You might also like
- Center of Percussion Reversed PendulumDocument10 pagesCenter of Percussion Reversed Pendulummazen ashaNo ratings yet
- "Screening": Practice Report No. 2Document20 pages"Screening": Practice Report No. 2Paula ArzateNo ratings yet
- Send A SINGLE .PDF File To:: Advanced Well Testing ExamDocument10 pagesSend A SINGLE .PDF File To:: Advanced Well Testing ExamNana TwumNo ratings yet
- University of Jordan School of Engineering Department of Mechanical Engineering Mechanical Vibrations Lab Mass-Spring SystemDocument9 pagesUniversity of Jordan School of Engineering Department of Mechanical Engineering Mechanical Vibrations Lab Mass-Spring Systemmazen ashaNo ratings yet
- Lecture-5-Characterization of Collection of Particles-2Document21 pagesLecture-5-Characterization of Collection of Particles-2DikshithaNo ratings yet
- TUGAS UNIT OPERASI 1 KelompokDocument4 pagesTUGAS UNIT OPERASI 1 Kelompokpiranindha100% (1)
- Dinamika Clau PitchingDocument11 pagesDinamika Clau Pitchingclaudia egidiyani1998No ratings yet
- Data Distribusi PartikelDocument3 pagesData Distribusi PartikelMovic Clips & ClipsNo ratings yet
- Venturi Meter ExperimentDocument6 pagesVenturi Meter ExperimentNAMBIRO EMMANUEL MULAYINo ratings yet
- Least Squares FitDocument2 pagesLeast Squares FitHelen LucasNo ratings yet
- Tugas 4 Titik Berat Dan Inersia: 1. Ac 2. CT 3. CB 4. Ic 5. ST 6. SB 7. R 2Document11 pagesTugas 4 Titik Berat Dan Inersia: 1. Ac 2. CT 3. CB 4. Ic 5. ST 6. SB 7. R 2Naufal Azmi AmrullahNo ratings yet
- Perencanaan Pondasi Tiang Bor Dan Pile CDocument6 pagesPerencanaan Pondasi Tiang Bor Dan Pile CMahendra AdiNo ratings yet
- Homework 1 MDocument4 pagesHomework 1 Mt8ktwrcvj4No ratings yet
- Dinasti FajriDocument19 pagesDinasti FajriHalil AsyrafNo ratings yet
- Project CalculationDocument22 pagesProject CalculationHafizSikandarNo ratings yet
- Unconfined Compression Test: 0 0 I D T SDocument8 pagesUnconfined Compression Test: 0 0 I D T SAbbas tahmasebi poorNo ratings yet
- Unconfined Compression Test: 0 0 I D T SDocument8 pagesUnconfined Compression Test: 0 0 I D T SAbbas tahmasebi poorNo ratings yet
- Solutions RegressionTutorialDocument51 pagesSolutions RegressionTutorialARBIN RAJNo ratings yet
- 5.4 Distribution Slab at 4.6mDocument4 pages5.4 Distribution Slab at 4.6mRey GonzalesNo ratings yet
- Plaxis - Finite Element Code For Soil and Rock AnalysesDocument1 pagePlaxis - Finite Element Code For Soil and Rock AnalysesYulius HendraNo ratings yet
- MMME2053-AsymBend Lab Report TemplateDocument7 pagesMMME2053-AsymBend Lab Report TemplateShuhang ChenNo ratings yet
- Tabel 3.1 Perhitungan Gumbel: Bab Iii Debit Banjir Rancangan Q50 THDocument3 pagesTabel 3.1 Perhitungan Gumbel: Bab Iii Debit Banjir Rancangan Q50 THSari RahmawatiNo ratings yet
- Fluid Assignment 2016Document8 pagesFluid Assignment 2016TlhologeloNo ratings yet
- DX DT V V DX DT V V DX DT V V V X, X Constants: Jomar Fajardo Rabajante MATH 235 2002-96301 Problem SetDocument4 pagesDX DT V V DX DT V V DX DT V V V X, X Constants: Jomar Fajardo Rabajante MATH 235 2002-96301 Problem SetJomar RabajanteNo ratings yet
- Lecture 6 Example ProblemDocument5 pagesLecture 6 Example ProblemReinold NdreuNo ratings yet
- (Mass Spring System) : Department Course Name SemesterDocument9 pages(Mass Spring System) : Department Course Name SemesterMohammad AlshourbajeNo ratings yet
- Data IraDocument4 pagesData IraAsrianiNo ratings yet
- Ejercicios de M.s.2.grupDocument26 pagesEjercicios de M.s.2.grupYamel R. Miranda MaguiñaNo ratings yet
- Mean Particle and Fraction Method of Bed Load Transport CalculationDocument7 pagesMean Particle and Fraction Method of Bed Load Transport CalculationMaulidNo ratings yet
- 3.5.1. ConnectionDocument4 pages3.5.1. ConnectionMuhammad Sigit WahyudiNo ratings yet
