You might also like
- ASTM A240-20aDocument12 pagesASTM A240-20a杜文欽100% (1)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- 609e PDFDocument3 pages609e PDFderimanaNo ratings yet
- Flow AssuranceDocument47 pagesFlow Assuranceabhi1648665100% (1)
- Preguntas Cap 25 Manufactura ModernaDocument7 pagesPreguntas Cap 25 Manufactura ModernaJavierNo ratings yet
- Dip Zinc 7-Tank ProcessDocument3 pagesDip Zinc 7-Tank ProcessAmit Chauhan100% (1)
- Painting Specification and ProcedureDocument2 pagesPainting Specification and Proceduresabir hussainNo ratings yet
- ADU Desalting PDFDocument100 pagesADU Desalting PDFHARSHA DEEPTHI GUNANA (N150434)No ratings yet
- 650e PDFDocument7 pages650e PDFsonchemenNo ratings yet
- Tekna Heavy Oil Technology For Offshore Applications: Chemistry and Physics of Heavy Oil and Other DispersionsDocument31 pagesTekna Heavy Oil Technology For Offshore Applications: Chemistry and Physics of Heavy Oil and Other DispersionsPrince OmaNo ratings yet
- En Data SheetDocument5 pagesEn Data SheetPhanuwit ThavalNo ratings yet
- A Proposed Doj Project For Fta On: Chemical Cleaning of BoilerDocument39 pagesA Proposed Doj Project For Fta On: Chemical Cleaning of BoilermkgchemNo ratings yet
- Tripass ELV 2000Document7 pagesTripass ELV 2000thanh duc LeNo ratings yet
- PCE Product Data Sheet: Description and Physical PropertiesDocument1 pagePCE Product Data Sheet: Description and Physical PropertiesArmando DCNo ratings yet
- Lecture 04Document16 pagesLecture 04Touseef IsmailNo ratings yet
- Desalting Crude OilsDocument3 pagesDesalting Crude OilsEdgar YoveraNo ratings yet
- MN Phospating PDFDocument4 pagesMN Phospating PDFarshia123No ratings yet
- A Case Study of High-Pressure, Light-Oil Steam Flooding in A Low-Permeability ReservoirDocument7 pagesA Case Study of High-Pressure, Light-Oil Steam Flooding in A Low-Permeability ReservoirDanna Kornz100% (1)
- Partial Hydrogenation of Soybean Oil Wit PDFDocument9 pagesPartial Hydrogenation of Soybean Oil Wit PDFretnoNo ratings yet
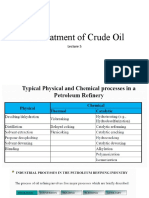
- Pre-Treatment of Crude OilDocument25 pagesPre-Treatment of Crude OilAbhisek AgarwalNo ratings yet
- Transformer Oil 1Document57 pagesTransformer Oil 1Rahman Scholar100% (1)
- PEX - 75-Range-Plascoguard-Zinc-Phosphate-Epoxy-PrimerDocument2 pagesPEX - 75-Range-Plascoguard-Zinc-Phosphate-Epoxy-Primersarcozy922No ratings yet
- Technical Data Sheet: Chemeon TCP-HF™Document8 pagesTechnical Data Sheet: Chemeon TCP-HF™vijay yadavNo ratings yet
- Alkali Boil Out ProcedureDocument7 pagesAlkali Boil Out Procedureismail karmanaNo ratings yet
- SurtecDocument7 pagesSurtecbrahymNo ratings yet
- RCJI-QA-SC118 (M) .xls-CHROME PLATINGDocument7 pagesRCJI-QA-SC118 (M) .xls-CHROME PLATINGChoice OrganoNo ratings yet
- Intervia 3D P Resist UL PF06N045www - Microchem.com PDFs - DowPDFs - DowDocument8 pagesIntervia 3D P Resist UL PF06N045www - Microchem.com PDFs - DowPDFs - DowrobbechtNo ratings yet
- Parco® Lubrite Lt-10-EnDocument9 pagesParco® Lubrite Lt-10-EnbOOhOO2012No ratings yet
- Chemphos 111Document6 pagesChemphos 111Himanshu AgrawalNo ratings yet
- Eletrochemicaldesalter 191231094907Document6 pagesEletrochemicaldesalter 191231094907ShakerMahmoodNo ratings yet
- 001TDS Bannoh 1500 QDDocument2 pages001TDS Bannoh 1500 QDali maulanaNo ratings yet
