You might also like
- Pipe Hangers and Supports Materials, Design, Manufacture, Selection, Application, and InstallationDocument6 pagesPipe Hangers and Supports Materials, Design, Manufacture, Selection, Application, and InstallationAnonymous gr5Pr9AV0% (3)
- MSS SP 136 Ductile Iron Swing Check Valves 2007 PDFDocument14 pagesMSS SP 136 Ductile Iron Swing Check Valves 2007 PDFJavierfox98100% (1)
- MSS SP-68 High Pressure Butterfly Valves With Offset Design PDFDocument9 pagesMSS SP-68 High Pressure Butterfly Valves With Offset Design PDFmohamed ahmedNo ratings yet
- MSS SP-79-2018Document18 pagesMSS SP-79-2018Денис Пекшуев100% (1)
- MSS SP-152-2017Document10 pagesMSS SP-152-2017Денис Пекшуев0% (1)
- MSS SP-44 - 2019Document58 pagesMSS SP-44 - 2019rlodovichiNo ratings yet
- 20 GPM Stack Valve Catalog INDEXDocument82 pages20 GPM Stack Valve Catalog INDEXMauricio Ariel H. OrellanaNo ratings yet
- High Speed FlightDocument156 pagesHigh Speed FlightYadana100% (1)
- SP 95 2006Document16 pagesSP 95 2006Miteshshinde17No ratings yet
- MSS SP 97Document21 pagesMSS SP 97Krunal PatelNo ratings yet
- MSS SP-104-2018Document14 pagesMSS SP-104-2018Денис Пекшуев0% (1)
- Socket-Welding Reducer Inserts: MSS SP-79-2018Document18 pagesSocket-Welding Reducer Inserts: MSS SP-79-2018IRANIAN 23No ratings yet
- MSS SP-118-2007Document24 pagesMSS SP-118-2007masoudNo ratings yet
- MSS SP - 97 -2019 - Integrally Reinforced Forged Branch Outlet Fittings Socket Welding, Threaded, and Buttwelding EndsDocument4 pagesMSS SP - 97 -2019 - Integrally Reinforced Forged Branch Outlet Fittings Socket Welding, Threaded, and Buttwelding Endsarnoldbatista55No ratings yet
- MSS SP 97 01Document15 pagesMSS SP 97 01Allan SousaNo ratings yet
- Integrally Reinforced Forged Branch Outlet Fittings - Socket Welding, Threaded, and Buttwelding EndsDocument22 pagesIntegrally Reinforced Forged Branch Outlet Fittings - Socket Welding, Threaded, and Buttwelding Endsssnair85No ratings yet
- MSS_SP_97_2019_Integrally_Reinforced_Forged_Branch_Outlet_Fittings (1)Document26 pagesMSS_SP_97_2019_Integrally_Reinforced_Forged_Branch_Outlet_Fittings (1)infoNo ratings yet
- MSS SP-6-2007Document6 pagesMSS SP-6-2007Michael RobinsonNo ratings yet
- MSS SP 55 2011 QUALITY STANDARD For STEEL CASTINGS For Valves Flanges Fittings and Other Piping Components PDFDocument5 pagesMSS SP 55 2011 QUALITY STANDARD For STEEL CASTINGS For Valves Flanges Fittings and Other Piping Components PDFlara_rajkumar6670% (1)
- MSS - SP 9 2013Document10 pagesMSS - SP 9 2013Денис ПекшуевNo ratings yet
- MSS SP 97 PDFDocument15 pagesMSS SP 97 PDFOlinser BacelisNo ratings yet
- Integrally Reinforced Forged Branch Outlet Fittings - Socket Welding, Threaded, and Buttwelding EndsDocument3 pagesIntegrally Reinforced Forged Branch Outlet Fittings - Socket Welding, Threaded, and Buttwelding EndsMarian Valentin MitreaNo ratings yet
- Gray Iron Swing Check Valves, Flanged and Threaded Ends: MSS SP-71-2018Document18 pagesGray Iron Swing Check Valves, Flanged and Threaded Ends: MSS SP-71-2018Hayder HusseinNo ratings yet
- Mss sp952006 Swaged Nipples and Bull PlugsDocument16 pagesMss sp952006 Swaged Nipples and Bull PlugsDaryna KupriianovaNo ratings yet
- MSS SP 83 - 2001Document12 pagesMSS SP 83 - 2001Alonso ZentenoNo ratings yet
- Mss sp-75 2004Document31 pagesMss sp-75 2004Islam SolimanNo ratings yet
- MSS-SP-97 (2001) Integrally ReinforcedForged BranchOutlet FittingsSocketWelding Threaded and Buttwelding EndsDocument15 pagesMSS-SP-97 (2001) Integrally ReinforcedForged BranchOutlet FittingsSocketWelding Threaded and Buttwelding EndsAlonso ZentenoNo ratings yet
