Professional Documents
Culture Documents
Untitled
Untitled
Uploaded by
Dasari Venkatesh0 ratings0% found this document useful (0 votes)
37 views178 pagesCopyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
37 views178 pagesUntitled
Untitled
Uploaded by
Dasari VenkateshCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 178
a“
na
a
wwe ewww
COURSE MATERIAL
FOR
1S103 - SAFETY ENGINEERING-II
{DURAITON: 2 Year)
Conducted By
ConnectIT Solutions
Flat No:302, Madhu Constructions, Opp Sindhu Travels, SR Nagar, Hyd- 500038
Email: ravi@connectit.in website: www.connectit.in
5
| Chapter ss eecuareaenits fee a
Description Page No.
No
a ct 4
1 Agro Industry / Sugar Industry 18
| Manufacture of Basic Metals : Ferrous and Non Ferrous 9.22 9
Automobile Manufacturing 23-42 ‘
a — a
4 Construction Industry 43-48 or
ae
5 IT Industry 49-50
6 Safety in docks 51-68
jo _ ay
7 Safety in Boilers | 69-80 =
09
8 Environment Protection 81-112 a
9 Work permits 113-120 Io
. 995
10 | Welding & Gas cutting 121-126
3g
Safety in Textile Industry 127-156 dy
Important Questions
Model Question Papers -
eoeocoeoeos
geeoooood 39355
CHAPTE STRY
-1: AGRO/SUGAR
1.1 SAFETY IN HARVESTING OPERATIONS
The gathering in of agricultural crops upon maturity, or the practice of harvesting,
signals the end of the production eycle prior to storage and processing. The size and
quality of the crop removed from the field, orchard or vineyard represents the most
significant measure of a farmer's productivity and success. The value that has been
placed on the outcome of the harvest is reflected in the terms used almost universally
to measure and compare agricultural productivity, such as kilograms per hectare
(kg/ha), bales per hectare, bushels per acre (bw/a) and tons per acre or hectare.
From an agronomic perspective, it is actually the inputs that determine the yield;
however, it is the harvest that becomes the primary determinant of whether or not
there will be sufficient seed and resources to ensure the sustainability of the farm and
those it supports. Because of the significance of harvest and all of its related activities,
this part of the agricultural cycle has taken on an almost spiritual role in the lives of
farmers throughout the world.
Few agricultural practices illustrate more clearly the scope and diversity of
technology- and work-related hazards found in agricultural production than
harvesting.
Crop harvesting is carried out under a wide variety of conditions, over various types
of terrain, utilizing machines from simple to complex that must handle a diversity of
crops; it involves considerable physical effort from the farmer.
For these reasons, any attempt to briefly generalize the characteristics or nature of
harvest practices and harvest-related hazards is extremely difficult. Small grains (rice,
wheat, barley, oats and so on), for example, which dominate much of the planted
cropland in the world, represent not only some of the most highly mechanized crops,
but in large regions of Africa and Asia are harvested in a manner that would be
familiar to farmers 2,500 years ago. The use of hand sickles to harvest a few stalks at
a time, hard-packed clay threshing floors and simple threshing devices remain the
primary tools of harvest for far too many producers.
The primary hazards associated with the more labour-intensive harvesting practices
have changed little with time and are often overshadowed by the perceived increased
risks associated with greater mechanization. Long hours of exposure to the elements,
the physical demands resulting from lifting heavy loads, repetitive motion and
awkward or stooped posture, along with natural hazards such as poisonous insects and
snakes, have historically taken, and continue to take, a significant toll (see figure 1).
Harvesting grain or sugar cane with a sickle or machete, picking fruit or vegetables by
hand and manually removing peanuts from the vine are dirty, uncomfortable and
exhausting tasks that in many communities frequently are completed by large
numbers of children and women. One of the strongest motivating forces that has
shaped modem harvesting practices has been the desire to remove the physical
drudgery associated with manual harvesting.
Figure 1. Hand-harvesting millet
* Contrary to a general perception that greater mechanization
in agriculture has increased the risks associated with agricultural
production, with respect to harvesting, nothing could be further
from the truth, Through the introduction of intensive
mechanization in major grain- and forage-producing regions, the
amount of time required to produce a bushel of grain, for example,
has dropped from over an hour to under a minute. This
accomplishment, though heavily dependent upon fossil fuels, has
released tens of millions of people from the drudgery and unsafe working conditions
associated with hand harvesting. Mechanization has resulted in not only tremendous
increases in productivity and yields, but also the near elimination of the most
historically significant harvest-related injuries, such as those involving livestock.
‘The intensive mechanization of the harvesting process, however, has introduced new
hazards, which have required periods of adjustment and in some cases the
replacement of machines with improved practices and designs that were either more
productive or less hazardous,
Injuries associated with moder harvesting operations typically relate to tractors,
machinery, grain-handling equipment and grain-storage structures. Since the 1950s,
tractors have contributed to approximately one-half of all farm-related fatalities, with
overturns being the single most important contributing factor. The utilization of
rollover protective structures (ROPS) has proven to be the single most important
intervention strategy in reducing the number of tractor-related fatalities. Other design
features that improved the safety and health of tractor operators included wider wheel
@oeeooeoooodvs
uv
vuuvsu
bases and designs that lowered the centre of gravity to improve stability, all-weather
operator enclosures to reduce exposure to the elements and dust, ergonomically
designed seating and controls and reduced noise levels. The problem of tractor-related
injuries, however, remains significant and is a growing concer in areas that are being
more
rapidly mechanized, such as China and India, In many areas of the world it
likely to see the tractor being used as a vehicle of highway transport or a stationary
power source than being used in the field to produce crops, as it was designed to do.
In these areas, tractors are typically introduced with minimal operator training and are
used widely as a means of transporting multiple passengers, another use for which the
tractor was not designed. The result has been that runovers of extra riders who have
fallen from the tractors during operation has become the second leading cause of
tractor-related fatalities. If the trend towards greater utilization of ROPS continues,
nunovers may eventually become the leading cause of tractor-related fatalities
worldwide. Though used fewer hours during the year than tractors, harvesting
equipment such as combines are involved in about twice as many injuries per 1,000
machines, These injuries often take place during servicing; repairing or adjusting the
machine when the power to machine components is still engaged. Recent design
changes have been made to incorporate more passive and active operator warnings
and interlocks, such as safety switches in the operator seat to prevent machine
operation when no one is in the seat, and to reduce the number of maintenance points
to reduce operator exposure to operating machinery. Many of these design concepts,
however, remain voluntary, are frequently by-passed by the operator and are not
universaily found on all harvesting machines.
Hay and forage harvesting equipment exposes workers to hazards similar to those
found on combines. This equipment contains components that cut, crush, grind, chop
and blow crop material at high speed, leaving little room for human error. As with
grain harvesting, hay and forage harvesting must take place in a timely fashion in
order to prevent damage to the crop from the elements. This added stress to complete
tasks rapidly, in conjunction with machine hazards, frequently leads to injuries.
Traditionally, the hay baler has been identified as a frequent source of serious injuries.
