You might also like
- Wilhelm Reich Orgone and UFOsDocument113 pagesWilhelm Reich Orgone and UFOsjulliesard100% (4)
- Datacolor ColorTheory Webinar Part1 PDFDocument36 pagesDatacolor ColorTheory Webinar Part1 PDFdamarNo ratings yet
- ASHRAE Report On Pre Cooling With Indirect Evaporative CoolingDocument8 pagesASHRAE Report On Pre Cooling With Indirect Evaporative CoolingAhmad Mahrous AboulsoudNo ratings yet
- Method For Estimating Energy Savings Potential of Chilled-Water Plant Retro-CommissioningDocument13 pagesMethod For Estimating Energy Savings Potential of Chilled-Water Plant Retro-CommissioningjoasobralNo ratings yet
- Resistance of Concrete To Rapid Freezing and Thawing: Standard Test Method ForDocument6 pagesResistance of Concrete To Rapid Freezing and Thawing: Standard Test Method ForRam Kumar Jaiswal100% (3)
- Performance and Improvement of Cleanroom Environment Control System Related To Cold-Heat Offset in Clean Semiconductor FabsDocument13 pagesPerformance and Improvement of Cleanroom Environment Control System Related To Cold-Heat Offset in Clean Semiconductor Fabsqac gmpNo ratings yet
- Analysis of Energy Efficiency Improvement of HighDocument8 pagesAnalysis of Energy Efficiency Improvement of Highชยากร เวชสวรรค์No ratings yet
- HVAC System Optimization For Energy Management by Evolutionary ProgrammingDocument12 pagesHVAC System Optimization For Energy Management by Evolutionary ProgrammingEsmining MitarumNo ratings yet
- HVAC Control Strategies To Enhance Comfort and Minimise Energy UsageDocument11 pagesHVAC Control Strategies To Enhance Comfort and Minimise Energy UsageArun AbNo ratings yet
- Applied Thermal Engineering: N. Pardo, Á. Montero, J. Martos, J.F. UrchueguíaDocument5 pagesApplied Thermal Engineering: N. Pardo, Á. Montero, J. Martos, J.F. UrchueguíaMatías Correa AranedaNo ratings yet
- Proposal 1Document8 pagesProposal 1Akram NahriNo ratings yet
- Energies 13 02314Document27 pagesEnergies 13 02314Abolghasem KarimiNo ratings yet
- Energy conservation improvement and ON–OFF switch times reduction for an existing VFD-fan-based cooling towerDocument9 pagesEnergy conservation improvement and ON–OFF switch times reduction for an existing VFD-fan-based cooling towerAmir AbbaszadehNo ratings yet
- Optimization of Energy Plants Including Water/lithium Bromide Absorption ChillersDocument23 pagesOptimization of Energy Plants Including Water/lithium Bromide Absorption ChillersIgor Maciel O. SilvaNo ratings yet
- 2016-S K Soni-Energy Metrics of A Hybrid Earth Air Heat Exchanger For Summer Cooling RequirementDocument23 pages2016-S K Soni-Energy Metrics of A Hybrid Earth Air Heat Exchanger For Summer Cooling RequirementraviNo ratings yet
- Energies 12 04160Document29 pagesEnergies 12 04160Tân LangNo ratings yet
- Modelling and Optimization of Direct Expansion Air Conditioning System For Commercial Building Energy SavingDocument9 pagesModelling and Optimization of Direct Expansion Air Conditioning System For Commercial Building Energy SavingBruno ZapelliNo ratings yet
- Comparing COP Optimization With Maximizing The Coefficient of SysDocument11 pagesComparing COP Optimization With Maximizing The Coefficient of SysMauricio NúñezNo ratings yet
- Performance and Evaluation of Air Conditioning Unit in CEA - Faculty RoomDocument8 pagesPerformance and Evaluation of Air Conditioning Unit in CEA - Faculty RoomEugine BalomagaNo ratings yet