- 4.5 Finishing Systems: Figure 4.5-1Document6 pages4.5 Finishing Systems: Figure 4.5-1nabila2005No ratings yet
- Surfix Eco 100Document2 pagesSurfix Eco 100Karthik SarangNo ratings yet
- Class A/ Synthetic Multiexpansion Foam Concentrate (0.2%-1%)Document2 pagesClass A/ Synthetic Multiexpansion Foam Concentrate (0.2%-1%)kdsessionsNo ratings yet
- RESIN CT3000: Imextco (M) SDN BHDDocument4 pagesRESIN CT3000: Imextco (M) SDN BHDWilson WanNo ratings yet
- Manganese PhosphatingDocument9 pagesManganese PhosphatingANWAR EL ASSALINo ratings yet
- Techno-Commercial Offer For 5 KLD ETP CUM 12 STP .Document10 pagesTechno-Commercial Offer For 5 KLD ETP CUM 12 STP .Anshika RaiNo ratings yet
- Clariant Moist CareDocument20 pagesClariant Moist CareHrishikesh Dhawadshikar100% (1)
- 1 DesalterDocument20 pages1 Desaltershyam_anupNo ratings yet
- MFR - Process Write Up FormateDocument5 pagesMFR - Process Write Up FormatePraveen KumarNo ratings yet
- Crude Oil Dehydration and DesaltingDocument4 pagesCrude Oil Dehydration and DesaltingJatin Rambo100% (1)
- Amer240 Edge CoverageDocument4 pagesAmer240 Edge CoverageEugene DoyleNo ratings yet
- Table T-672 Minimum Dwell Times: Article 6 2007 Section VDocument1 pageTable T-672 Minimum Dwell Times: Article 6 2007 Section VAndres LeonNo ratings yet
- Technical Data:: Oasis Epoxy TL 8758Document2 pagesTechnical Data:: Oasis Epoxy TL 8758Maurice DavisNo ratings yet
- H2O AluShieldDocument6 pagesH2O AluShieldndoye amarNo ratings yet
- Khaled El Deeb Aquence 866 Process - ManualDocument39 pagesKhaled El Deeb Aquence 866 Process - ManualNew Wrld100% (1)
- Corn Sweetener Refining With Macronet AdsorbentsDocument14 pagesCorn Sweetener Refining With Macronet AdsorbentsherdianpebiNo ratings yet
- E Prep 280 NCZDocument4 pagesE Prep 280 NCZxerxeshakaNo ratings yet
- Cleaning TankDocument8 pagesCleaning TankBhayu DewantoNo ratings yet
- Hempadur 15570Document2 pagesHempadur 15570Edwin HarrisNo ratings yet
- Epoven Ss May-09 GBDocument5 pagesEpoven Ss May-09 GBIrina FilofiNo ratings yet
- 7) PPG Amercoat 385 - Pds - AiDocument4 pages7) PPG Amercoat 385 - Pds - AididbeauNo ratings yet
- Kemia Pte LTD: Rohs Compliance, High Phosphorous Electroless Nickel ProcessDocument4 pagesKemia Pte LTD: Rohs Compliance, High Phosphorous Electroless Nickel ProcessWin AsharNo ratings yet
- Chemical EORDocument50 pagesChemical EORAmmar Abdul HussainNo ratings yet
- 06 - Ows & SweageDocument5 pages06 - Ows & SweageAisha Zaheer100% (1)
- Dow Water & Process SolutionsDocument11 pagesDow Water & Process SolutionsZulfikri ZulkifliNo ratings yet
- Aquatensid BW 3 Ficha TecnicaDocument4 pagesAquatensid BW 3 Ficha TecnicaGerman SanchezNo ratings yet
- CDUDocument17 pagesCDUmitpgandhiNo ratings yet
- Weg Fenoxi HTDocument4 pagesWeg Fenoxi HTCARLOSNo ratings yet
- Enhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsFrom EverandEnhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsRating: 5 out of 5 stars5/5 (1)
- Working Guide to Reservoir Rock Properties and Fluid FlowFrom EverandWorking Guide to Reservoir Rock Properties and Fluid FlowRating: 3 out of 5 stars3/5 (1)
- Summery Report - Blended Cement Green Durable Sustainable - Final - CompressedDocument8 pagesSummery Report - Blended Cement Green Durable Sustainable - Final - CompressedMetal deptNo ratings yet