These machines are used under some of the most harsh conditions found in any type
of harvesting. High temperature, rough terrain, dusty conditions and the need for
frequent adjustments contribute to a high rate of injury. The conversion to large
packages or bales of hay and mechanical handling systems has improved safety with a
3
few exceptions, as was the case with the introduction of the early designs of the round
bal
‘The aggressive compression rolls on the front of these machines resulted in a
Jarge number of hand and arm amputations. This design was later replaced with a less
aggressive gathering unit, which nearly eliminated the problem.
+ Fire is a potential problem for many types of harvesting operations. Crops that are
required to be dried to less than 15% moisture content for proper storage make
excellent fuel if ignited. Combines and cotton harvesters are especially vulnerable 10
fires during field operation. Design features such as the use of diesel engines and
protected electrical systems, proper equipment maintenance and operator access to
fire extinguishers have been shown to reduce the risk of fire-related damage or injury.
* Noise and dust are two other hazards that are typically intrinsic to harvesting
operations. Both pose serious long-term health risks to the operator of harvesting
equipment. The inclusion of environmentally controlled operator enclosures in the
design of modem harvesting equipment has done much to reduce operator exposure to
excessive noise pressures and dust levels. However, most farmers have yet to benefit
from this safety feature. The use of PPE such as ear plugs and disposable dust masks
provides an altemative, but less effective, means of protection from these hazards,
As harvesting operations around the world become increasingly mechanized, there will be a
continuing shift from environmental-, animal and hand tool-related injuries to those caused
by machines. Drawing upon the experiences of farmers and manufacturers of harvesting
equipment who have completed this transition should prove useful in reducing the adjustment
period and preventing injuries caused by lack of familiarity and poor design. The experience
of farmers with even the most highly mechanized harvesting operations, however, suggests
that the injury problem will not be totally eliminated. Contributions of operator error and
machine design will continue to play a significant role in injury causation. But there is no
question that in addition to greater productivity, the process of mechanization has
significantly reduced the risks associated with harvesting.
oo
-@8CKCOCEOKCOOCOOSCS
we Oo oO
ie)
uwuUuODD
vu
1.2 SUGAR INDUSTRY
The growth of sugar factories is very wide and mostly in co-operative sector. Except some
small Khandsari units, generally the sugar mills are large factories running with heavy
machinery and big-sized vessels, employing more than 1000 workers and occupying a bigger
area for the mill plant, sugar cane transport vehicles, sugar godowns, bagasse (crushed
fibrous waster) stocks and long conveyor belts, molasses tanks, solvent extraction plant if
provided, residential facilities for mill workers and offices for other related activities.
Process in Sugar Mill: Main steps are as under —
1.
illing — Sugar canes are received, weighed for cane yield, sampled for cane quality
and washed in the mill yard, Then canes are crushed in roller mills to extract raw
juice. The woody residue ~ bagasse ~ is separated and used as fuel in boilers. There
are other uses of bagasse also.
2. Clarification — The raw juice is strained and heated. Lime is added to cause
impurities such as mud to settle. Clarifiers separate the juice into clarified juice and
muddy juice. The muddy juice is sent to filters to remove the juice and separate the
mud as filter cake.
3. Evaporation — The clarified juice is then boiled in evaporators which remove most of
the water leaving thick syrup.
4, Crystallization and Centrifuging ~ The syrup is boiled at low temperatures under
partial vacuum which causes the development and growth of sugar crystals.
Massecuite (raw sugar crystals mixed with molasses) moves to centrifugals which
separate the two, After all the commercially recoverable sugar is removed, the
resulting molasses is sold as blackstrap molasses and is generally used as cattle food
or ean be used in production of alcohol, yeast, citric acid or vinegar. The raw sugar is
then stored in warehouses.
Hazards & Controls:
The nature of sugar mill machinery pose mostly the mechanical hazards e.g. crush
injuries from large size crushing gears, trips, electrical hazards, falls or slipping from
heights, falling into pit or hot sugar juice, hurt by falling bodies or sugar bags, hitting and
being hit by moving objects, fumes and gases (S02, HCL, CO, CO2), steam at many
places, sugar cane dust (may cause bagassosis), toxic hazards due to asbestos, laboratory
chemicals, lead, welding and cutting fumes, methane gas and sugar dust, noise and
vibration due to centrifuge machines and vibrating screens, packing machines.
1 Cane Milling Plant:
Cane handling platform with gantry and gantry columns (not more than 10 m. apart)
attendance platform, approach staircase, sling bar and grab attachment, mechanical /
electrical controls from crane operator's cabin.
2. Fixed sound guards on motor and gear drives of feeder tables, steel structure to
withstand heavy shocks, inclined tail end to feed into the main carrier.
3. Can carrier (1800 mm wide), 3 strands chain (150 mm pitch) and sprockets with
heavy guards, hood to cover cane knives with inspection door and head-shaft and
gears with guards.
4, The cane carrier motors be interlocked with the cane leveller and cutter motors so that
the cane carrier stops when either of these motors trips.
5. Cane feeding chute from cane carrier to the crusher at as angle of 500 from the
horizontal. The chute length should be more than 3.5 m.
6. Guards on gear and motor drives of cane kicker ~ a rotating shaft (dia > 125 mm)
mounted with more than 20 blades or arms.
7. Totally enclosed reinforced steel hood with suitable swing flaps and bolted top covers
on cane leveller with more than 42 knives and cane cutter with more than 52 knives.
The knives should be of specially shock resisting steel with carbide tips or stellited
cutting edges. Guard on flywheel of the shaft
8. Crushing mills may be of following types:
Based on sugar cane crushing capacity per day-
For 2500 tonnes-12 rollers-4 steam turbines
For 3500 tonnes-18 rollers-6 steam turbines Fixed guards on mill gearing, flexible
couplings and mill rollers (max.speed 18 mt/min).
9. The juice gutter under the mills shall be made of brass or copper lined MS plates or
aluminium plates of sufficient strength.
10. Cylindrical whirler type pumps of 75 m3/h at 10m head, non corrosive, non choking
type, and with bronze impellers.
11, Vertical guards or fencing on bagass elevator and conveyor and also surrounding floor
or feed opening and horizontal guards or grills on moving slats and bagass scrappers.
Oo
eSSO0GCCKOCOCS
A
A
A gangway of open flooring with hand railing alongside the whole length of the
conveyor with access ladders at different platforms including boiler control platform.
12. Testing and maintenance of all cranes and lifting machinery as per Rule 60 of the
GFR.
Ml Clarification Plant:
1. Juice heaters with necessary valves, venting and condensate extraction device with
collection tanks and safety for steam use. Solid drawn brass tubes for heaters with 42
mm ID, 45 mm OD and total length of tubes not exceeding4.5 mt.
2. Continuous juice sulphitation unit, with lime mild proportioning arrangement, guards
on lime slacker motors, couplings and gear drives and stirres drives. SO2 absorption
tower with safe vent, effective stirrer, sulphur furnace with cooling water jacket for
vertical gas pipes and scrubbers made of cast iron
3. Clarified with flash tank, juice overflow box, scraper drive, mud overflow box,
Jiquidating pump etc.