- Abstract Fahad Riaz 034Document13 pagesAbstract Fahad Riaz 034Saim TufailNo ratings yet
- Performance Analysis in Off Design Condition of Gas Trbine Air Bottoming Combined SystemDocument10 pagesPerformance Analysis in Off Design Condition of Gas Trbine Air Bottoming Combined SystemIrving Rosas JovenNo ratings yet
- Manuscript Khaled Et Al Cooling PVDocument15 pagesManuscript Khaled Et Al Cooling PVthakkar.futureNo ratings yet
- Articulo de Presentacion IPDocument10 pagesArticulo de Presentacion IPAlex CoquisNo ratings yet
- Energy and Buildings: Mohammad Omar Abdullah, Lim Pai Yii, Ervina Junaidi, Ghazali Tambi, Mohd Asrul MustaphaDocument9 pagesEnergy and Buildings: Mohammad Omar Abdullah, Lim Pai Yii, Ervina Junaidi, Ghazali Tambi, Mohd Asrul MustaphaLarry SmithNo ratings yet
- Energies 10 01774 PDFDocument23 pagesEnergies 10 01774 PDFnewnse2008No ratings yet
- J Enbuild 2020 110272Document11 pagesJ Enbuild 2020 110272Hùng Khánh NguyễnNo ratings yet
- New Integrated Hybrid Evaporative Cooling SystemDocument8 pagesNew Integrated Hybrid Evaporative Cooling Systemsatish.viswaNo ratings yet
- Modelling and Optimization of Direct Expansion AirDocument7 pagesModelling and Optimization of Direct Expansion AirSporty GameNo ratings yet
- Review of Heat Recovery Tech for Passive VentilationDocument44 pagesReview of Heat Recovery Tech for Passive Ventilationmi IzuNo ratings yet
- Renewable Energy 2021Document14 pagesRenewable Energy 2021afshin aminfarNo ratings yet
- Load Calculations of Radiant Cooling Systems For Sizing The PlantDocument6 pagesLoad Calculations of Radiant Cooling Systems For Sizing The PlantFaisal KhanNo ratings yet
- A Combined Heat and Power System For Bui PDFDocument7 pagesA Combined Heat and Power System For Bui PDFzhiwaNo ratings yet
- FlowDocument8 pagesFlowunited.cadlabNo ratings yet
- Pemanfaatan Limbah Panas StorageDocument10 pagesPemanfaatan Limbah Panas StorageArif SusantoNo ratings yet
- Experimental Evaluation of A Solar Thermoelectric Cooled CeilingDocument7 pagesExperimental Evaluation of A Solar Thermoelectric Cooled CeilingShaniba HaneefaNo ratings yet
- Retrofitting of Existing Buildings to Achieve Better Energy Efficiency in Commercial BuildingDocument23 pagesRetrofitting of Existing Buildings to Achieve Better Energy Efficiency in Commercial BuildingmrccahmedNo ratings yet
- Energy Efficiency Enhancement of Industrial Wood Drying KilnDocument14 pagesEnergy Efficiency Enhancement of Industrial Wood Drying KilnIgnacio MarchantNo ratings yet
- Niu TechnoDocument12 pagesNiu TechnopauloNo ratings yet
- Variable Air Volume & Constant Air: by CH - Sandeep Dattu (2019H1480152H) A.Chaithanya (2019H1480151H)Document13 pagesVariable Air Volume & Constant Air: by CH - Sandeep Dattu (2019H1480152H) A.Chaithanya (2019H1480151H)chitta sandeep dattuNo ratings yet
- Una Revisión Sobre Thermosyphon y Su Sistema Integrado Con Compresión de Vapor para Enfriamiento Libre de Centros de DatosDocument10 pagesUna Revisión Sobre Thermosyphon y Su Sistema Integrado Con Compresión de Vapor para Enfriamiento Libre de Centros de DatosJesus OlveraNo ratings yet
- Experimental Research and Operation Optimization of An Air-Source Heat Pumpwater HeaterDocument11 pagesExperimental Research and Operation Optimization of An Air-Source Heat Pumpwater HeaterAnderson TrindadeNo ratings yet
- M Cycle LiquidDesiccantPaperDocument9 pagesM Cycle LiquidDesiccantPaperRashidBhuttaNo ratings yet
