You might also like
- Targaurd Apcs 3 BLACKDocument4 pagesTargaurd Apcs 3 BLACKNoman AhmedNo ratings yet
- Cor Cote HTDocument4 pagesCor Cote HTlovaldes62No ratings yet
- Macropoxy 646 FF 2022Document4 pagesMacropoxy 646 FF 2022nellyNo ratings yet
- Especificaciones Pintura Macropoxi NavalDocument4 pagesEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNo ratings yet
- Macropoxy 646 PW 2021Document4 pagesMacropoxy 646 PW 2021Jeisson BravoNo ratings yet
- Eutalloy 1202Document2 pagesEutalloy 1202Siddharth DasNo ratings yet
- Dura-Plate Uhs Primer NSF: Protective & Marine CoatingsDocument4 pagesDura-Plate Uhs Primer NSF: Protective & Marine CoatingscerorideNo ratings yet
- Macropoxy 646 PW: Protective & Marine CoatingsDocument4 pagesMacropoxy 646 PW: Protective & Marine CoatingsAnn HewsonNo ratings yet
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocument4 pagesPintura Epoxica Sherwin Willians Hoja Seguridad1No ratings yet
- Targuard PDFDocument4 pagesTarguard PDFsofian juniardiNo ratings yet
- TarguardDocument4 pagesTarguardMariela Tabata Calizaya ChipanaNo ratings yet
- Polylon HP PDSDocument4 pagesPolylon HP PDSJose MachadoNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- JCB HP HYDRAULIC FLUID 46 - enDocument2 pagesJCB HP HYDRAULIC FLUID 46 - enMiguel MacedoNo ratings yet
- Polylon 1900 (3853091)Document4 pagesPolylon 1900 (3853091)JOCELYN MEDINANo ratings yet
- LOCTITE ABLESTIK 2600BT en - GLDocument2 pagesLOCTITE ABLESTIK 2600BT en - GLJess OrtonNo ratings yet
- Acrolon 218 FTDocument4 pagesAcrolon 218 FTEdwin VSNo ratings yet
- Zinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationDocument8 pagesZinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationThennarasu VelloreNo ratings yet
- Macropoxy 646 SEDocument4 pagesMacropoxy 646 SESleyda MunozNo ratings yet
- 3H Bio Ultimax 1500 Dielectric Hyd Fluid ISO 22 32 46 68Document2 pages3H Bio Ultimax 1500 Dielectric Hyd Fluid ISO 22 32 46 68Massimiliano VolaNo ratings yet
- HO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)Document2 pagesHO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)azimchemNo ratings yet
- B62W80_PDS_English_Document4 pagesB62W80_PDS_English_juanNo ratings yet
- Alpha Om-353 Solder Paste en 08nov19 TBDocument7 pagesAlpha Om-353 Solder Paste en 08nov19 TBShamsur RahmanNo ratings yet
- Hi Solid PolyurethaneDocument4 pagesHi Solid PolyurethaneafvasquezNo ratings yet
- Intergard 269 PDFDocument4 pagesIntergard 269 PDFAdi SeptiNo ratings yet
- Fast Clad HB Acrylic: Protective & Marine CoatingsDocument4 pagesFast Clad HB Acrylic: Protective & Marine CoatingsAna CabreraNo ratings yet
- Foodmax Grease CAS S 2 LS - TDS - 263701301 - ENDocument2 pagesFoodmax Grease CAS S 2 LS - TDS - 263701301 - ENDeath Heart100% (1)
- Acrolon 218 HS Acrylic PolyurethaneDocument4 pagesAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNo ratings yet
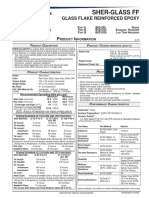
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- 406-2012 New-EnDocument3 pages406-2012 New-EnNishant SenapatiNo ratings yet
- Lubri-Bond 220: Technical Data (Spec Qualified)Document2 pagesLubri-Bond 220: Technical Data (Spec Qualified)Santaj TechnologiesNo ratings yet
- LOCTITEDocument2 pagesLOCTITEHrNo ratings yet
- Technical Data (Spec Qualified) Perma-Slik G: Air Dry, Mos Solid Film LubricantDocument3 pagesTechnical Data (Spec Qualified) Perma-Slik G: Air Dry, Mos Solid Film LubricantSantaj TechnologiesNo ratings yet
- Q8 El Greco 220 - enDocument1 pageQ8 El Greco 220 - enDeepak YadavNo ratings yet
- TDS Gadus S5 V220 2Document2 pagesTDS Gadus S5 V220 2Nokiabhre WijayaNo ratings yet
- Cardolite Ultra LITE 513: Epoxy Reactive Diluent Technical DatasheetDocument2 pagesCardolite Ultra LITE 513: Epoxy Reactive Diluent Technical Datasheettrường phạmNo ratings yet
- Technical Data Sheet for Baltoflake CoatingDocument6 pagesTechnical Data Sheet for Baltoflake CoatingSaul AntayhuaNo ratings yet