4. Vacuum rotary mud filter with bagacillo sifter, recirculation pump, juice trough,
filtrate pumps and receivers, mud conveyor belt, juice separator, air blower, cyelone
separator for vacuum filters, cake washing hot water pumps and guards for pump
couplings and motor drives.
11 Evaporation and Boiling Plant:
1. A quadruple effect evaporator with four bodies (vertical tanks) with two syrup
extraction pumps (one standby), safety valve in the vapour space to open at 0,2
kg//em2, pressure and vacuum (compound) gauges, thermometers, condensate
extraction pumps, grit catchers, vapour space height more than twice the calandria
height, calandria (bottom heating zone) height not exceeding 2 mt, domes and fittings
of suitable save-all design, the calandria tubes should be solid drawn with 42 mm ID,
45 mm OD, tubes spacing more than 10 mm and vapour condenser at the end.
2. Syrup and molasses tanks 913 to 15 tanks), bund or dyke, heating coil to molasses
tanks, wash out connection to each tank, wash out gutter with suitable valves, working
platform with handrails and approach stairs along the storage tanks. One molasses
dilution tank with stirrer, water and steam connection is also necessary.
‘Vacuum pans, condensers and injection water pumps requirement is as under:
4, Vacuum pans are calandria of low head rapid boiling type with steam tubes(brass),
compound ga
1ges, thermometers, various pipelines and fittings, connections with
crystallizers and multi-jet, condensers, heavy molasses and hot water connection
through non-retum valves, guards on stirrer drives and gears, the injection water
pumps — centrifugal and directly coupled, are all necessary.
IV Cooling, Cutting and Grading Plant:
Heavy Uctype air cooled and water cooled crystallizers are required with stirring
arrangement, guards on stirrer and gear drives and centrifugal machines (15 for 2500 T
plant and 20 for 3500 T plant). Superheated wash water or steam connection, timer
controlled automatic brakes, solenoid and pneumatic valves, ploughing speed not
exceeding 60 rpm, connection with magma mixtures, guards, on magma mixture drives,
guards on pug nill drives, reduction gears and air-compressor drives, steam connections
with NRV for magma and molasses lines, suger melter, grass hoppers and conveyors, hot
and cold air blowing, sugar elevators and graders (vibrators) with dust catching
arrangement, sugar weighing scale and final molasses storage tank (3 to 4) each of 4000
m3 capacity as per IS specification.
Other plants viz. Boiler and steam generating plant, Power generating plant and
Miscellaneous e.g. reducing valves, pipelines, supporting structure, service tanks, water
pumps etc. also need due consideration.
Dust, fume and gas extraciors, noise and vibration dampers and medical examination of
workers are also required.
IS: Sugar laboratories 167, 5527, godown construction 4772, vacuum pan grading 48,
filter cloth 1178, inter-carrier chains 9069, sprockets 12198, effluent treatment 4903,
crusher 1973, 6983, 6997, juice hygienic code for sale 8124, stripper 7789.
‘Sugar confectionery ~ hard boiled 1008, sampling and analysis 6287, cube 1168.
DO oo
>
o
ooo
oe
c
eooocoe
6
_o@
pou.
vv
vw wv
CHAPTER-’
MANUFACTURE OF BASIC METALS: FERROUS AND
NON FERROUS
NEED OF SAFETY IN ENGINEERING INDUSTRY
+ Man and Machine are two important ingredients of Industrial Safety. Man needs
machines which many times bring hazards and accidents. This has created the need
of industrial safety. 1t is most important to eliminate or minimise the comtact between
men and machines, Machines are the product of engineering and therefore
engineering occupies the pioneering place in industrial safety. Without engineering
industries, no machine, no guard and no mass production is possible.
1. INTRODUCTION TO HOT AND COLD PROCESSES:
1.1 Types of Hot and Cold Processes:
+ Metallurgical processes are of two types: Hot and Cold processes.
+ Hot processes are employed to melt ore to make metal, to refine metal and to mould
metal in the required shape, section or grade, to make alloy, to weld or cut metal parts
and to make tools, equipment, building materiais, machine parts, structural parts ete.
Fuel-fired or electric furnaces are used for these purposes. Chemical energy of fuel
(gas, furnace oil, LDO, wood, coal, lignite, waste etc.) or electric energy is converted
into heat in such furnaces. Hot processes include melting, refining, smelting,
moulding, forging, hot rolling, welding and cutting, brazing and soldering operations.
* Cold processes are employed to further reduce or change the shape, size or section of
the hot rolled, forged or moulded metal parts, cut into pieces, drill, bore or grind
surfaces, press, punch slot, shear, cut, bend or shape the metal parts. A variety of
machines and machine tools are used for these purposes. Hand and foot operated
presses, power presses, hydraulic or cold rolling mills, forming rolls, wire drawing
machines and various machine tools like lathe boring mvc, grinding m/e and modern
computerised controlled machines are used in engineering industry.
1.2 Types of Furnaces, Uses and Safety Measures:
+ They are classified as under-
12.1 Classifica
n based on structure:
> Technologically metallurgical furnaces are classified as melting or heating
furnaces.
> Melting furnaces are employed to make metals from ores and remit metals
for obtaining the desired properties. Materials processed in melting furnaces
change their state of aggreg
old gat
hooting chombers,
cot first cold, ove
hot heating chambers = haated by waite gases
Regenerative Heating
> Heating furnaces are employed to heat materials for roasting (Limestone,
magnesie, refractories, potieries etc.) or drying (foundry moulds, ore, sand
etc) and also for increasing the plasticity of metals before plastic working,
‘They are also used for heat treatment of metals to change the metal structure.
Materials processed in heating furnaces remain in the same state of
aggregation.
> Furnaces may be regenerative or recuperative according to the method the
heat of waste gases is utilised.
1.2.2 Classification based on Heat Generation:
> Furnaces are also classified according the principle of heat generation i.e.
either fuel-fired furnace where heat is generated from chemical energy of
fuel or electric furnaces where heat is generated form electric energy.
> In fuebfired furnaces heat is generated by buming fuel on the furnace
hearth. They are of two types: flame furnaces and shaft furnaces.
> In flame (reverberatory) furnaces, the material to be burnt occupies only a
small portion of the reaction chamber volume, the rest being occupied by
flames and combustion products.
> In shaft furnaces, all the space is filled with loose charge materials which
include lumpy solid fuel.
10
o
L
@eocooeoogceacce
v
v
1.23
In steelmaking furnaces (converters), the chemical energy of molten metal
is also converted into heat through combustion of impurities present in them.
‘The heat evolved is evenly distributed over the whole mass of the molten
metal.
Heat for refining the bath to produce steel is derived from the oxidation of
carbon and other elements and no external source of heat is required.
In oxygen process steelmaking furnace, initially oxygen is blown on to the
surface of a bath of molten pig iron and steel scrap.
‘Types of electric furnaces are: (a) Electric-are and plasma furnaces, single,
two or three phase furnaces (b) Induction furnaces (c) Dielectric heating
plants (d) Resistance furnaces and (4) Resistance furnaces and (e) Electron —
beam furnaces, i.e. micro-wave and infra-red
Classification based on Operating Mode:
Heat transfer from a heat carrier (flame, electric arc) to the surface of material
is mainly through thermal radiation and convection.
