You might also like
- Gas Absorption Tower: Types, Comparison to Distillation & Design FactorsDocument22 pagesGas Absorption Tower: Types, Comparison to Distillation & Design FactorsSoma BerwariNo ratings yet
- 2.1.6.1 Potencial Operating ProblemsDocument7 pages2.1.6.1 Potencial Operating ProblemsCarlosNo ratings yet
- FoamingDocument9 pagesFoamingMokbel MosbahNo ratings yet
- Guidelines On FCC Fractionator Bottoms System Rev2Document5 pagesGuidelines On FCC Fractionator Bottoms System Rev2M Scott GreenNo ratings yet
- Eliminate foam carryover to increase diesel and AGO yieldsDocument8 pagesEliminate foam carryover to increase diesel and AGO yieldsNXVNNo ratings yet
- When Nameplate Is Not EnoughDocument9 pagesWhen Nameplate Is Not Enoughgreenisin100% (1)
- Adverse Vapour Flow ConditionsDocument3 pagesAdverse Vapour Flow ConditionsSana HajriNo ratings yet
- Carbonless Refining of Starch Hydrolyzates with Macronet AdsorbentsDocument14 pagesCarbonless Refining of Starch Hydrolyzates with Macronet AdsorbentsherdianpebiNo ratings yet
- Understanding Wax Problems Leads To Deepwater Flow Assurance SolutionsDocument4 pagesUnderstanding Wax Problems Leads To Deepwater Flow Assurance SolutionsAndrea ZuritaNo ratings yet
- Gas Sweetening Processes ExplainedDocument3 pagesGas Sweetening Processes ExplainedAjaykumarNo ratings yet
- Lec-13 - Batch DistillationDocument26 pagesLec-13 - Batch DistillationsamrahamidNo ratings yet
- Foaming in Fractionation Columns: Understanding Causes and SolutionsDocument7 pagesFoaming in Fractionation Columns: Understanding Causes and SolutionsAnonymous v5uipH100% (1)
- Nitrogen FoamsDocument24 pagesNitrogen Foamsquespues100% (1)
- Perdidas de Produccion DesgasificacionDocument8 pagesPerdidas de Produccion DesgasificacionWil Vasquez CNo ratings yet
- Buffer and Barrier FluidsDocument10 pagesBuffer and Barrier FluidsFelipeFonckmNo ratings yet
- Refrigeration Troubleshooting GuideDocument8 pagesRefrigeration Troubleshooting GuideJuan Jose Ramirez CorralesNo ratings yet
- Bubbles and Foam in Hydraulics - How It Happens, How To Avoid It - Hydraulics & PneumaticsDocument11 pagesBubbles and Foam in Hydraulics - How It Happens, How To Avoid It - Hydraulics & PneumaticsChandramohan MuruganNo ratings yet
- Measuring Hydrogen Peroxide Residuals and Product Exposure On Isolator and Rabs Filling LinesDocument10 pagesMeasuring Hydrogen Peroxide Residuals and Product Exposure On Isolator and Rabs Filling Linesdimitris plotasNo ratings yet
- De Scaling Plate Heat ExchangersDocument2 pagesDe Scaling Plate Heat ExchangersKiran DuggarajuNo ratings yet
- Inertization and Fire SafetyDocument19 pagesInertization and Fire SafetysaikumarNo ratings yet
- Amine Gas Sweetening PlantDocument13 pagesAmine Gas Sweetening Plantmuki10No ratings yet
- Distillation Operation DifficultiesDocument7 pagesDistillation Operation DifficultiesSekar ChadarwatiNo ratings yet
- © Kamco: Guidance Notes On Descaling CalorifiersDocument2 pages© Kamco: Guidance Notes On Descaling CalorifiersKiran DuggarajuNo ratings yet
- PVT - Flow AssuranceDocument10 pagesPVT - Flow AssuranceAdri Coca SuaznabarNo ratings yet
- Finishing Plant Engineering: Solution Agitation and MixingDocument7 pagesFinishing Plant Engineering: Solution Agitation and MixingMiguel ArellanoNo ratings yet
- Foam FloodingDocument36 pagesFoam FloodingWaleed Barakat MariaNo ratings yet
- Good Practices in Tray DesignDocument7 pagesGood Practices in Tray Designmehul10941100% (2)
- VLPDocument6 pagesVLPGhiffari Paramanta ElbeesNo ratings yet
- Entrainment Issues in Vacuum ColumnDocument10 pagesEntrainment Issues in Vacuum Columnvinay26guptaNo ratings yet
