You might also like
- Tankers Handbook ExpandedDocument37 pagesTankers Handbook Expandedgua_bod0% (1)
- PETRONAS Floating Liquefied Natural GasDocument9 pagesPETRONAS Floating Liquefied Natural GasDaniel Ismail100% (1)
- Cone Penetration Testing: Methods and InterpretationFrom EverandCone Penetration Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (3)
- Precision Locators - Optimized Precision For Your UtilityDocument12 pagesPrecision Locators - Optimized Precision For Your UtilityZhanclove NajwaNo ratings yet
- Oracle APEX Installation With ORDS & TOMCATDocument8 pagesOracle APEX Installation With ORDS & TOMCATSaad MalikNo ratings yet
- C 0.8 Reference Manual: ArdpeekDocument60 pagesC 0.8 Reference Manual: ArdpeekMarcos FidelisNo ratings yet
- Aviatrix ACEDocument25 pagesAviatrix ACEDavid Patterson100% (1)
- Fitness For Service Evaluations and Repair of Ammonia Storage Sphere After 25 Years of ServiceDocument9 pagesFitness For Service Evaluations and Repair of Ammonia Storage Sphere After 25 Years of Servicealimirpur100% (1)
- 15-06-2020-1592206359-6-Ijme-1. Ijme - Human-Induced Violation of Imo Regulations On EmissionDocument10 pages15-06-2020-1592206359-6-Ijme-1. Ijme - Human-Induced Violation of Imo Regulations On Emissioniaset123No ratings yet
- WCC.10002MG (Tanjung Bin)Document10 pagesWCC.10002MG (Tanjung Bin)keymal9195No ratings yet
- VIETNAM AIR QUALITY STANDARDSDocument8 pagesVIETNAM AIR QUALITY STANDARDSRIYANTO BEBETNo ratings yet
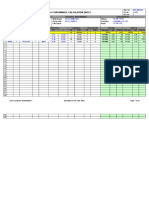
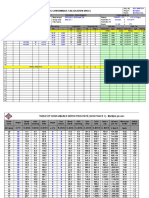
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilNo ratings yet
- Imc Pipelines Loop3Document7 pagesImc Pipelines Loop3Kiran KumarNo ratings yet
- Imc Pipelines Loop 2Document10 pagesImc Pipelines Loop 2Kiran KumarNo ratings yet
- Level 1: Surface Shaft 1 (Anglo) Shaft 2Document13 pagesLevel 1: Surface Shaft 1 (Anglo) Shaft 2Tinotenda MuchonoNo ratings yet
- 1,3 Butadiene Pipeline Cleaning ReportDocument7 pages1,3 Butadiene Pipeline Cleaning ReportKiran KumarNo ratings yet
- 2 67 1599891239 1177ijmperdjun20201177Document12 pages2 67 1599891239 1177ijmperdjun20201177Okhiku JosephNo ratings yet
- Pipeline welding consumable calculation sheetDocument10 pagesPipeline welding consumable calculation sheetkeymal9195No ratings yet
- SPE 143221 Success Story: Squeeze Cemented 9 Interval Perforations in One Shoot!Document31 pagesSPE 143221 Success Story: Squeeze Cemented 9 Interval Perforations in One Shoot!Irfan InamdarNo ratings yet
- Omc 2009 035Document13 pagesOmc 2009 035ProsperNo ratings yet
- Cooling System ArticleDocument16 pagesCooling System ArticleRiski Nalendra SukmaNo ratings yet
- Small Gas Processing FacilityDocument5 pagesSmall Gas Processing FacilityNhut NguyenNo ratings yet
- SPE 158655 Design, Qualification, and Installation of Openhole Gravel Packs: Mari B Field, Offshore IsraelDocument17 pagesSPE 158655 Design, Qualification, and Installation of Openhole Gravel Packs: Mari B Field, Offshore IsraelTheNourEldenNo ratings yet
- Sampling Adds Potential to Hillgrove Gold ProjectDocument14 pagesSampling Adds Potential to Hillgrove Gold ProjectIsidora Cantuarias YurasNo ratings yet
- Roasting Matte To Nickel Oxide and MetalDocument7 pagesRoasting Matte To Nickel Oxide and MetalDavid SanchezNo ratings yet
- MECCOCT18-12307: Optimization Module For Aged FlowlinesDocument8 pagesMECCOCT18-12307: Optimization Module For Aged FlowlinesMikeNo ratings yet
- 06.09.10 - Presentation 4 - Guillermo Kelly - Demostración de Tecnología Geoleach en Quebrada BlancaDocument31 pages06.09.10 - Presentation 4 - Guillermo Kelly - Demostración de Tecnología Geoleach en Quebrada Blancaworquera2507No ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument7 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- SPE 154452 Challenges in Sour Gas Handling For Kuwait Jurassic Sour GasDocument4 pagesSPE 154452 Challenges in Sour Gas Handling For Kuwait Jurassic Sour GasRizal HidayatullahNo ratings yet