Heat transfer from the surface of material into the depth of material occurs
predominantly by conduction. But with heated liquids, convective heat
transfer is also possible.
Convective mode is typical of low-temperature heat-treatment and drying
furnaces. In such layer wise mode, all three kinds of heat transfer ~ radiation,
convection and conduction — are interlinked so closely that practically cannot
be separated from one another. There are three types of layer ~ dense
(Ciltering) layer, fluidised bed layer and suspended layer of the processed
material.
Modern complex thermal plants are usually composed of furnace proper
(reaction chamber, burners, electrodes or resistors) and auxiliary equipment
(ovaste gas heater, ventilator, exhauster, stack, valves, gates etc,).
Others:
* So far we have discussed the types and uses of furnaces. It is relevant
to consider kiln used for cement, lime, ceramic (Brick, tile, refractory)
and drying purposes and ovens for drying (moisture removal), curing,
baking, decorating and solvent evaporation (paint drying).
an
Hazards and Safety Precautions: a
Main hazards while working with furnaces, kilns and ovens are as under: 5
* Bums due to contact with hot surfaces }
+ Bums due to contract with hot product, fuel or electricity
+ Splashing or bubbling of molten metal.
+ Contact of cooling water with the molten metal or slag (e.g. induction furnace)and
explosion due to sudden steam generation a)
+ Fire or explosion due to leakage of fuel
* Carbon monoxide from fuel gas or products of combustion
+ Explosion due to Hydrogen
Precautions to be followed are as under: 9
* Good insulation over hot metal surfaces.
+ Protective clothing for head, face, hands and feet.
+ Respirators, safety eye glass (plain or tinted) for protection against dust, fumes, toxic $2
gases and glare. :
© Exhaust hoods and fans to draw dusts, fumes, gases ete. a°0
© Good ventilation to vent off hazardous waste generated from scrap charged alloys and
fluxes.
* Hot work permit before allowing any worker to enter any hot chamber. Ensurance of
cooting, fresh air ventilation and lighting necessary.
+ Interlocking to cut off fuel supply in case of flame failure.
© Precautions while lighting fuel or bumer to prevent flash back, fire or explosion.
+ Training and awareness programmes for workers.
* Provisions of drinking water and shielding to avoid heat disorders.
© Flameproof electric fitting with solvent drying ovens. PPE against eye and skin
invitation or respiratory disorders.
‘© Precautions against free silica, asbestos etc., while cleaning and maintaining furnaces.
Area monitoring and medical surveillance of such hazardous exposures
2
eeocoovooceooocooors.
y
wwe
vwwwey
1.3 Steel Manufacture, Hazard and Safety Measures:
Iron occurs very abundantly constituting about 4.7% of the earth's crust, It is the
fourth in abundance (first three are oxygen, silicon and aluminium) amongst all the
elements. Amongst metals, its abundance is second only to aluminium.
‘The most important jron ores are iron oxides. carhnnates and sulphides,
Three commercial varieties of iron are cast iron, wrought iron and steel. They differ in
their carbon and phosphorous content
Cast iron is the least pure form of iron containing 2.5 to 4.5% carbon with some
sulphur, phosphorous, silicon and manganese.
Wrought iron is the purest form of iron containing less than 0.5% carbon and other
impurities.
Steel comes in between cast iron and wrought iron. It contains 0.02 to 1.5% carbon
and some manganese. Hardness or steel increases with increase in carbon content
Sometimes other elements such as chromium, silicon, nickel, tungsten, vanadium and
molybdenum are added to make special steel. Main three grades of steel are as under:
> Low carbon (mild) steel ~ 0.02 to 0.3% carbon
> Medium carbon steel ~ 0.3 to 0.7% carbon
> High carbon steel — 0.7 to 1.5% carbon
‘There are many special purpose types of steel in which one or more alloying metals
are used, with or without special heat treatment.
Manufacture of Steel:
Steelmaking started in 1855 with the invention of melting process (Bessemer), open
hearth process (1864) and the electric furnace 9 1900). Thereafter the LD (Linz-
Donowitz) process by oxygen lance, made it possible to manufacture high quality
steel with low production cost.
For large scale production of steel three methods are employed:
+ The Bessemer Process
+ The Open Hearth Process
+ The Electric Furnace process
* Cementation Process
‘These methods are based on removing impurities from pig iron and then adding
calculated amounts of carbon, manganese, chromium and other elements.
B
+ Forth method, known as Cementation Process is used to manufacture steel in small
quantities. It is based on the addition of carbon to wrought iron
13.1.1 In Bessemer Process molten pig iron taken directly from the blast furnace is
run into Bessemer converter which a pear-shaped furnace is run into Bessemer
converter which a pear — shaped furnace is having holes to blow air at bottom and
mouth at top. It can be titled on horizontal axis,
As the air passes upward through the molten metal it oxidises the impurities
(manganese, silicon, carbon) present in the pig iron.
2Mn + 0,9 2MnO
Si +0,9 SiO,
2c +0,> 2c0
MnO and SiO, combine to give manganons
silicate slag
MnO + SiO, > MnSiO, slag
+ CO burns with a blue flame at the mouth of the converter.. When the whole of carbon
is oxidises, the oxidised, the blue flame dies out. The requisite amount of carbon is
then added to convert iron into steel. At the end, the converter is tilted to pour out the
molten steel.
+ If cast iron, from which steel is to be obtained, contains much phosphorous, the
converter is lined with lime (CaO) and magnesia (MgO) instead of silica, Some lime
is also added to the charge. The P is oxidised to P205 which then forms a slag of
calcium Phosphate.
+ If cast iron, from which steel is to be obtained, contains much phosphorous, the
converter is lined with lime (CaO) and magnesia (MgO) instead of silica. Some lime
is also added to the charge. The P is oxidised to P205 which then forms a slag of
calcium phosphate.
13.1.2 In Open Hearth Process, a mixture of cast iron, scrap iron, iron ore and lime
is melted in an Open Hearth furnace. The hearth is lined with silica (Si02) or calcined
dolomite (Ca0,MnO) depending on the nature of the impurities (C, Si, S, P) present in
cas
n. Heating upto about 1500 0 C is continued for 8 10 10 hours. Impurities get
oxidised and then react with lime to form slag.
SiO, + CaO > CaSiO, slag
P,O, + 3CaO -> Ca(PO,), slag
4
@@ecoqoooesocuooocoosy
+ Samples are taken from the hearth from time to lime and analysed, The carbon
content is adjusted and other metals may be added if special steel is to be made. The
finished batch of molten steel is removed by tilting the hearth.
+ Advantages of the Open Hearth Process over the Bessemer process are:
Steel obtained is of better quality.