- Module D1 Strain Measurement in Bending System I. Data Computations A. Data ResultsDocument6 pagesModule D1 Strain Measurement in Bending System I. Data Computations A. Data ResultsAlifia T. OviningtyasNo ratings yet
- Bab Iv Hasil Dan Pembahasan: Base PanDocument3 pagesBab Iv Hasil Dan Pembahasan: Base PanIinsrinursyam ANNo ratings yet
- Specific Gravity (GS) : (W2 W1) (W4 W1) (W3 W2) (142.6 90.5) (339 90.5) (372.3 142.6)Document3 pagesSpecific Gravity (GS) : (W2 W1) (W4 W1) (W3 W2) (142.6 90.5) (339 90.5) (372.3 142.6)Ansheilla TjNo ratings yet
- SQCT PPT - 1Document20 pagesSQCT PPT - 1Prem JhaNo ratings yet
- Datos de Laboratorio Incertidum-RegresionDocument27 pagesDatos de Laboratorio Incertidum-RegresionALBERT LINCOOLD SALAZAR PUMAPILLONo ratings yet
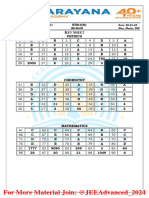
- Key Sheet: Physics Chemistry MathematicsDocument11 pagesKey Sheet: Physics Chemistry MathematicsARYAN PANDEYNo ratings yet
- 06 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 8n Key&SoDocument16 pages06 01 24 SR Star Co Scmodel A, B&C Jee Main GTM 8n Key&SoReddyNo ratings yet
- Data Set 4.1 (Solutions)Document9 pagesData Set 4.1 (Solutions)Nicha MHNo ratings yet
- Data PengamatanDocument24 pagesData Pengamatanrifqi98No ratings yet
- Experiment-13: Question: 7 Varietal Trials Involving 6 Varieties of Wheat Crop Was Conducted in AnDocument4 pagesExperiment-13: Question: 7 Varietal Trials Involving 6 Varieties of Wheat Crop Was Conducted in AnQuoraNo ratings yet
- Comp 328 - Research MethodsDocument6 pagesComp 328 - Research Methodsongeragodfrey254No ratings yet
- Materials Used:: To Determine The Consolidation Characteristics of A Soil SampleDocument3 pagesMaterials Used:: To Determine The Consolidation Characteristics of A Soil SampleShivamPaulNo ratings yet
- Laboratory Report PHYS 103: Experimental General PhysicsDocument6 pagesLaboratory Report PHYS 103: Experimental General PhysicsRaghad Abu znadNo ratings yet
- Ejercitación Semana 6Document7 pagesEjercitación Semana 6Francisco Gutierrez GtzNo ratings yet
- Tugas FarfisDocument3 pagesTugas FarfisleontinojuanNo ratings yet
- % Massa Massa (KG) Fraksi XR % Massa Massa (KG) Fraksi XP Massa (KG) Fraksi XF Xi Ukuran Mesh R (Recycle) P (Produk) F (Feed)Document2 pages% Massa Massa (KG) Fraksi XR % Massa Massa (KG) Fraksi XP Massa (KG) Fraksi XF Xi Ukuran Mesh R (Recycle) P (Produk) F (Feed)DerryAndrianNo ratings yet
- Tahanan Kapal 1Document34 pagesTahanan Kapal 1Fadhil Javier FannaNo ratings yet
- Experiment 6 VMT đã chuyển đổi 1Document2 pagesExperiment 6 VMT đã chuyển đổi 1Geralt VesemirNo ratings yet
- STA101 Assignment 5 SolutionDocument7 pagesSTA101 Assignment 5 SolutionJUNAYED AHMED RAFINNo ratings yet
- In-Lab Sharp-Edged Orifice Meter ReportDocument9 pagesIn-Lab Sharp-Edged Orifice Meter ReportLiliane AlameddineNo ratings yet
- SRG SPS-19 07 Dec SoDocument2 pagesSRG SPS-19 07 Dec Sotechnicalfacts31No ratings yet
- Thermal System Optimization-Newton RaphsonDocument8 pagesThermal System Optimization-Newton RaphsonRizkha AyuNo ratings yet
- TAREA 6 Dovelas-FelleniusDocument7 pagesTAREA 6 Dovelas-FelleniusEdwin Alexis Santamaria AlvarezNo ratings yet
- Lifting Lug Load Capacity Vs Crack Length CalculationDocument26 pagesLifting Lug Load Capacity Vs Crack Length CalculationklausNo ratings yet
- Lifting Lug Load Capacity Vs Crack Length CalculationDocument26 pagesLifting Lug Load Capacity Vs Crack Length CalculationklausNo ratings yet
- Opt. Sistem EnergiDocument8 pagesOpt. Sistem EnergiStrawwmilNo ratings yet
- Lifting Lug Load Capacity Vs Crack Length CalculationDocument26 pagesLifting Lug Load Capacity Vs Crack Length Calculationlonewolf 3le7No ratings yet
- Lifting Lug Load Capacity Vs Crack Length CalculationDocument26 pagesLifting Lug Load Capacity Vs Crack Length CalculationPawan PawarNo ratings yet
- Lifting Lug Load Capacity Vs Crack Length CalculationDocument26 pagesLifting Lug Load Capacity Vs Crack Length Calculationmashudi_fikriNo ratings yet