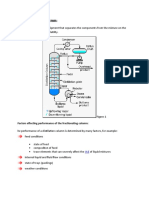
- Factors Effecting Performance of The Fractionating ColumnDocument4 pagesFactors Effecting Performance of The Fractionating ColumnHasieb Alam KhanNo ratings yet
- Pumping Flumping Sucker Rod Lifted WellsDocument12 pagesPumping Flumping Sucker Rod Lifted WellsLEONARDO ARZUZANo ratings yet
- Clean crude oil storage tanksDocument2 pagesClean crude oil storage tanksOgochukwu100% (1)
- Wet Scrubbers For Gaseous ControlDocument39 pagesWet Scrubbers For Gaseous ControlJess GohNo ratings yet
- B.5 Wet Scrubbers For Gaseous Control: Review DRAFTDocument70 pagesB.5 Wet Scrubbers For Gaseous Control: Review DRAFTsafar bahariNo ratings yet
- Fluidised Bed Reactor Manufacturing FertilizerDocument8 pagesFluidised Bed Reactor Manufacturing FertilizerMichael Kang'eriNo ratings yet
- Mass Transfer Ass 2 BakhtawarDocument7 pagesMass Transfer Ass 2 BakhtawarHasieb Alam KhanNo ratings yet
- What Causes Foaming in A Distillation ColumnDocument3 pagesWhat Causes Foaming in A Distillation ColumnArief HidayatNo ratings yet
- Multi-Stage Flash Desalination (MSF)Document16 pagesMulti-Stage Flash Desalination (MSF)Mohamed NaserNo ratings yet
- JHON CRANE 2152037 Barrier FluidsDocument19 pagesJHON CRANE 2152037 Barrier Fluidstotalquality100% (2)
- VERTICAL HOLE CLEANING CHALLENGESDocument5 pagesVERTICAL HOLE CLEANING CHALLENGESFarouq EngNo ratings yet
- Absorption and Stripping Equipment Manual FDocument17 pagesAbsorption and Stripping Equipment Manual FShoaib PathanNo ratings yet
- Reservoir Fluid Sampling & RecombinationDocument9 pagesReservoir Fluid Sampling & Recombinationdrojas70No ratings yet
- 2011-Alkaline Steam Foam-Cocepts and Experimental Results - RepairedDocument14 pages2011-Alkaline Steam Foam-Cocepts and Experimental Results - Repairedfernando aguilarNo ratings yet
- Swenson EvaporatorsDocument16 pagesSwenson EvaporatorsStephannie Riadi100% (1)
- Flushing Centrifugal Pumps MethodsDocument6 pagesFlushing Centrifugal Pumps Methodsrizky efrinaldoNo ratings yet
- Design and Operation of Black Liquor EvaporatorsDocument0 pagesDesign and Operation of Black Liquor EvaporatorsLissette Jeri AmaoNo ratings yet
- Section 5.1 Soap SticksDocument7 pagesSection 5.1 Soap SticksManuel ChNo ratings yet
- Use of Solvents in Lab Freeze DryersDocument5 pagesUse of Solvents in Lab Freeze DryersTeviNo ratings yet
- Paraffin & Asphaltene Chemicals IES-World-Oil-ArticleDocument4 pagesParaffin & Asphaltene Chemicals IES-World-Oil-Article1mmahoneyNo ratings yet
- PPT-CH 5Document24 pagesPPT-CH 5chemical todiNo ratings yet
- Design of AbsorberDocument18 pagesDesign of AbsorberAdeel Ahmed100% (2)
- Gas Well Deliquification 2010Document13 pagesGas Well Deliquification 2010Onlyonly MacNo ratings yet
- Wet Scrubber Design & Operation TipsDocument4 pagesWet Scrubber Design & Operation TipsZee KayNo ratings yet
- Installation Engineering Data and Design Handbook for Liquefied Gas PumpsDocument8 pagesInstallation Engineering Data and Design Handbook for Liquefied Gas Pumpsaugur886No ratings yet
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Process Engineering: Facts, Fiction and FablesFrom EverandProcess Engineering: Facts, Fiction and FablesRating: 3 out of 5 stars3/5 (2)
- Popular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoFrom EverandPopular Mechanics: How to Fix Anything: Essential Home Repairs Anyone Can DoRating: 4 out of 5 stars4/5 (2)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Take On Me - Lyrics & ChordsDocument3 pagesTake On Me - Lyrics & ChordsDaniel GonzNo ratings yet