>
> Fuel economy by regenerative system of heat economy.
v
Product composition and temperature can be well controlled,
‘Scrap and iron ore can be directly changed into steel.
vv
‘No loss due to air blast through the molten metal.
charging goor Hearth Motenment Slag
m 13.13 The Electric Are [”
) Furnace Process: This overeavee totes
process involves the setting micters
up a carbon are. Electrodes |
nye net
Y are held vertically and the
ornchenron
4 charge of cast iron, scrap iron i
and iron ore (Haematite),
uv
mixed with fixed quantity of
lime is added in between.
xs
vwuy
+ The furnace is usually lined with dolomite. Impurities (C, Si, S, P.) are oxidised.
Phosphate and other slag (being lighter remain at the top) are poured off by tilting the
furnace. Afier this a charge of coke, lime and sand is added.
CaO + FeS -> FeO + CaS slag >
FeO is reduced to metal by coke (carbon).
* As phosphorous and sulphur are almost completely removed, the steel obtained is of
good quality. High grade alloy steel can also be obtained by adding requisite alloying
metal
13.14 Cementation Process: Bars of wrought iron surrounded by carbon, are heated +4
in fire brick boxes over 1000°C for about 10 days. The carbon from the iron into steel,
Blister steel formed is melted in graphite crucibles till removal of blisters. Other
metals are added to confer hardness tenacity and resistance to corrosion. The steel
obtained is known as commentate crucible steel and used to make high grade tools
such as razors, chisels etc.
1.3.2 Hazards and Safety Measures: ae)
‘Main hazards in steel manufacture are as under: xD
+ Bums due to molten metal, its splashes while tapping, pouring, tilting, falling of ladle 35
and sparks or spatters Oy
+ Explosion in metal or slag due to water insertion and spattering of hot material over a 4
wide area oo
‘+ Explosion risk in storage, transport and use of oxygen i)
+ Accidents due to heavy transport of locomotives, wagons, bogies and rail mounted
furnace chargers.
‘+ Breakage of failure of lifting machines, tackles, ladles, ingots, overhead travelling
cranes and unsafe access.
‘* Obstructed floors, platforms and stairs with materials and implements.
* Accidents due to material handling.
* Poisoning due to Carbon monoxide in fuel gases (converter gas 68-70%, blast furnace
gas 20-30% and coke oven gas 5-10%) or its leakage from the furnace pipelines,
water-seal valves, repair work.
+ Excessive heat, heat-stroke and heat cramps (lack of salt due to excessive
perspiration) to the workers.
16
@@eooooeooocnc
+ Dust generation eg. sintering near furnaces and in ingot-making.
+ Dense fumes while using oxygen lances of its use in open hearth furnaces.
+ Risk of silicosis to men engaged in lining, relining and repairing furnaces or ladles
with refractory bricks which may contain 80% silica. Silicate content causes
pneumoconiosis.
+ Eye and ear damage due to glare, high noise of blowers and electric furnaces,
‘To protect the workers from above hazards, following safety measures are necessary:
‘+ Engineering measures like guarding and fencing of dangerous machine parts, floors,
stairs and platforms, lifting machines, tackles, transport vehicles and safe work
practices.
* Good ventilation, lighting and housekeeping.
‘+ Efficient exhaust ventilation for removal of dusts, fumes, gases etc.
é * CO detectors should be used to ensure safety. Self breathing or air line respirators
o should be wom while doing this manually. Fixed CO detectors with alarm are
desirable at crucial points.
+ Cold drinking water and salt to workers working in very hot environment.
+ Rotation of workers after short duration work in hot processes.
i * Ergonomic design of man-machine-environment relationship.
+ Pre-employment medical examination to select suitable persons for hard or hot work,
crane work ete, TB disqualifies from work with refractory materials and heart
diseases, obesity and chronic gastro-enteritis disqualify from work in hot
nN environment.
. * Periodical medical examination of workers exposed to heat stress, dust and high
noise.
a + First-aid centre with necessary medical facilities.
+ Safety organisation including safety committees, accident investigation and
discussion, safety programmes and workers’ training is essential.
# Use of personal protective equipment by workers exposed to excessive heat, noise,
dust and hot materials.
7
Vvwwuvvu vo
Hot Rolling Mill Operatior
discussed below
Rolling Mill Operations:
+ Hot or cold rolling mills cover a variety of operations with ferrous as well as non-ferrous
metals such as copper and aluminium,
+ In the rolling mill, the ingots from the soaking pits are first treated in the blooming or
scabbing mill to produce blooms, billets or slabs. ‘Then sheet and strip steels are rolled
from slab, structural steel from blooms or billets and bars and rods from blooms or billets.
In general, hot rolling is used for heavy sections and cold rolling to give desired surface
condition with only slight reduction of section, Afier rolling and cooling if necessary, the
product is cut to standard lengths and bundled for dispatch in the finishing department.
Hazards and Controls:
Harmful Gases from lead alloy rolling or cutting, gas cutters, or butt welding (ozone
effect), pit furnace and reheating furnace need effective exhaust. Lubricating oil mist,
cooling emulsions, degreasing agents for finishing operations, acids in pickling shops and
ionising radiation in gauging and examining (non-destructive testing) of metals pose
many health hazards. Medical precautions are desired,
In Hot Rolling, looping and lashing may cause bums and severing of lower limbs for
which protective posts or other safety devices are necessary. Bridges under roller
conveyors are required at crossing points. All hand tools and tongs to hold hot material
should be well designed, frequently inspected and well maintained, Ring spanners and
impact wrenches should be given to roll changing crews. Splash guards reduce the
ejection of scale and hot water. Radiant heat levels may go up to 1000 Keal/m2 in hot
rolling mills. The infrared radiation may damage upper respiratory tracts. Fans and
blowers at hot working places should be so positioned as not to cause chills, Too «
led
(less than 10°C) drinks are also not good.
18
Oo
@eeeoeoooeooocososn
vuvuv 00 0
Forging Operations:
Forging operations are also hot metal operations.
Hazards and Safety Measures in Forging Operations:
+ Forging Process is used for the plastic deformation of metals and alloys, either hot or
cold by applying the compressive forces. Hammer or impact forging exerts multiple
forces while press or roll forging exeretes single force. Hammer and drop forging are
carried out on hot metal only, while press forging is also possible on cold metal. Forging
may be carried out manually or mechanically.
+ Accidents in forge shops are generally due to hot and cold metal coming out, falls of the
top, accidental starting of the machine, crushing hazards, radiant heat, bums, high noise
ete. Forge workers may suffer chronic sheumatism, digestive disorders (enteritis),
inflammatory skin disease, respiratory trouble and hearing loss due to high noise and
vibration.
‘+ General Safety Measures are: Good plant layout, uncongested machine and process
layout, good housekeeping and ventilation, good draft to furnace and efficient exhaust of
gases, water curtains and reflective or insulating screens for protection against radiant
heat and hot air, local exhaust systems at the furnaces, cold air showers at hot work
places, noise absorbent panels and deep and ma:
foundations to suppress vibrations.
Rest rooms protected against radiant heat should be provided and equipped with air and
water showers etc. Comfortable conditions are 19 0 to 24 o C (not exceeding 27 0 C) air
temperature, 30 to 50% relative humidity and 0.5 m/s air velocity. Protective heat-
resistant armlets, gaiters, aprons, safety footwear, eye and face shield, ear muffs or plugs
to workers and their pre-employment and periodical medicals examinations and safety
training are also necessary.