- Adhvaith P.C S5 Me Seminar ReportDocument20 pagesAdhvaith P.C S5 Me Seminar Reportamal9562amalNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Team 3Document20 pagesTeam 3Anonymous EsZwKlnBNo ratings yet
- Engineering Project in Varroc Chennai 2020-2021Document9 pagesEngineering Project in Varroc Chennai 2020-2021Manjeet Rana100% (1)
- SPE 139020 Casing-Drilling Application in The Depleted La Cira Infantas Mature Field, ColombiaDocument6 pagesSPE 139020 Casing-Drilling Application in The Depleted La Cira Infantas Mature Field, ColombiaElizabeth Vicente MedranoNo ratings yet
- RPT - 95 52 2004 01744 01 e PDFDocument74 pagesRPT - 95 52 2004 01744 01 e PDFJuanPabloGuerreroNo ratings yet
- Waste Glass Powder-Based Alkali-Activated Mortar: August 2014Document6 pagesWaste Glass Powder-Based Alkali-Activated Mortar: August 2014taramalik07No ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument8 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Ormen Lange DevDocument34 pagesOrmen Lange Devroshan01No ratings yet
- Green Sand, MouldingDocument92 pagesGreen Sand, MouldingKrishna Deo100% (1)
- Cansolve TechnologiesDocument10 pagesCansolve TechnologiesBongibethu Msekeli HlabanoNo ratings yet
- Weld Consumable Calculation SummaryDocument10 pagesWeld Consumable Calculation SummaryAhmad KamilNo ratings yet
- Ohorongo Cement Plant EIA SummaryDocument6 pagesOhorongo Cement Plant EIA SummaryWael AlmahdiNo ratings yet
- 1,2,6a - Flames and Gas FiringDocument29 pages1,2,6a - Flames and Gas FiringMohamed SaadNo ratings yet
- Atmospheric Pollution Control in Coke Ovens: Eds.: A. Bandopadhyay, Rakesh Kumar & P Ran:achandraraoDocument10 pagesAtmospheric Pollution Control in Coke Ovens: Eds.: A. Bandopadhyay, Rakesh Kumar & P Ran:achandraraohimanshu SahooNo ratings yet
- Calcium SilicateDocument19 pagesCalcium SilicatetadiyosNo ratings yet
- Today'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"Document57 pagesToday'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"saravan1891No ratings yet
- Goodyear Past Experiences and Future Challenges For CO2 InjeDocument11 pagesGoodyear Past Experiences and Future Challenges For CO2 Injessdalvi1No ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument7 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- 3 - 003 High Pressure Stripper Replacement AFA 19Document9 pages3 - 003 High Pressure Stripper Replacement AFA 1919karim88No ratings yet
- Process Notes: Final ProjectDocument8 pagesProcess Notes: Final ProjectCluisantony Jayco DizeNo ratings yet
- Marine NOx Emissions RegulationsDocument5 pagesMarine NOx Emissions RegulationsDorin SavaNo ratings yet
- BASF AMDEA CO2 Removal SystemDocument12 pagesBASF AMDEA CO2 Removal Systemginga716100% (1)
- Outlook for PAL Process in Nickel IndustryDocument14 pagesOutlook for PAL Process in Nickel IndustryGeorgi SavovNo ratings yet
- 11.15 Glass ManufacturingDocument10 pages11.15 Glass ManufacturingRaulNo ratings yet
- Kithil oceanpumpCO2Document52 pagesKithil oceanpumpCO2yadukris019No ratings yet
- Urea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Document12 pagesUrea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Claudio ArenasNo ratings yet
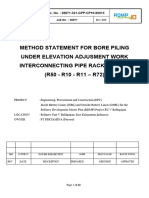
- 26071-321-GPP-CP10-00013 - 000 Method Under Elevation BorepileDocument17 pages26071-321-GPP-CP10-00013 - 000 Method Under Elevation Borepileamirhamzah2503No ratings yet
- 6.total ReportDocument42 pages6.total ReportSaineesh VinjamuriNo ratings yet
- CE-210043 - HC Dew Point Conditioning Unit - Technical Offer - Rev 0Document61 pagesCE-210043 - HC Dew Point Conditioning Unit - Technical Offer - Rev 0pradeep yadavNo ratings yet
- A7019 PDFDocument93 pagesA7019 PDFMohammed ZabiNo ratings yet
- Aqua Silencer Report 2Document25 pagesAqua Silencer Report 2avikashNo ratings yet
- Integrated Sand Management For Effective Hydrocarbon Flow AssuranceFrom EverandIntegrated Sand Management For Effective Hydrocarbon Flow AssuranceNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Hazeldon T Muchono R1915417W Level 3.2 HMINE 323Document13 pagesHazeldon T Muchono R1915417W Level 3.2 HMINE 323Tinotenda MuchonoNo ratings yet