- Pipeline Corrosion, Protection&Integrity Management NsDocument3 pagesPipeline Corrosion, Protection&Integrity Management NsRemeras TartagalNo ratings yet
- Hazards ChecklistDocument7 pagesHazards ChecklistRemeras TartagalNo ratings yet
- Tears in Heaven - Lyrics & ChordsDocument4 pagesTears in Heaven - Lyrics & ChordsRui PratesNo ratings yet
- The Importance of Professional Cathodic Protection Installation For Ensuring Effective Corrosion PreventionDocument5 pagesThe Importance of Professional Cathodic Protection Installation For Ensuring Effective Corrosion PreventionRemeras TartagalNo ratings yet
- Ingles GPTDocument17 pagesIngles GPTRemeras TartagalNo ratings yet
- Operator training certification programDocument14 pagesOperator training certification programRemeras TartagalNo ratings yet
- Busting the MythDocument20 pagesBusting the MythRemeras TartagalNo ratings yet
- CCC HumanFactors ProgramDocument108 pagesCCC HumanFactors ProgramRemeras TartagalNo ratings yet
- A Tough MDEA Example of What SigmaPure Can DoDocument5 pagesA Tough MDEA Example of What SigmaPure Can DoRemeras TartagalNo ratings yet
- Shell Case StudyDocument2 pagesShell Case StudyRemeras TartagalNo ratings yet
- Activated Carbon in AminesDocument13 pagesActivated Carbon in AminesRemeras TartagalNo ratings yet
- 6th Year Worksheet N3 2023 A AnDocument3 pages6th Year Worksheet N3 2023 A AnRemeras TartagalNo ratings yet
- 6th Year Worksheet N4 2023 Verb To Be Negative FormDocument5 pages6th Year Worksheet N4 2023 Verb To Be Negative FormRemeras TartagalNo ratings yet
- Situation Awareness & Org AccidentsDocument4 pagesSituation Awareness & Org AccidentsRemeras TartagalNo ratings yet
- Foam and AntifoamDocument10 pagesFoam and AntifoamGanesh GanyNo ratings yet
- Summary Checklist AnalysisDocument10 pagesSummary Checklist AnalysisRemeras TartagalNo ratings yet
- HumanSideofSafety ERTC Forum Bullemer 30nov10Document33 pagesHumanSideofSafety ERTC Forum Bullemer 30nov10Remeras TartagalNo ratings yet
- CCPS - Process Safety Leading and Lagging Metrics PDFDocument44 pagesCCPS - Process Safety Leading and Lagging Metrics PDFromerobernaNo ratings yet
- BPCase StudyDocument1 pageBPCase StudyRemeras TartagalNo ratings yet
- Chemical Emergency Prevention and PlanningDocument10 pagesChemical Emergency Prevention and PlanningOchuko EmetovwekeNo ratings yet
- Hopkins Thinking About Process Safety IndicatorsDocument16 pagesHopkins Thinking About Process Safety Indicatorsbinapaniki6520100% (1)
- Guidelines On A Major Accident Prevention PolicyDocument17 pagesGuidelines On A Major Accident Prevention PolicyRemeras TartagalNo ratings yet
- 1451985698CMT 06 - Nafis - Oil Transmision PipelineDocument6 pages1451985698CMT 06 - Nafis - Oil Transmision PipelineMinhquang NgoNo ratings yet
- Agile Culture Report 2019 - Caroline TaylorDocument46 pagesAgile Culture Report 2019 - Caroline TaylorRemeras TartagalNo ratings yet
- Victorian Purchasing Guide For PMA Chemical, Hydrocarbons and Refining Training PackageDocument19 pagesVictorian Purchasing Guide For PMA Chemical, Hydrocarbons and Refining Training PackageRemeras TartagalNo ratings yet
- BprgrangemouthDocument171 pagesBprgrangemouthRemeras TartagalNo ratings yet
- PMAOPS201 Operate Fluid Flow EquipmentDocument81 pagesPMAOPS201 Operate Fluid Flow EquipmentIntan Siti Hardianti IINo ratings yet
- Natural Gas Processing Principles and Technology - Part IIDocument448 pagesNatural Gas Processing Principles and Technology - Part IIRemeras TartagalNo ratings yet
- 12 Finally EditedDocument98 pages12 Finally Editedelias chernetNo ratings yet