Specific Safety measures in forging operations are as follows:
Raw Materials:
In the sequence of forging operations the first stage is receiving, storing and preparation
of raw materials for actual forging process.
» Receiving: Raw material, in bars of various lengths and shapes, is received by railway
wagon or automobile truck. Unloading operations should be carried out safely under the
experienced supervision. Mechanical lifting and carrying should be preferred.
19
* Storage: Adequate storage facilities should be provided with overhead crane or hoist
arrangement for safe mechanical handling. When piling is done in racks, retaining posts
separating the different types of material should be used to retain maximum Joad. The
bundles should be separated by timber of sufficient strength to prevent being crushed or
broken. Spacers should be placed between bundles to facilitate the hooking up of slings.
Handling: The handling of bar stock in storage areas creates specific hazards, which must
be prevented. Most storage areas have overhead cranes and either the electromagnet or
the sling suspension method to carry.
* Electromagnet is permissible where the storage area is isolated from general
manufacturing area or separated by walls and fences which will control exposure to plant-
personnel not assigned to the handling operation. The magnet should be energised by
reliable constant power circuit, which is separated from the crane control circuit
Controls should be equipped with a switch that can be locked in position. The
temperature of the magnet should be closely watched as its capacity drops as temperature
rises. The magnet must be lowered to rest and power to magnet must be off at all times,
when the crane operator is not at the controls.
= Shearing and Cutting: Most bar stock is reduced to forging multiples as per
requirements of forging. Some multiples are cut by metal saws. Saw tables for bar stock
ust be substantial and should be provided with rollers or slides to assist in positioning
for feed to the saw and for transferring cut multiples from the machine. Transmission
parts should be adequately guarded, The wheels and all moving parts of band saws
should be metal encased. Sliding or adjustable guards should cover the blade of circular
saw and band saw with the exception of the point of operation,
Forging Furnaces:
* Various types of furnaces are used to preheat metals before forging. The principal
furnaces used are the box, pusher, rotary and slot type.
= When lighting the oil fired furnaces, a lighting torch should be provided and placed on the
furnace hearth near the bumer opening where the mixture of oil and air will strike the
torch flame. The operator should stand clear of the furnace openings so as not be exposed
to possible flash back. With gas fired furnace, the charge and discharge doors should be
opened and the furnace purged to remove any concentration of gas. Pilots should then be
lit after which the burner may be turned on slowly, making sure that each burner is
‘operating before proceeding to the next. Furnace doors should be left open until the walls
20
OG Ow Gt Rees
,OoOoOoooOCoe
QO
2
eoeococoooode
+
5
a
wuvdu
vw
of the heating zone becomes a cherry red. If the furnace is not equipped with pilots, it
should be ignited by means of a gas torch inserted through an opening in the furnace wall
or bumer block near the burner opening. This should be done before the burner valve is
opened. Those assigned to light-up operations on either oil or gas fired furnaces should
‘wear clothing that is free from flammable greases or oils to prevent setting it on fire. He
should wear proper eye and a face protection (safety spectacle with side shades and a face
shield) and a safety hat.
Both gas and oil presents fire and explosion hazards. Whenever the odour of gas is
detected, checks should be made to locate the source. Only a gas detecting instrument or
solution of soap and water should be used. The use of any type of ignition only adds to
the hazard already present by introducing the possibility of an explosion. Should a leak
become ignited, do not attempt to extinguish the flame as the fuel becomes exhausted. In
addition to any safety valves which may be installed, all fuel lines should be equipped
with easily operated manual valves installed at the floor level. They must be readily
accessible and plainly identified. The floor area at the valve should be kept clear of stock
or other material. Due to vibration set up by the impact of forging equipment, leaks in the
fuel lines are a common occurrence in the forge shop and should be repaired as soon as
detected. . Regular inspection schedules should be set up by the maintenance staff to
located and repair fuel line leaks.
Forging furnace should be shielded as much as possible to protect employees from radiant
heat, This can be done by means of asbestos covered screens, metal shield backed by
refiactory material and stainless steel or aluminium sheets having radiant heat reflective
qualities. A water or airline installed along the bottom of the furnace opening, drilled
‘with small holes in it, will help curtain the heat. Movable plates suspended from a rod
across the furnace opening will help control radiant heat. These plates must be free to
slide along the supporting rod so that operator as he needs, may move them back and
forth at the furnace opening.
Electrical hazards around forging furnace exist due to the breakdown of wiring insulation
decause of exposure to heat and moisture. Prompt repair of defective wiring will reduce
thehazard, Electrical cables should never be permitted to lie on the floor where they may
be run by trucks, damaged by stock containers, dies or hot forging.
Fumaces should be equipped with safety disconnect switches that can be locked out when
repairs are made, Carbon monoxide detectors with alarm and other instruments which
will reveal the presence of harmful gases should be used to check out a furnace before
a
employees are permitted 10 enter. ‘The fuel lines should be disconnected or sealed to
prevent fuel running into the repair areas inside the furnace. Permit-to-work system
should be adopted. There should be main safety switch in the primary power source
ahead of fuses that can be locked out
Excess smoke from the oil fired furnaces should be exhausted by means of an exhaust-
ventilation system and furnace hood. Cooling fans are necessary equipment in the forge
plant but can be the cause of many serious accidents. The fan blades ete. should be
adequately guarded with sturdy wire mesh guards. Up right conduit extension for
clecirical cable should be provided which would keep the cable off the floor. Fire
extinguishers, suitable for oil fires, should be available for use in areas where oil is used.
Rigid housekeeping standards should be set up and followed. Oil absorbent compounds
should be used on floors to reduce fire and slipping hazards.
Cold Rolling Mills:
Cold Rolling nip guards on rolls are necessary to avoid trapping. Dangerous parts of
shearing, cropping, trimming and guillotine machines should be securely guarded. Oil
spillage on floors shouid be cleaned. Gratings, absorbent materials and non-slip boots are
necessary. Fire protection in plants containing hydraulic equipment is necessary.
Accidents due to material handling should be avoided by methods stated in Chapter-15.
Good housekeeping and good illumination are also essential. Hard hats, safety shoes,
aiters, gloves, goggles etc. should be wom.
Noise is at many places such as gearbox of rolls and straightening machines, pressure
‘water pumps, shears and saws, throwing of metal products. Planning at design stage to
segregate such noise zone is essential. Sound proof and heat radiation proof cabins for
operators and crane drivers increase safely as well as efficiency. If technical control of
noise is impossible or insufficient, ear protectors should be given to workers.
Vibration due to percussion tools and recoiling and rebounding effect of the material
introduced into the gap between the rolls may cause health hazards for which engineering
control is the only best remedy. Other measures are less effective,
22
Oo
Ceoeogeooocods
Buu Ds
2
CHAPTER-3:
AUTOMOBILE MANFACURING
Distinct segments of the automobile and transportation equipment industry produce:
* cars and light trucks
* medium and heavy trucks
+ buses
* farm and construction equipment
+ industrial trucks
+ motorcycles
‘The characteristic assembly line for the finished vehicle is supported by separate
manufacturing facilities for various parts and components. Vehicle components may be
‘manufactured within the parent enterprise or purchased from separate corporate entities.