- Name: Tavonga Buda Reg No: R1913908M: Database Management Hmine Level: 3.2Document7 pagesName: Tavonga Buda Reg No: R1913908M: Database Management Hmine Level: 3.2Tinotenda MuchonoNo ratings yet
- Level 1: Surface Shaft 1 (Anglo) Shaft 2Document13 pagesLevel 1: Surface Shaft 1 (Anglo) Shaft 2Tinotenda MuchonoNo ratings yet
- ConclusionDocument1 pageConclusionTinotenda MuchonoNo ratings yet
- Assign 1 ThermoDocument3 pagesAssign 1 ThermoTinotenda MuchonoNo ratings yet
- MINE VENTILATION ASSIGNMENTDocument2 pagesMINE VENTILATION ASSIGNMENTTinotenda MuchonoNo ratings yet
- (Template) HMINE 223 ASSIGNMENT 2Document2 pages(Template) HMINE 223 ASSIGNMENT 2Tinotenda MuchonoNo ratings yet
- Digital Footprint and Data Protection NotesDocument18 pagesDigital Footprint and Data Protection NotesSohail AkramNo ratings yet
- Omitted MeasurementsDocument5 pagesOmitted MeasurementsM MNo ratings yet
- LC320WX3 SLC1 LGDocument28 pagesLC320WX3 SLC1 LGCheque Serv CauichNo ratings yet
- Ocorrência Protheus ID1 Anexo1Document221 pagesOcorrência Protheus ID1 Anexo1ClaDom CladomNo ratings yet
- Chs 4Document19 pagesChs 4shaktisinghdr7060No ratings yet
- STAUFF Catalogue 3 STAUFF Flanges EnglishDocument124 pagesSTAUFF Catalogue 3 STAUFF Flanges Englishomar farukNo ratings yet
- QC Inspector Functions Tests AnswersDocument8 pagesQC Inspector Functions Tests Answerszhangyili50% (2)
- Taqi Updated CVDocument4 pagesTaqi Updated CVSyed Taqi AhmedNo ratings yet
- HP APP Note 290 Practical Temperature Measurement 5965-7822EDocument32 pagesHP APP Note 290 Practical Temperature Measurement 5965-7822EAjay Krishna100% (1)
- GRADE 11 Mock ExamDocument7 pagesGRADE 11 Mock ExamRashawn WilkinsonNo ratings yet
- Profilesiteneng9 161007045623Document31 pagesProfilesiteneng9 161007045623Aditya SinghNo ratings yet
- Endpoint Security Essentials Study Guide-PandaDocument117 pagesEndpoint Security Essentials Study Guide-PandaRahul BhosaleNo ratings yet
- FortiWeb 6.3.14 Release NotesDocument19 pagesFortiWeb 6.3.14 Release Notesumbo202No ratings yet
- Activity 1.3 MMWDocument2 pagesActivity 1.3 MMWJ Saint BadeNo ratings yet
- Milestone - 2: CollectionDocument41 pagesMilestone - 2: CollectionShivam Sharma0% (1)
- Agya Baru Print Toyota Service InformationDocument2 pagesAgya Baru Print Toyota Service InformationrhajuNo ratings yet
- Technical Specifications: Hydraulic ExcavatorDocument21 pagesTechnical Specifications: Hydraulic ExcavatorArvind HarryNo ratings yet
- Healthcare Innovation: Professor Francesco Schiavone University of Naples ParthenopeDocument5 pagesHealthcare Innovation: Professor Francesco Schiavone University of Naples ParthenopeFrancesco SchiavoneNo ratings yet
- Mechanical Vibrations (ME 65) Chapter-8 Multi Degree of Freedom SystemsDocument36 pagesMechanical Vibrations (ME 65) Chapter-8 Multi Degree of Freedom SystemsGURUPRASAD KADAGADNo ratings yet
- Totalcomp's TRC1 Canister Load Cell Is Inter Changeable With Flintec RC1Document2 pagesTotalcomp's TRC1 Canister Load Cell Is Inter Changeable With Flintec RC1johnnyaNo ratings yet
- Services by Airbus PortfolioDocument77 pagesServices by Airbus PortfolioPablo RestrepoNo ratings yet
- 20 Ideas To Get Earn Mone.9393526.PowerpointDocument9 pages20 Ideas To Get Earn Mone.9393526.PowerpointZeeshan AhmadNo ratings yet
- Destroy Any Device With EMP Jammer - 3 Steps - InstructablesDocument9 pagesDestroy Any Device With EMP Jammer - 3 Steps - InstructablesCarlos Antonio De Bourbon-MontenegroNo ratings yet
- 2929 Bondply Multi-Layer Board Processing GuidelinesDocument4 pages2929 Bondply Multi-Layer Board Processing GuidelinesEduardo Ruiz PalominoNo ratings yet
- Trihal Cast Resin dry type transformer 2000 kVA 20 kV IEC Dyn5 IP21 specificationsDocument2 pagesTrihal Cast Resin dry type transformer 2000 kVA 20 kV IEC Dyn5 IP21 specificationsadefaizalmaizar12No ratings yet