- Duraplate 301K - Sherwin WilliamsDocument4 pagesDuraplate 301K - Sherwin WilliamsJardenson CésarNo ratings yet
- Premium Insulating Oil Meets Industry StandardsDocument3 pagesPremium Insulating Oil Meets Industry StandardsAsim IbrahimNo ratings yet
- Propoxylated EmulsifierDocument1 pagePropoxylated EmulsifierFadhli KusumaNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
- Royal 876 EP GreaseDocument3 pagesRoyal 876 EP GreaseVictor ZhicayNo ratings yet
- Eutectic 19400: Atomized Martensitic Stainless Steel Alloy PowderDocument2 pagesEutectic 19400: Atomized Martensitic Stainless Steel Alloy PowderYeison Piedrahita PérezNo ratings yet
- Protective & Marine Coatings: Sher-Clear™Document4 pagesProtective & Marine Coatings: Sher-Clear™Ana CabreraNo ratings yet
- Castrol Aero HF 585B Mineral Hydraulic Fluid Product DataDocument2 pagesCastrol Aero HF 585B Mineral Hydraulic Fluid Product Datanauta007No ratings yet
- Loctite 380 Black - Ficha TecnicaDocument3 pagesLoctite 380 Black - Ficha TecnicamonsepackNo ratings yet
- Pintura 7000 - System - Cold - Galvanizing - Compound - RO65 - GDH585 - 0622Document2 pagesPintura 7000 - System - Cold - Galvanizing - Compound - RO65 - GDH585 - 0622Carmen CespedesNo ratings yet
- RD108SDocument1 pageRD108SAPEX SONNo ratings yet
- MG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetDocument7 pagesMG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetAbdulrahman AlabdanNo ratings yet
- Keeler & Long KL65487107 Product Data SheetDocument2 pagesKeeler & Long KL65487107 Product Data SheetRussell ShacklefordNo ratings yet
- Aircol HC 7, HC 10Document2 pagesAircol HC 7, HC 10Vladislav TrempoletsNo ratings yet
- TDS 2800000925 en - USDocument2 pagesTDS 2800000925 en - USIsrael HernandezNo ratings yet
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDocument4 pagesCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisNo ratings yet
- Technical Data Sheet for Glass Flake CoatingDocument5 pagesTechnical Data Sheet for Glass Flake CoatingsmnisNo ratings yet
- Sher-Tile HS - SHERWIN WILLIAMSDocument4 pagesSher-Tile HS - SHERWIN WILLIAMSJoão Gilberto Vedana JúniorNo ratings yet
- Balto FlakeDocument5 pagesBalto FlakeBiju_PottayilNo ratings yet
- Bpxe B6ctalDocument2 pagesBpxe B6ctalVusal HasanovNo ratings yet
- Engineering Data: GPO-3 8/11/2011 H900Document2 pagesEngineering Data: GPO-3 8/11/2011 H900Fernando OrtizNo ratings yet
- M583ch CAT D8R LGP load rating and specificationsDocument2 pagesM583ch CAT D8R LGP load rating and specificationsCarlangasPardoNo ratings yet
- Analysis and Design of Circular Prestressed Concrete Storage TanksDocument22 pagesAnalysis and Design of Circular Prestressed Concrete Storage Tankschondroc11No ratings yet
- (Report) Storage Tanks (Japan)Document179 pages(Report) Storage Tanks (Japan)RAJENDRA PRASADNo ratings yet
- Ολοκληρωμα DuhamelDocument6 pagesΟλοκληρωμα DuhamelkakarikosNo ratings yet
- Idini 2016Document28 pagesIdini 2016Luis Fernando Vergaray AstupiñaNo ratings yet
- Flowserve Durco CatalogDocument36 pagesFlowserve Durco CatalogbryandownNo ratings yet
- PCWastewater Treatment TanksDocument12 pagesPCWastewater Treatment TanksCarlangasPardoNo ratings yet
- Lecture 18xxxxDocument9 pagesLecture 18xxxxjungzkiNo ratings yet
- 1 s2.0 S1877705817327339 MainDocument8 pages1 s2.0 S1877705817327339 MainfghfNo ratings yet
- Libro en Ingles - Chile PDFDocument192 pagesLibro en Ingles - Chile PDFPedro Ruiz MedianeroNo ratings yet
- An Efficient Algorithm For The Evaluation of Convolution IntegralsDocument22 pagesAn Efficient Algorithm For The Evaluation of Convolution IntegralsCarlangasPardoNo ratings yet
- C770573Document16 pagesC770573CarlangasPardoNo ratings yet
- 43 MaskalADocument17 pages43 MaskalACarlangasPardoNo ratings yet
- Non-Linear Structural Analysis For Seismic DesignDocument36 pagesNon-Linear Structural Analysis For Seismic DesignAsraf MuidinNo ratings yet