- Metallurgical Laboratory: Csir-NationalDocument2 pagesMetallurgical Laboratory: Csir-NationalMetal deptNo ratings yet
- Variables Proble PDFDocument71 pagesVariables Proble PDFalvarado02No ratings yet
- CRM 221, 3% Ni-Steel Certificate 17.03.22Document2 pagesCRM 221, 3% Ni-Steel Certificate 17.03.22Metal deptNo ratings yet
- Types of Portland Cement (Table 2-2)Document10 pagesTypes of Portland Cement (Table 2-2)Metal deptNo ratings yet
- CRM No. 201.8 CAST IRON 08.03.2022 Final With Sign.Document2 pagesCRM No. 201.8 CAST IRON 08.03.2022 Final With Sign.Metal deptNo ratings yet
- Hand Bookof Water Airand Soil AnalysisDocument124 pagesHand Bookof Water Airand Soil Analysisjoshua stevenNo ratings yet
- BAS Catalogue No. 892 Mar2021 CompressedDocument31 pagesBAS Catalogue No. 892 Mar2021 CompressedMetal deptNo ratings yet
- V2 LABdraft VDS111720LABapprovedDocument51 pagesV2 LABdraft VDS111720LABapprovedMetal deptNo ratings yet
- ORM Catalogue No. 886a Sep2020 CompressedDocument61 pagesORM Catalogue No. 886a Sep2020 CompressedMetal deptNo ratings yet
- BAS Catalogue No. 902 Mar2022 CompressedDocument31 pagesBAS Catalogue No. 902 Mar2022 CompressedMetal deptNo ratings yet
- Grade InformationDocument42 pagesGrade InformationMetal deptNo ratings yet
- METAL POWER PT Calendar and Price List-2023Document4 pagesMETAL POWER PT Calendar and Price List-2023Metal deptNo ratings yet
- ORM Catalogue No. 886a Sep2020 CompressedDocument61 pagesORM Catalogue No. 886a Sep2020 CompressedMetal deptNo ratings yet
- Astm Vol 02 01 Copper and Copper AlloysDocument816 pagesAstm Vol 02 01 Copper and Copper AlloysMetal dept100% (1)
- Reasoned Document IRS M-28-2020Document42 pagesReasoned Document IRS M-28-2020Metal deptNo ratings yet
- Reasoned Document IRS M-39-2020Document42 pagesReasoned Document IRS M-39-2020Metal deptNo ratings yet
- Lab ManualDocument21 pagesLab ManualMetal deptNo ratings yet
- CN 6Document44 pagesCN 6Metal deptNo ratings yet
- Laboratory Manual 4TH SEM METALLOGRAPHY LAB - CompressedDocument50 pagesLaboratory Manual 4TH SEM METALLOGRAPHY LAB - CompressedMetal deptNo ratings yet
- ASTM G 102 - 89 RA 1999 - Corrosion-Rate-CalculationpdfDocument7 pagesASTM G 102 - 89 RA 1999 - Corrosion-Rate-CalculationpdfMetal deptNo ratings yet
- CIVE.3110 LN01 TensileTest Fundamentals CompressedDocument45 pagesCIVE.3110 LN01 TensileTest Fundamentals CompressedMetal deptNo ratings yet
- BS 1400 - 1973Document38 pagesBS 1400 - 1973Metal dept100% (1)
- Physical Metallurgy Laboratory Manual PDFDocument83 pagesPhysical Metallurgy Laboratory Manual PDFafnene1100% (1)
- The Process of Achieving Iso 17025:2017 Accreditation: December 2019Document15 pagesThe Process of Achieving Iso 17025:2017 Accreditation: December 2019sarwar hossainNo ratings yet
- 3292Document47 pages3292Metal deptNo ratings yet
- Scope Location 1 TC-7254Document14 pagesScope Location 1 TC-7254Metal deptNo ratings yet
- ISO 2597-2 - 2019 - Iron Ores Determination of Total Iron Content - Part 2 Titrimetric Methods After Titanium (III) Chloride ReductionDocument20 pagesISO 2597-2 - 2019 - Iron Ores Determination of Total Iron Content - Part 2 Titrimetric Methods After Titanium (III) Chloride ReductionMetal deptNo ratings yet