‘The industry is a century old. Production in the North American, European and (since the
Second World War) Japanese sectors of the industry became concentrated in a few
corporations which maintained branch assembly operations in South America, Africa and
‘Asia for sales to those markets. Intemational trade in finished vehicles has increased since
the 1970s, and trade in original equipment and replacement auto parts from facilities in
the developing world is increasingly important.
Manufacture of heavy trucks, buses and farm and construction equipment are distinct
businesses from car production, although some auto producer’s manufacture for both
markets, and farm and construction equipment are also made by the same corporations,
This line of products uses large diesel engines rather than gasoline engines. Production
rates are typically slower, volumes smaller and processes less mechanized
The types of facilities, the production processes and the typical components in car
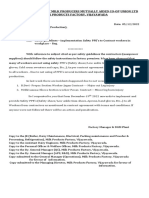
production are shown in table 1. Figure Iprovides a flow chart for the steps in automobile
production. The standard industrial classifications that are found in this industry include:
motor vehicles and car body assembly, truck and bus body assembly, motor vehicle parts
and accessories, iron and steel foundries, non-ferrous foundries, automotive stampings,
iron and steel forgings, engine electrical equipment, auto and apparel trimmings and
others. The number of people employed in the manufacture of parts exceeds that
‘employed in assembly. These processes are supported by facilities for design of the
vehicle, construction and maintenance of plant and equipment, clerical and managerial
functions and a dealer and repair function. In the United States, car dealers, service
23
stations and wholesale
manufacturing function:
auto parts facilities employ about twice as many workers as the
Table 1. Production processes for automobile production.
Facility type
Product and process
Ferrous foundry
Castings for machining into engine blocks and heads, other
components
‘Aluminium foundry and die
cast
Engine blocks and heads, transmission casings, other cast
components
Forging and heat treatment
Pre-machined pars for engines, suspensions and
transmissions
Stamping
Body panels and subassemblies
Engine
‘Machining of castings, assembly into finished product
Transmission
| Machining of castings and forgings, assembly into product
Glass
Windshields, side windows and backlights
‘Automotive parts
Machining, stamping and assembly, including brakes,
suspension parts, heating and air conditioning, pollution-
control equipment, vehicle lighting
Ogog
oO
~
Electrical and electronic
Tgnition systems, radios, motors, controllers
Hardware and hard trim
Polymer moulded exterior body panels, trim components
Soft trim
‘Seat cushions, built up seats, dashboard assemblies, interior
body panels
Vehicle assembly
Body shop, painting, chassis assembly, final assembly
Parts depots
Warehousing, parts painting and assembly, packaging and
shipping
24
eecoooooooodns
ia)
vuwe ot
Figure 1. Flow chart for automobile production.
The workforce is predominantly male. In the United States, for example, it is about 80%
male, Female employment is higher in trim and other lighter manufacturing processes. There
is limited opportunity for job transfer from hourly work to clerical work or to technical and
professional employment. Assembly line supervisors do, however, often come from the
production and maintenance units. About 20% of hourly employees are employed in the
skilled trades, although the fraction of employees in any particular facility who are in skilled
trades varies greatly, from less than 10% in assembly operations to almost 50% in stamping
operations. Because of contractions in employment levels over the decade of the 1980s, the
average age of the workforce in the late 1990s exceeds 45 years, with hiring of new workers
appearing only since 1994.
25
Major Sectors and Processes
+ Ferrous casting
Founding or metal casting involves the pouring of molten metal into a hollow inside a heat-
resistant mould, which is the outside or negative shape of the pattern of the desired metal
‘object. The mould may contain a core to determine the dimensions of any internal cavity in
the final metal object. Foundry work consists of the following basic steps:
+ making a pattern of the desired anicle from wood, metal, plastic or some other
material
+ making the mould by pouring sand and a binder around the pattern and compacting or
setting it
* removing the pattern, inserting any core and assembling the mould
+ melting and refining the metal in a furnace
+ pouring the molten metal into the mould
* cooling the metal casting
+ removing the mould and core from the metal casting by the “punch-out” process (for
small castings) and by vibrating screens (shakeout) or hydro-blasting
+ Removing extra metal (eg,, the metal in the sprue—the pathway for molten metal to
enter the mould) and burt-on sand from the finished casting (fertling) by blasting
with steel shot, hand chipping and grinding
Ferrous foundries of the production type are a characteristic auto industry process. They
are used in the automobile industry to produce engine blocks, heads and other parts.
There are two basic types of ferrous foundries: gray iron foundries and duetile iron
foundries. Gray iron foundries use scrap iron or pig iron (new ingots) to make standard
iron castings. Ductile iron foundries add magnesium, cerium or other additives (often
called ladle additives) to the ladles of molten metal before pouring to make nodular or
malleable iron castings. The different additives have little impact on workplace
exposures.
Typical automobile foundries use cupola or induction furnaces to melt the iron. A cupola
furnace is a tall vertical furnace, open at the top, with hinged doors at the bottom. It is
charged from the top with alternate layers of coke, limestone and metal; the molten metal
is removed at the bottom. An induction furnace melts the metal by passing a high electric
current through copper coils on the outside of the furnace. This induces an electric current
26
oO
vuo*o
uw
in the outer edge of the metal charge. which heats the metal due to the high electrical
resistance of the metal charge. Melting progresses from the outside of the charge to the
inside.
In ferrous foundries, moulds are traditionally made from green sand (silica sand, coal
dust, clay and organic binders), which is poured around the pattern, which is usually in
‘two parts, and then compacted. This can be done manually or mechanically on a conveyor
belt in production foundries. The pattern is then removed and the mould assembled
mechanically or manually. The mould must have a sprue,
If the metal casting is to have a hollow interior, a core must be inserted into the mould
Cores can be made from thermosetting phenol-formaldehyde resins (or similar resins)
mixed with sand which is then heated (hot box method) or from amine-cured
urethane/sand mixtures which cure at room temperature (cold box method). ‘The
resin/sand mixture is poured into a core box which has a cavity in the desired shape of the
core.
‘The products produced in gray iron castings are typically of a large size, such as engine
blocks. The physical size inereases the physical hazards on the job and also presents more
difficult dust control problems
ATMOSPHERIC CONTAMINANTS IN FOUNDRY PROCESSES
+ Silica-containing dusts. Silica-containing dusts are found in finishing, in shakeout
knockout, in moulding, in core making and in sand system and melt department
maintenance activities. Air sampling studies during the 1970s typically found several
fold overexposures to silica, with the highest levels in finishing. Exposures were
higher in mechanized production foundries than job shops. Improved control
measures including enclosure and exhaust of sand systems and shakeout,
mechanization and periodic industrial hygiene measurements have reduced levels.
Standard ventilation designs are available for most foundry operations. Exposures
above current limits persist in finishing operations due to inadequate sand removal
after shakeout and silica burn-in on casting surfaces.