- Fosroc Concure WB: Water Based Concrete Curing CompoundDocument2 pagesFosroc Concure WB: Water Based Concrete Curing CompoundShaik QutubuddinNo ratings yet
- Bearing For Screw CompressorDocument8 pagesBearing For Screw Compressormk saravananNo ratings yet
- Organochloride Contamination Source IdentificationDocument5 pagesOrganochloride Contamination Source IdentificationMarwa ElsherifNo ratings yet
- Foil TrayDocument4 pagesFoil TrayLeyyNo ratings yet
- Mark Scheme Depth in ChemistryDocument19 pagesMark Scheme Depth in ChemistryAddan AddanNo ratings yet
- Flowcharts and Design Equations - Eurocode 2Document7 pagesFlowcharts and Design Equations - Eurocode 2ChineseAssassinNo ratings yet
- Bloqueos Membrane Locking, Parasitic Shear and Incompressible LockingDocument18 pagesBloqueos Membrane Locking, Parasitic Shear and Incompressible LockingsirpaneteNo ratings yet
- Goodyear Black Belt Catalog 2010Document72 pagesGoodyear Black Belt Catalog 2010piero_rsNo ratings yet
- Bitoner Resin C9 BP-120 TDSDocument2 pagesBitoner Resin C9 BP-120 TDSdamiendamNo ratings yet
- Wood and Armer Slab Design Method for Twisting MomentsDocument2 pagesWood and Armer Slab Design Method for Twisting MomentsBalaji VenkateswaranNo ratings yet
- Testing Application Standard No 112-95 PDFDocument12 pagesTesting Application Standard No 112-95 PDFAlvin BadzNo ratings yet
- Grade Data Sheet for 304, 304L and 304H Stainless SteelsDocument2 pagesGrade Data Sheet for 304, 304L and 304H Stainless Steelss swamiNo ratings yet
- Corbel Design With Angle LimitDocument2 pagesCorbel Design With Angle LimitFrederick TanNo ratings yet
- Pengembangan Deteksi Antigen Virus Sars-Cov-2 Berbasis Surface Plasmonic Resonance (SPR)Document18 pagesPengembangan Deteksi Antigen Virus Sars-Cov-2 Berbasis Surface Plasmonic Resonance (SPR)Hidayat NurNo ratings yet
- Raychem WPCT Heat Shrink SleevesDocument4 pagesRaychem WPCT Heat Shrink SleevesmngNo ratings yet
- Jianbang Coating Company ProfileDocument8 pagesJianbang Coating Company ProfileJaya IrawanNo ratings yet
- Laminar flow HEPA filterDocument2 pagesLaminar flow HEPA filterwesam allabadiNo ratings yet
- C.A.T-HSE-Hydrogen Sulphide-01Document30 pagesC.A.T-HSE-Hydrogen Sulphide-01M AbidNo ratings yet
- PDS Hempathane Topcoat 55210 en-GBDocument3 pagesPDS Hempathane Topcoat 55210 en-GBNguyễn Đặng LâmNo ratings yet
- Cox - 1975 - Overhead-Line PracticeDocument9 pagesCox - 1975 - Overhead-Line PracticePoleomanNo ratings yet
- Journal of The Taiwan Institute of Chemical Engineers Volume 45 Issue 6 2014 (Doi 10.1016/j.jtice.2014.05.012) Ameduri, Bruno - Recent Advances in The Controlled Radical (Co) Polymerization of FluoDocument10 pagesJournal of The Taiwan Institute of Chemical Engineers Volume 45 Issue 6 2014 (Doi 10.1016/j.jtice.2014.05.012) Ameduri, Bruno - Recent Advances in The Controlled Radical (Co) Polymerization of FluoRyan Eka JuniawanNo ratings yet
- Creep of MaterialsDocument67 pagesCreep of MaterialsAnilNo ratings yet
- DMA analysis of coke bottle sampleDocument32 pagesDMA analysis of coke bottle sampleDivagar SivaselvamNo ratings yet
- Chemistry A Molecular Approach Tro 2nd Edition Test BankDocument32 pagesChemistry A Molecular Approach Tro 2nd Edition Test BankAlbert Seale100% (29)
- Welding Variables WeldersDocument5 pagesWelding Variables WeldersAkhilesh KumarNo ratings yet
- Changing Markets Dirty Fashion Report Spread WebDocument35 pagesChanging Markets Dirty Fashion Report Spread WebLubabun Ni'amNo ratings yet
- Crude Oil Treatment-Libre (1) CDSCDocument55 pagesCrude Oil Treatment-Libre (1) CDSCMahmoud Abd El-Razik100% (2)
- NITESH PRASAD - 26300721021 - PE-ME802 F (1) - CompressedDocument6 pagesNITESH PRASAD - 26300721021 - PE-ME802 F (1) - CompressedBishalNo ratings yet
- Ash in Fatty Quaternary Ammonium Chlorides: Standard Test Method ForDocument1 pageAsh in Fatty Quaternary Ammonium Chlorides: Standard Test Method ForShaker QaidiNo ratings yet