- Globally Harmonized System of Classification and Labeling of ChemicalsDocument10 pagesGlobally Harmonized System of Classification and Labeling of ChemicalsHani Ari FadhilahNo ratings yet
- Rendercon ChemDocument4 pagesRendercon ChemHarshvardhan PathakNo ratings yet
- Rigid Pavement DesignDocument33 pagesRigid Pavement DesignDebasis PalNo ratings yet
- Bond of Deformed Bars To Concrete: Effects of Confinement and Strength of ConcreteDocument6 pagesBond of Deformed Bars To Concrete: Effects of Confinement and Strength of ConcreteMarimuthu Kaliyamoorthy100% (1)
- ARKI ALE Structural NotesDocument5 pagesARKI ALE Structural Notesiloilocity100% (1)
- Datasheet For Vent ScrubberDocument5 pagesDatasheet For Vent ScrubbercliffrajjoelNo ratings yet
- B424 05Document4 pagesB424 05Srinivasan KrishnamoorthyNo ratings yet
- Ktu Gte 1 Question CombinedDocument11 pagesKtu Gte 1 Question CombinedAshok Mathew0% (1)
- TO Oznake ISO15787Document7 pagesTO Oznake ISO15787Diego ReggianiniNo ratings yet
- Lapox AR 101 PDFDocument2 pagesLapox AR 101 PDFOsama GabrNo ratings yet
- Parker O-Ring Material Guide-2008Document72 pagesParker O-Ring Material Guide-2008Ian Pillay50% (2)
- Appendix A3Document6 pagesAppendix A3Thomas Stephen100% (1)
- Technical - Catalogue - 10 - 2017.PDF Insulation Panels ISOPANEL AccesoriesDocument117 pagesTechnical - Catalogue - 10 - 2017.PDF Insulation Panels ISOPANEL AccesoriesJankoNo ratings yet
- 4 - Class Notes (CH-101 &CH-201) Module-4 - PolymerizationDocument9 pages4 - Class Notes (CH-101 &CH-201) Module-4 - PolymerizationMtabazi SahiniNo ratings yet
- Internship On Vermicomposting Edit NewDocument12 pagesInternship On Vermicomposting Edit NewApoorva JainNo ratings yet
- Chapter 2 AbsorptionDocument94 pagesChapter 2 AbsorptionaradayNo ratings yet
- Form 2 (Complete Specification)Document17 pagesForm 2 (Complete Specification)Ravi Prakash BhartiNo ratings yet
- TOMRA Catalouge 2022 EN LowResDocument31 pagesTOMRA Catalouge 2022 EN LowResdean.murray65No ratings yet
- Thermometer Exp 1Document11 pagesThermometer Exp 1hayder alaliNo ratings yet
- LS-PL-Anchors-CDA 2010Document14 pagesLS-PL-Anchors-CDA 2010EmNo ratings yet
- Material Safety Data Sheet Visco XCDDocument4 pagesMaterial Safety Data Sheet Visco XCDfs1640No ratings yet
- SCIENCE 10 - Q4 - MOD5 - Chemical Reaction For BookletfDocument12 pagesSCIENCE 10 - Q4 - MOD5 - Chemical Reaction For BookletfRetep ArenNo ratings yet
- Acids and Alkalis Worksheet: Name: . DateDocument3 pagesAcids and Alkalis Worksheet: Name: . DateCally ChewNo ratings yet
- M/S Hitesh Steel Duplex Steel Division Maharashtra IndiaDocument10 pagesM/S Hitesh Steel Duplex Steel Division Maharashtra IndiaM/S Hitesh SteelNo ratings yet
- Instituto Alemão de Normalização-Din 10149-2Document15 pagesInstituto Alemão de Normalização-Din 10149-2Helder VieiraNo ratings yet
- Catálogo TEXSA Completo PDFDocument36 pagesCatálogo TEXSA Completo PDFbdromeiraNo ratings yet
- BE. Heat Exchangers.Document97 pagesBE. Heat Exchangers.Gannavarapu KrishnaNo ratings yet
- Chile Wish List (Desmond Pilcher)Document8 pagesChile Wish List (Desmond Pilcher)Ogalde LuisNo ratings yet
- Chapter 10 - States of MatterDocument31 pagesChapter 10 - States of Matterjim tannerNo ratings yet