You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Predicting Residual Stresses Due To Solidification in Cast Plastic Plates VladoTropsaPhDDocument225 pagesPredicting Residual Stresses Due To Solidification in Cast Plastic Plates VladoTropsaPhDAghajaniNo ratings yet
- Designs Guide To en 1994-2, Eurocode 4Document184 pagesDesigns Guide To en 1994-2, Eurocode 4Viet Duc Dang100% (3)
- Residual Stresses and Fretting Fatigue: A. Benrabah, C. Langlade, A.B. VannesDocument7 pagesResidual Stresses and Fretting Fatigue: A. Benrabah, C. Langlade, A.B. VannesjovaniNo ratings yet
- Study of Wear of As-Cast and Heat-Treated Spheroidal Graphite Cast Iron Under Dry Sliding ConditionsDocument5 pagesStudy of Wear of As-Cast and Heat-Treated Spheroidal Graphite Cast Iron Under Dry Sliding ConditionsjovaniNo ratings yet
- Effect of Microstructure On Properties of ADI and Low Alloyed Ductile IronDocument12 pagesEffect of Microstructure On Properties of ADI and Low Alloyed Ductile IronjovaniNo ratings yet
- J Wear 2010 12 018Document7 pagesJ Wear 2010 12 018jovaniNo ratings yet
- J Wear 2012 12 027Document8 pagesJ Wear 2012 12 027jovaniNo ratings yet
- Electrocontact-Discharge Forge Welding of Steel Bars: M.A. Be Jar, W. Schnake, R. UrquetaDocument5 pagesElectrocontact-Discharge Forge Welding of Steel Bars: M.A. Be Jar, W. Schnake, R. UrquetajovaniNo ratings yet
- Quench Embrittlement of Hardened 5160 Steel As A Function of Austenitizing TemperatureDocument10 pagesQuench Embrittlement of Hardened 5160 Steel As A Function of Austenitizing TemperaturejovaniNo ratings yet
- Influence of Phosphorus Content and Quenching/Tempering Temperatures On Fracture Toughness and Fatigue Life of SAE 5160 SteelDocument11 pagesInfluence of Phosphorus Content and Quenching/Tempering Temperatures On Fracture Toughness and Fatigue Life of SAE 5160 SteeljovaniNo ratings yet
- 24 Production 009 NewDocument8 pages24 Production 009 NewjovaniNo ratings yet
- ASME - 2286-1 Alternative Rules For Determining Allowable External PressureDocument16 pagesASME - 2286-1 Alternative Rules For Determining Allowable External PressureMike Dukas100% (1)
- Unit 123 Derivation & Problems PartsDocument158 pagesUnit 123 Derivation & Problems Partseugin cebertNo ratings yet
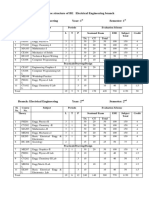
- Course Structure of BE Electrical Engineering BranchDocument56 pagesCourse Structure of BE Electrical Engineering BranchAnjishnu MahantaNo ratings yet
- ADocument74 pagesAAllenNo ratings yet
- Static Structural Analysis of Universal Joint To Study The Various Stresses and Strains Developed in Power Transmission SystemsDocument3 pagesStatic Structural Analysis of Universal Joint To Study The Various Stresses and Strains Developed in Power Transmission SystemsNguyễn Văn ThườngNo ratings yet
- Optimization Design For Ultrasonic Horn With Large Amplitude Based On Genetic AlgorithmDocument12 pagesOptimization Design For Ultrasonic Horn With Large Amplitude Based On Genetic AlgorithmZiad Al SarrafNo ratings yet
- SJCE Vol 9 Issue 1-1Document120 pagesSJCE Vol 9 Issue 1-1Scribd2015No ratings yet
- Bracing in Lattice StructuresDocument116 pagesBracing in Lattice StructuresDon DeolNo ratings yet
- ACI 421.1R-08 Guide To Shear Reinforcement For SlabsDocument27 pagesACI 421.1R-08 Guide To Shear Reinforcement For SlabsKaram AlbarodyNo ratings yet
- 2018 - SGE - Topic 2 - Characterization of Soft GroundDocument24 pages2018 - SGE - Topic 2 - Characterization of Soft GroundJohnNo ratings yet
- Confining Pressure 10 Mpa Von Mises StressDocument2 pagesConfining Pressure 10 Mpa Von Mises StressMoj TabaNo ratings yet
- Buildings 12 02092Document49 pagesBuildings 12 02092SUMAN CIVILNo ratings yet
- Design and Analysis of Al-6081 T6 PistonDocument9 pagesDesign and Analysis of Al-6081 T6 PistonIJIRSTNo ratings yet
- Hydraulicfractur251clea PDFDocument28 pagesHydraulicfractur251clea PDFalimko83No ratings yet
- UAS TekprodDocument17 pagesUAS TekprodMas RochmatanNo ratings yet
- E22.t01 RCC PDFDocument9 pagesE22.t01 RCC PDFAmolsingh100No ratings yet
- Welded ConnectionsDocument11 pagesWelded Connections051Bipradeep ChandaNo ratings yet
- MarcDocument20 pagesMarcHoang MaiNo ratings yet
- Fundamentals of Structural Design Part of Steel StructuresDocument10 pagesFundamentals of Structural Design Part of Steel StructuresJanice FernandezNo ratings yet
- Rheologgy of FoosDocument13 pagesRheologgy of FoosSakshiNo ratings yet
- Experimental Failure Analysis of Mechanically Fastened Joints With Clearance in Composite Laminates Under PreloadDocument11 pagesExperimental Failure Analysis of Mechanically Fastened Joints With Clearance in Composite Laminates Under PreloadErick WarneNo ratings yet
- Steel Design 4 May 2022Document3 pagesSteel Design 4 May 2022tous les joursNo ratings yet
- Ggu Footing ManualDocument71 pagesGgu Footing Manualaitzaz561No ratings yet
- Advanced Som SyllabusDocument1 pageAdvanced Som SyllabusRaj Kumar0% (1)
- Linear Failure Criteria With Three Principal StressesDocument74 pagesLinear Failure Criteria With Three Principal StressesAgroEmpresario ExportadorNo ratings yet
- Manual-34 en FemDocument5 pagesManual-34 en FemjessicaNo ratings yet
- Fatigue Fracture of Crankshaft of An Aircraft EngineDocument9 pagesFatigue Fracture of Crankshaft of An Aircraft EngineTchutNo ratings yet
- Scratch Testing of Metals and PolymersDocument8 pagesScratch Testing of Metals and PolymersPratap Singh GangwarNo ratings yet