- International Journal of Chemtech Research: Sintha Soraya Santi, Renanto and Ali AltwayDocument15 pagesInternational Journal of Chemtech Research: Sintha Soraya Santi, Renanto and Ali AltwayHoàng NhânNo ratings yet
- Intersting ##########Document7 pagesIntersting ##########شاكر العاقلNo ratings yet
- Reducing Energy Consumption in Hvac Systems of Rusafa Prison in IraqDocument7 pagesReducing Energy Consumption in Hvac Systems of Rusafa Prison in IraqMohsin ShaikhNo ratings yet
- Winter Performance and Payback Analysis of Window Air Conditioner Using Vertical Configuration of Ground Coupled CondenserDocument4 pagesWinter Performance and Payback Analysis of Window Air Conditioner Using Vertical Configuration of Ground Coupled CondenserResearch Publish JournalsNo ratings yet
- Forced ConvectionDocument10 pagesForced ConvectionArchak SinghNo ratings yet
- HVAC Softwares ManualDocument6 pagesHVAC Softwares ManualAbhyuday GhoshNo ratings yet
- Engineering Design and Exergy Analyses For Combustion Gas Turbine Based Power Generation SystemDocument23 pagesEngineering Design and Exergy Analyses For Combustion Gas Turbine Based Power Generation SystemInemie-ebi NiweighaNo ratings yet
- Evaluation On Classroom Thermal Comfort and Energy Performance of Passive School Building by Optimizing HVAC Control SystemsDocument70 pagesEvaluation On Classroom Thermal Comfort and Energy Performance of Passive School Building by Optimizing HVAC Control SystemsscotchkarmaNo ratings yet
- Simulation of Vars Component (Evaporator) Using Ansys SoftwareDocument22 pagesSimulation of Vars Component (Evaporator) Using Ansys SoftwareSanket BhilareNo ratings yet
- Retrofit of The Heat Recovery System of A Petroleum Refinery Using Pinch AnalysisDocument6 pagesRetrofit of The Heat Recovery System of A Petroleum Refinery Using Pinch AnalysisEkaStaVTVNo ratings yet
- 1-s2.0-S1359431124003211-mainDocument34 pages1-s2.0-S1359431124003211-mainfabio1199No ratings yet
- Operational Mode Optimization of Indirect Evaporative Cooling in Hot ClimatesDocument12 pagesOperational Mode Optimization of Indirect Evaporative Cooling in Hot Climatesmbt2004No ratings yet
- Fan 2021Document7 pagesFan 2021yodit girmaNo ratings yet
- Spatial Distribution of Air Temperature and Air Flow Analysis in Radiant Cooling System Using CFD Technique - ScienceDirectDocument13 pagesSpatial Distribution of Air Temperature and Air Flow Analysis in Radiant Cooling System Using CFD Technique - ScienceDirectMUKUL KHARVANo ratings yet
- Characterization of Energy Efficient Vapor Compression Cycle Prototype With A Linear CompressorDocument6 pagesCharacterization of Energy Efficient Vapor Compression Cycle Prototype With A Linear CompressorManish KumarNo ratings yet
- DC Air ManagementDocument83 pagesDC Air ManagementSargurusivaNo ratings yet
- 63vural GurselDocument6 pages63vural GurselCatlinhbk08No ratings yet
- Performance Enhancement of A Solar Powered Air Conditio - 2019 - Case Studies in PDFDocument8 pagesPerformance Enhancement of A Solar Powered Air Conditio - 2019 - Case Studies in PDFEr Chintan PatelNo ratings yet
- Applied Thermal Engineering: Vijaya Kumar Bulasara, Ramgopal Uppaluri, Aloke Kumar GhoshalDocument9 pagesApplied Thermal Engineering: Vijaya Kumar Bulasara, Ramgopal Uppaluri, Aloke Kumar GhoshalVirnia PatziNo ratings yet
- Zhao 2021Document13 pagesZhao 2021nugrohoNo ratings yet