- MSS SP-42-2009Document17 pagesMSS SP-42-2009Manual Source100% (1)
- MSS SP-118 2007Document24 pagesMSS SP-118 2007ISRAEL PORTILLONo ratings yet
- MSS SP-117 (1996) PDFDocument11 pagesMSS SP-117 (1996) PDFadprim100% (1)
- MSS Standard Practice SP-95: SectionDocument3 pagesMSS Standard Practice SP-95: SectionMaurício Duarte de AndradeNo ratings yet
- MSS SP 97 PDFDocument15 pagesMSS SP 97 PDFJohn RodriguesNo ratings yet
- MSS SP-67 (2002)Document19 pagesMSS SP-67 (2002)Allan SousaNo ratings yet
- Mss sp61 PDFDocument9 pagesMss sp61 PDFHarshaVeeragandhamNo ratings yet
- MSS SP-153-2017Document18 pagesMSS SP-153-2017Денис ПекшуевNo ratings yet
- MSS SP-55Document25 pagesMSS SP-55Christian Perez100% (1)
- MSS SP-44 (1996) (Reaffirmed 2001)Document26 pagesMSS SP-44 (1996) (Reaffirmed 2001)Allan SousaNo ratings yet
- Mss sp-73 1991 PDFDocument5 pagesMss sp-73 1991 PDFChotiwan RattanasatienNo ratings yet
- MSS SP 6-2017Document10 pagesMSS SP 6-2017elciolbezerraNo ratings yet
- Mss sp-71 1997 PDFDocument10 pagesMss sp-71 1997 PDFChotiwan RattanasatienNo ratings yet
- MSS SP-88 (1993)Document15 pagesMSS SP-88 (1993)jothishNo ratings yet
- Previews 2102493 PreDocument6 pagesPreviews 2102493 PrePOOL MASTERNo ratings yet
- Pressure Testing of Valves: MSS SP-61-2019Document14 pagesPressure Testing of Valves: MSS SP-61-2019윤규섭100% (1)
- MSS SP-42-1999Document16 pagesMSS SP-42-1999Surat ButtarasriNo ratings yet
- Factory-Made Butt-Welding Fittings For Class I Nuclear Piping ApplicationsDocument18 pagesFactory-Made Butt-Welding Fittings For Class I Nuclear Piping Applicationspukyto1987No ratings yet
- MSS SP-110-2010Document4 pagesMSS SP-110-2010Gonzalo PerezNo ratings yet
- NORMA PARA FLANCHES MAYORES A 30 PULGADAS Mss - sp-44.1996 PDFDocument28 pagesNORMA PARA FLANCHES MAYORES A 30 PULGADAS Mss - sp-44.1996 PDFLeito Leito RodriguezNo ratings yet
- MSS SP-43 (1991) (Reaffirmed 2001)Document16 pagesMSS SP-43 (1991) (Reaffirmed 2001)Allan SousaNo ratings yet
- MSS SP 83-2006Document12 pagesMSS SP 83-2006OrimabuNo ratings yet
- MSS SP-97-2012Document21 pagesMSS SP-97-2012Marco CarrieriNo ratings yet
- MSS-SP-104 (1995)Document11 pagesMSS-SP-104 (1995)Islam SolimanNo ratings yet
- MSS SP43 2013Document15 pagesMSS SP43 2013Gustavo Alexis Duarte0% (1)
- Previews MSS SP-58-2009 PreDocument4 pagesPreviews MSS SP-58-2009 PreValesh Monis0% (1)
- Previews MSS SP-58-2009 PreDocument4 pagesPreviews MSS SP-58-2009 PreVishal SoniNo ratings yet
- SP 081 2001 PDFDocument7 pagesSP 081 2001 PDFbaskaran ayyapparajNo ratings yet
- MSS SP-44-2016 Steel Pipeline FlangesDocument52 pagesMSS SP-44-2016 Steel Pipeline Flangesarnoldbatista55100% (2)
- Steel Pipeline Flanges: MSS SP .. 44-1996Document26 pagesSteel Pipeline Flanges: MSS SP .. 44-1996alexxavierNo ratings yet
- MSS SP-126 2007 Steel in Line Spring Assisted Center Guided Check Valves PDFDocument18 pagesMSS SP-126 2007 Steel in Line Spring Assisted Center Guided Check Valves PDFLainhatanhNo ratings yet
- MSS SP-121 (1997)Document20 pagesMSS SP-121 (1997)adprimNo ratings yet
- MSS SP-83-2001Document12 pagesMSS SP-83-2001Matheus TorresNo ratings yet
- DVS 2203-2Document3 pagesDVS 2203-2Miteshshinde17No ratings yet
- DVS 2214Document2 pagesDVS 2214Miteshshinde17No ratings yet
- DVS 2207 1englisch PDFDocument14 pagesDVS 2207 1englisch PDFChristian SanhuezaNo ratings yet
- TMW qxp3Document1 pageTMW qxp3Miteshshinde17No ratings yet
- F 1970 - 01 - Rje5nzaDocument6 pagesF 1970 - 01 - Rje5nzaMiteshshinde17No ratings yet
