J Technical Datasheet Provisionalakankshas06No ratings yet
- Urethane Coating 165 PWDocument2 pagesUrethane Coating 165 PWANIBALLOPEZVEGANo ratings yet
- DoW LDPE 2685GDocument4 pagesDoW LDPE 2685Gtariquekhan143No ratings yet
- TGSB (M) Turbine OilDocument3 pagesTGSB (M) Turbine OilQuy NguyenNo ratings yet
- Protective & Marine Coatings: Zinc Clad XIDocument4 pagesProtective & Marine Coatings: Zinc Clad XIfdpc1987No ratings yet
- HO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)Document2 pagesHO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)azimchemNo ratings yet
- Futong Ism Tds SCG Hdpe h2001wc 20jul20Document3 pagesFutong Ism Tds SCG Hdpe h2001wc 20jul20Aung Thein OoNo ratings yet
- Cor Cote HTDocument4 pagesCor Cote HTlovaldes62No ratings yet
- HojaTecnica Heat Flex Hi Temp 1200Document4 pagesHojaTecnica Heat Flex Hi Temp 1200NANCY JASMIN MORENONo ratings yet
- Bitumastic 300M: Selection & Specification DataDocument4 pagesBitumastic 300M: Selection & Specification DataSHAIK ASIMUDDINNo ratings yet
- 3H Bio Ultimax 1500 Dielectric Hyd Fluid ISO 22 32 46 68Document2 pages3H Bio Ultimax 1500 Dielectric Hyd Fluid ISO 22 32 46 68Massimiliano VolaNo ratings yet
- Dow Elite 5401G TDSDocument3 pagesDow Elite 5401G TDSAli RazuNo ratings yet
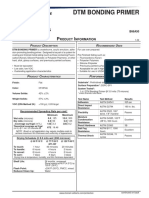
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
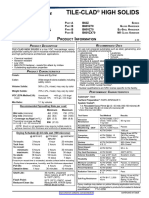
- Sher-Tile HS - SHERWIN WILLIAMSDocument4 pagesSher-Tile HS - SHERWIN WILLIAMSJoão Gilberto Vedana JúniorNo ratings yet
- ROHACELL HERO 2022 April EN 243522Document2 pagesROHACELL HERO 2022 April EN 243522c.breckonsNo ratings yet
- SAN - KUMHO - 350-HW - TDS FDocument4 pagesSAN - KUMHO - 350-HW - TDS FakshayNo ratings yet
- SABIC® HDPE M200056: High Density Polyethylene For Injection MouldingDocument2 pagesSABIC® HDPE M200056: High Density Polyethylene For Injection MouldingMuhammad Noman MehboobNo ratings yet
- H6105JUDocument1 pageH6105JUhunghiepvanNo ratings yet
- En USDocument11 pagesEn USNoman AhmedNo ratings yet
- Maestro WB Primer 28830Document3 pagesMaestro WB Primer 28830Noman AhmedNo ratings yet
- Hempel Sealer 05990Document3 pagesHempel Sealer 05990Noman AhmedNo ratings yet
- Hempel Thinner 08080Document2 pagesHempel Thinner 08080Noman AhmedNo ratings yet
- Apcs-113a Method StatmentDocument7 pagesApcs-113a Method StatmentNoman AhmedNo ratings yet
- Hempadur 87540Document3 pagesHempadur 87540Noman AhmedNo ratings yet
- Hempel Epoxy Filler 35230Document3 pagesHempel Epoxy Filler 35230Noman AhmedNo ratings yet
- Hempel Apcs113aDocument6 pagesHempel Apcs113aNoman AhmedNo ratings yet
- Hempafloor Prime 100Document2 pagesHempafloor Prime 100Noman AhmedNo ratings yet
- Hempafloor Fill 200Document2 pagesHempafloor Fill 200Noman AhmedNo ratings yet
- Hempel Interior Filler 38840Document3 pagesHempel Interior Filler 38840Noman AhmedNo ratings yet
- Hempel WB Primer 28830Document3 pagesHempel WB Primer 28830Noman AhmedNo ratings yet
- Hempadur Zinc 17360Document4 pagesHempadur Zinc 17360Noman AhmedNo ratings yet
- Numerical Modelling and Computation Methods of Concrete Face Rockfill DamDocument2 pagesNumerical Modelling and Computation Methods of Concrete Face Rockfill DamTony ChanNo ratings yet
- Breviary OnlineDocument13 pagesBreviary OnlineIzzati KamalNo ratings yet
- Measurement and Effects of Heat - Worksheet 5Document2 pagesMeasurement and Effects of Heat - Worksheet 5AGAM PURINo ratings yet
- An Introduction To Basic MechanicsDocument7 pagesAn Introduction To Basic MechanicsspokenfearNo ratings yet
- Electrodynamics Formulas For YouDocument8 pagesElectrodynamics Formulas For YouGuy J.J.No ratings yet
- Ntop Resources - LatticesDocument3 pagesNtop Resources - LatticesLuigi1721No ratings yet
- Capacity of Urban ArterialsDocument38 pagesCapacity of Urban ArterialsmrdvirusNo ratings yet
- SSC Je Ce 2016 1Document57 pagesSSC Je Ce 2016 1ezradural99No ratings yet
- Hydraulics 16 ProblemsDocument3 pagesHydraulics 16 ProblemsEugine BalomagaNo ratings yet
- Sigma MALDI Calibration KitDocument4 pagesSigma MALDI Calibration KitRamona Neka TamoNo ratings yet
- The Use of Highly Cross-Linked Polyethylene in Total Knee ArthroplastyDocument9 pagesThe Use of Highly Cross-Linked Polyethylene in Total Knee ArthroplastyaiakobyNo ratings yet
- Insulfrax S BlanketDocument2 pagesInsulfrax S BlanketcanonplanosNo ratings yet
- Sagar Group of Institutes, Bhopal: Subject: Heat& Mass Transfer CODE: ME-6003 Unit-IDocument3 pagesSagar Group of Institutes, Bhopal: Subject: Heat& Mass Transfer CODE: ME-6003 Unit-IRiyasNo ratings yet
- Coated Fab Iso ListDocument4 pagesCoated Fab Iso ListSte BoydNo ratings yet
- AutomobileDocument3 pagesAutomobileSunnybanerjee1991No ratings yet
- Determination of Tissue Equivalent Materials of A Physical 8-Year-Old Phantom For Use in Computed TomographyDocument8 pagesDetermination of Tissue Equivalent Materials of A Physical 8-Year-Old Phantom For Use in Computed TomographyInas Fathinah SaepudinNo ratings yet
- SEAM-Maths1-1.2 SD-Trigonometric Functions 28-8-19 SPCEDocument13 pagesSEAM-Maths1-1.2 SD-Trigonometric Functions 28-8-19 SPCESatish BarotNo ratings yet
- Biochemistry Assignment 1Document14 pagesBiochemistry Assignment 1Ananya DwivediNo ratings yet
- RT Acceptance Criteria For Pressure VesselDocument1 pageRT Acceptance Criteria For Pressure VesselkapsarcNo ratings yet
- STS - NanotechnologyDocument4 pagesSTS - NanotechnologyCessnirpLyma RaguroNo ratings yet
- FRCC EI 001 A5 02 - Instructions DLL Danfoss Foresee PDFDocument10 pagesFRCC EI 001 A5 02 - Instructions DLL Danfoss Foresee PDFDaud Simon ANo ratings yet