- Correlations for boiling and condensation heat transferDocument4 pagesCorrelations for boiling and condensation heat transferMohammed AlghamdiNo ratings yet
- Drawing Pressure Vessel 1 PDFDocument8 pagesDrawing Pressure Vessel 1 PDFMonica R ZelaNo ratings yet
- Shell Lubricants Albida Alvania Multiservice GreasesDocument1 pageShell Lubricants Albida Alvania Multiservice GreasesvinothNo ratings yet
- Unit 5 Cold Water Supply: Muscroft: Plumbing 2 Ed - Curriculum Support PackDocument50 pagesUnit 5 Cold Water Supply: Muscroft: Plumbing 2 Ed - Curriculum Support PackMuhammad Jawad AzamNo ratings yet
- GW Ethiopia HQ PDFDocument1 pageGW Ethiopia HQ PDFAnonymous M0tjyWNo ratings yet
- Translation, Rotation and Deformation in FluidsDocument22 pagesTranslation, Rotation and Deformation in FluidsPlutoFXNo ratings yet
- Guide To Interchangeable LubricantsDocument12 pagesGuide To Interchangeable LubricantsJavier Jesus Gonzalez QuinaNo ratings yet
- Republic Act No. 9275: The Philippine Clean Water Act of 2004Document6 pagesRepublic Act No. 9275: The Philippine Clean Water Act of 2004Hiroshi CarlosNo ratings yet
- Estimation of Pressure Drop in Pipe SystemsDocument29 pagesEstimation of Pressure Drop in Pipe SystemsDino DinoNo ratings yet
- L 33Document5 pagesL 33lawan100% (1)
- 371hw06s (Rapid Mix Tank Design-Sample 1)Document5 pages371hw06s (Rapid Mix Tank Design-Sample 1)Yang Ching HianNo ratings yet
- Heavy Oil and Gas LiftDocument5 pagesHeavy Oil and Gas Liftadsnah0% (1)
- Melab 2Document14 pagesMelab 2Phil John FernandezNo ratings yet
- DARSHANA TRADING CO. BILL OF MATERIALSDocument16 pagesDARSHANA TRADING CO. BILL OF MATERIALSsamyak munotNo ratings yet
- Cavitation ReviewDocument8 pagesCavitation ReviewtsuakNo ratings yet
- Khan Et Al, 2005Document13 pagesKhan Et Al, 2005dooher1No ratings yet
- Prof ram Sharma’S PhySicS Private tuitionS FormulasDocument3 pagesProf ram Sharma’S PhySicS Private tuitionS FormulasFast FeneNo ratings yet
- Water Cycle Scavenger Hunt 1Document12 pagesWater Cycle Scavenger Hunt 1Enrique Ruiz Cano100% (1)
- Chapter 4 (Infiltration)Document31 pagesChapter 4 (Infiltration)dandewjangerNo ratings yet
- Valvula Contrabalance EbtDocument36 pagesValvula Contrabalance Ebtluisalbertocor5100% (1)
- Brass Gate Valves and Check Valves Technical SpecificationsDocument8 pagesBrass Gate Valves and Check Valves Technical SpecificationsgregNo ratings yet
- GPCDOC TDS Malleus ET 2Document2 pagesGPCDOC TDS Malleus ET 2Adnan KhalidNo ratings yet
- Bernoulli's EquationDocument14 pagesBernoulli's EquationMae Medalla DantesNo ratings yet
- Topic: Mathematical Modelling of Liquid Loading in Natural Gas ReservoirDocument14 pagesTopic: Mathematical Modelling of Liquid Loading in Natural Gas ReservoirAkashShuklaNo ratings yet
- Experiment 1 With ValuesDocument3 pagesExperiment 1 With Valuesgideon abhiNo ratings yet
- LP500D Air Driven Liquid Pumps Performance GuideDocument16 pagesLP500D Air Driven Liquid Pumps Performance GuideBruno BrepohlNo ratings yet
- Experimental Investigation of Boundary Layer Separation Influence of Pressure Distribution On Cylinder Surface in Wind Tunnel Armfield C15-10Document4 pagesExperimental Investigation of Boundary Layer Separation Influence of Pressure Distribution On Cylinder Surface in Wind Tunnel Armfield C15-10zivkovic brankoNo ratings yet
- UNIT-II Oil Hydraulic System and Its Components Marks-14Document32 pagesUNIT-II Oil Hydraulic System and Its Components Marks-14Chaitanya Yenge100% (2)
- Tribology International: SciencedirectDocument15 pagesTribology International: Sciencedirect25 Olmedo RenatoNo ratings yet