- Portable Hardness Testing by The Ultrasonic Contact Impedance MethodDocument8 pagesPortable Hardness Testing by The Ultrasonic Contact Impedance MethodDarwin DarmawanNo ratings yet
- Serie 171 RTC CouplingsDocument6 pagesSerie 171 RTC CouplingsHIDRAFLUIDNo ratings yet
- Actual VCR CycleDocument4 pagesActual VCR Cyclepramod kumar yadavNo ratings yet
- Oil and Gas Processing Systems: Offshore Standard DNV-OS-E201Document51 pagesOil and Gas Processing Systems: Offshore Standard DNV-OS-E201TIZIANO CIVIDINONo ratings yet
- Influence of Dimple Design On Aerodynamic Drag of Golf BallsDocument7 pagesInfluence of Dimple Design On Aerodynamic Drag of Golf BallsCaioNo ratings yet
- محاضرة نبتل بتاع الهيدروليك سيستم6Document8 pagesمحاضرة نبتل بتاع الهيدروليك سيستم6قطائف العواطفNo ratings yet
- KaplanDocument2 pagesKaplanJan Marvin TamseNo ratings yet
- Turbo-Meters: Installation and Maintenance InstructionsDocument12 pagesTurbo-Meters: Installation and Maintenance InstructionsjoseNo ratings yet
- Chapter 01 Introduction To Hydraulic Power SystemsDocument14 pagesChapter 01 Introduction To Hydraulic Power SystemsLau Buon Sing100% (1)
- Welding MapDocument10 pagesWelding MapWiwik HaryadiNo ratings yet
- Selection Control ValvesDocument7 pagesSelection Control ValvesVeera Mani100% (1)
- Gate Valve Inspection ChecklistDocument2 pagesGate Valve Inspection ChecklisternmrajaNo ratings yet
- Accumulator Sizing - SLBDocument9 pagesAccumulator Sizing - SLBemmanuelNo ratings yet
- WaterGems Output Clear Water Design-Reamal Block-20.10.2020Document5 pagesWaterGems Output Clear Water Design-Reamal Block-20.10.2020Milan NayekNo ratings yet
- piPREMIUM Upgrade Kit C21-400Document3 pagespiPREMIUM Upgrade Kit C21-400piabNo ratings yet
- Project Datasheet for Echo Compressor Bleed RingDocument6 pagesProject Datasheet for Echo Compressor Bleed RingTamyizudin Kodri100% (1)
- Modulate Action Catalog EN 01 2020Document60 pagesModulate Action Catalog EN 01 2020AMIRNo ratings yet
- 120 Series One Piece Type SBV 120H Series ValvesDocument12 pages120 Series One Piece Type SBV 120H Series ValvesToty DzNo ratings yet
- Determination of Hazardous Zones: Case Study: Generic Hydrogen Refuelling StationDocument15 pagesDetermination of Hazardous Zones: Case Study: Generic Hydrogen Refuelling StationMahbub KhanNo ratings yet
- LXE10E-A15 LXE10E-A15A LXE10E-A15AR LXE10E-A15B: Marine Type Container Refrigeration UnitDocument70 pagesLXE10E-A15 LXE10E-A15A LXE10E-A15AR LXE10E-A15B: Marine Type Container Refrigeration UnitMuhammad NurNo ratings yet
- I I I - I: Turbofan and Turbojet Engines: Database HandbookDocument1 pageI I I - I: Turbofan and Turbojet Engines: Database HandbookZahra MohammadiNo ratings yet
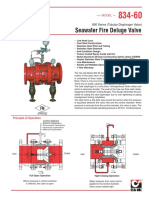
- Seawater Fire Deluge Valve: 800 Series (Tubular Diaphragm Valve)Document2 pagesSeawater Fire Deluge Valve: 800 Series (Tubular Diaphragm Valve)dmitosNo ratings yet
- CR, CRN High Pressure: Grundfos Product GuideDocument48 pagesCR, CRN High Pressure: Grundfos Product Guiderodriguez.gaytanNo ratings yet
- Mas Rollpro Technologies PVT LTD: General ArrangementDocument1 pageMas Rollpro Technologies PVT LTD: General ArrangementJagdish MishraNo ratings yet
- ES - Model W-M110-10.Document2 pagesES - Model W-M110-10.SANRAJ TECHNONo ratings yet
- ValvesDocument14 pagesValvesRojan PradhanNo ratings yet
- Flutec High Pressure Ball ValveDocument2 pagesFlutec High Pressure Ball ValvefahazumeeNo ratings yet
- 199ASV Anti-Siphon ValveDocument1 page199ASV Anti-Siphon ValveChristian Ezeagu OsitaNo ratings yet
- Chapter 8 11Document1 pageChapter 8 11Alwin WanNo ratings yet