- Central Air Conditioning Systems and ApplicationsDocument20 pagesCentral Air Conditioning Systems and Applicationsชยากร เวชสวรรค์No ratings yet
- Compactor Machine - ReviewDocument68 pagesCompactor Machine - Reviewชยากร เวชสวรรค์No ratings yet
- Electrical Distribution SystemDocument21 pagesElectrical Distribution Systemชยากร เวชสวรรค์No ratings yet
- Modeling and Analysis of HvacDocument155 pagesModeling and Analysis of Hvacชยากร เวชสวรรค์No ratings yet
- Astronomical Statistics Course OverviewDocument18 pagesAstronomical Statistics Course Overviewlolopopo28No ratings yet
- DiodeDocument32 pagesDiodejit_72No ratings yet
- EE8702 - PSOC Syllabus 2017RDocument2 pagesEE8702 - PSOC Syllabus 2017RRaja Sekar100% (2)
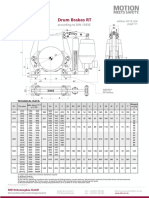
- Drum Brakes RT: According To DIN 15435Document1 pageDrum Brakes RT: According To DIN 15435LukaNo ratings yet
- Engineering Analysis Ii: Partial Differential Equations (Pdes) and Applications To EngineeringDocument24 pagesEngineering Analysis Ii: Partial Differential Equations (Pdes) and Applications To EngineeringAram Nasih MuhammadNo ratings yet
- 02 05 21 SR CO SC Jee Adv 2016 P1 GTA 7 P I KEY & SOL 1Document12 pages02 05 21 SR CO SC Jee Adv 2016 P1 GTA 7 P I KEY & SOL 1T.n CharithNo ratings yet
- Transformer Health IndicesDocument12 pagesTransformer Health IndicesIngenieria APANo ratings yet
- Application Data Sheet: General InformationDocument5 pagesApplication Data Sheet: General InformationAugusto PenessiNo ratings yet
- Curriculum Vitae: Muhammad AlamDocument3 pagesCurriculum Vitae: Muhammad Alammuhammad arifNo ratings yet
- Laboratory 1aDocument7 pagesLaboratory 1aH2 MgZNo ratings yet
- Thermodynamics FundamentalsDocument22 pagesThermodynamics FundamentalsIrfan ArifNo ratings yet
- Phy Project-1-1 PDFDocument14 pagesPhy Project-1-1 PDFJoker 1N100% (1)
- Science 8 3.3 Force in Circular MotionDocument23 pagesScience 8 3.3 Force in Circular MotionKrisha PoloanNo ratings yet
- NCERT Solutions for Class 11 Physics Chapter 7 System of ParticlesDocument32 pagesNCERT Solutions for Class 11 Physics Chapter 7 System of Particleserfgtrgv vfvvvNo ratings yet
- 4.empirical Approaches in Congnitive ScienceDocument87 pages4.empirical Approaches in Congnitive SciencePunit SharmaNo ratings yet
- 4 Earth Pressure TheoriesDocument24 pages4 Earth Pressure TheoriesNag GamerNo ratings yet
- Denis ANDRE: Hydraulic Diagram FalconDocument2 pagesDenis ANDRE: Hydraulic Diagram FalconvestasvesNo ratings yet
- Be A 41 Oc Exp4Document3 pagesBe A 41 Oc Exp4Drunk Driver DetectionNo ratings yet
- IIR Educational Course Refrigeration Fundamentals: Prof. A. Pilatte Faculté Polytechnique de Mons - BelgiumDocument197 pagesIIR Educational Course Refrigeration Fundamentals: Prof. A. Pilatte Faculté Polytechnique de Mons - BelgiumnasierrasNo ratings yet
- Sast3884 01Document1 pageSast3884 01Jan JanNo ratings yet
- Summative Test (Physics)Document3 pagesSummative Test (Physics)Allen Paul GamazonNo ratings yet
- IUT 2019 SolveDocument15 pagesIUT 2019 SolveAbdullah Al MahmudNo ratings yet
- Acronal V210 Na AdhesivesDocument3 pagesAcronal V210 Na AdhesivesCanchindoNo ratings yet
- Lab 5 Simply Supported BeamDocument11 pagesLab 5 Simply Supported BeamWaqas Muneer KhanNo ratings yet
- Humss112week 1-20 RAMONDocument120 pagesHumss112week 1-20 RAMONJohndonrobert VargasNo ratings yet
- CH 4 Energy Transport by Heat Work MassDocument47 pagesCH 4 Energy Transport by Heat Work MassgfsfNo ratings yet