* Carbon monoxide. Acutely dangerous carbon monoxide levels are encountered during
cupola furnace maintenance and during upsets in process ventilation in the melt
department. Excessive levels can also be encountered in cooling tunnels. Carbon
monoxide exposures have also been associated with cupola melting and with the
a)
combustion of carbon material in green sand moulds. Exposure to sulphur dioxide of
unknown origin can also oceur, perhaps from sulphur contaminants in the mould.
Metal fumes. Metal fumes are found in meiting and pouring operations. itis necessary
to use compensating hoods over pouring stations in order to exhaust both metal fumes. }
and combustion gases. Excessive exposures to lead fumes are occasionally
encountered in iron foundries and are pervasive in brass foundries; lead fumes in gray
iron a
ise from lead contamination of the scrap iron starting materials. >
Other chemical and physical hazards. Formaldehyde, amine vapours and isocyanate >
pyrolysis products can be found in core making and core bum-off products. High-
production core making is characteristic of the auto industry. Hot box phenol- ‘
formaldehyde core making replaced oil-sand cores in the mid-1960s and brought )
substantial formaldehyde exposures, which, in tum, increased the risks of respiratory 5
invitation, lung function abnormalities and lung cancer. Protection requires local
exhaust ventilation (LEV) at the core machine, core check stations and conveyor and 3
low emission resins. When the phenol-formaldehyde coremaking has been replaced ay
by cold box amine-cured polyurethane systems, effective maintenance of seals at the 3
core box, and LEV where the cores are stored prior to insertion in the mould, are ig
oO
needed to protect employees against ocular effects of amine vapours.
Workers who are employed in these areas should undergo pre-placement and periodic
Oo
medical examinations, including a chest x ray reviewed by an expert reader, a lung
function test and a symptoms questionnaire, which are essential to detect early signs
of pneumoconiosis, chronic bronchitis and emphysema. Periodic audiograms are
O00 0
needed, as hearing protection is often ineffective.
High levels of noise and vibration are encountered in processes such as furnace
loading, mechanical de-coring, stripping and knockout of castings and fettling with
pneumatic tools.
Foundry processes are heat intensive. The radiant heat load in melting, pouring,
shakeout, core knockout and sprue removal requires special protective measures.
Some of these measures include increased relief time (time away from the job), which
is a common practice. Still extra relief during hot, summer months is also commonly
protection in order to prevent the formation of cataracts. Climatized break areas near
the work area improve the protective value of heat relief.
9°
9
3
9
3
provided. Workers should be outfitted with heat-protective clothing and eye and face 9
3
3
28 e
°
90D oo oa
oO
Aluminium casting
Aluminium casting (foundry and die-casting) is used to produce cylinder heads,
transmission cases, engine blocks and other automotive parts. These facilities
typically east the products in permanent moulds, with and without sand cores,
although the lost foam process has been introduced. In the lost foam process, the
polystyrene foam pattern is not removed from the mould bu
vaporized by the
molten metal. Die casting involves the forcing of molten metal under pressure into
metal moulds or dies. It is used to make large numbers of small, precise parts. Die-
casting is followed by trim removal on a forge press and some finishing activities.
Aluminium may be melted onsite or it can be delivered in molten form,
Hazards can arise because of significant pyrolysis of the core. Silica exposures may
be found in permanent mould foundries where large cores are present. Local exhaust
‘on shakeout is needed to prevent hazardous levels of exposure.
Other non-ferrous casting
Other non-ferrous die casting and electroplating processes are used to produce the
trim on automotive products, the hardware and the bumpers. Electroplating is a
process in which a metal is deposited onto another metal by an electrochemical
process.
Bright metal trim traditionally was die-cast zinc, successively plated with copper,
nickel and chrome, and then finished by polishing. Carburettor and fuel-injector parts
are also die cast. Manual extraction of parts from die-casting machines is increasingly
being replaced by mechanical extraction, and bright metal parts are being replaced by
painted metal parts and plastic. Bumpers had been produced by pressing steel,
followed by plating, but these methods are increasingly being replaced by the use of
polymer parts in passenger vehicles.
Electroplating with chrome, nickel, cadmium, copper and so on is normally carried
out in separate workshops and involves exposure to, inhalation of or contact with
vapours from the acid plating baths. An increased incidence of cancer has been
associated with both chromic acid and sulphuric acid mists. These mists are also
extremely corrosive to the skin and respiratory tract. Electroplating baths should be
labelled as to contents and should be fitted with special push-pull local exhaust
systems. Anti-foaming surface tension agents should be added to the liquid in order to
29
minimize mist formation. Workers should wear eye and face protection, hand and arm
protection and aprons. Workers need periodic health checks as well.
Inserting and removing components from open-surface tanks are very hazardous
operations which are increasingly becoming more mechanized. The buffing and
polishing of plated components on felt belts or dises is strenuous and entails exposure
to cotton, hemp and flax dust. This hazard can be minimized by providing a fixture or
by mechanizing with transfer-type polishing machines.
FORGING AND HEAT TREATMENT.
Hot forging and cold forging followed by heat treatment are used to produce engine,
transmission and suspension parts and other components.
Historically, automotive forging involved heating iron billets (bars) in individual oil-
fired furnaces set close to individually operated steam hammer forges. In these drop
hammer forges, the heated iron is placed in the bottom half of a metal die; the top half
of the die is attached to the drop hammer. The iron is formed into the desired size and
shape by multiple impacts of the dropping hammer. Today, such processes are
replaced by induction heating of billets, which are worked in forging presses, which
use pressure instead of impact to form the metal part, and drop hammer forges
(upsetters) or by cold forging followed by heat treatment.
The forging process is extremely noisy. Noise exposure can be abated by replacing oil
furnaces with induction heating devices, and the steam hammers with forging presses
and upsetters. The process is also smoky. Oil smoke can be reduced by modemizing
the furnace.
Forging and heat treatment are heat-intensive operations. Spot cooling using make-up
air that circulates over workers in process areas is needed to reduce heat stress.
MACHINING
High production machining of engine blocks, crankshafis, transmissions and other
components is characteristic of the auto industry. Machining processes are found
within various parts manufacturing facilities and are the dominant process in engine,
transmission and bearing production. Components such as camshafts, gears,
differential pinions and brake drums are produced in machining operations. One-
person machining stations are increasingly replaced by multiple station machines,
30
a
3
9
oF
e©o00000000
ae
Oo
v
wou
w
machining cells and transfer lines which may be up to 200 metres in length, Soluble
oils and synthetic and semi-synthetic coolants increasingly predominate over straight
oils.
Foreign body injuries are common in machining operations; increased mechanical
material handling and personal protective equipment are key preventive measures.
Increased automation, particularly long transfer lines, increases the risk of severe
acute vauma; improved machine guarding and energy lockout are preventive
programmes.
The highest Jevel of control measures for coolant mist includes full enclosure of
machining stations and fluid circulation systems, local exhaust directed outside or
recirculated only through a high-efficiency filter, coolant system controls to reduce
mist generation and coolant maintenance to control micro-organisms. Addition of
nitrite to amine-containing fluids must be prohibited due to risk of nitrosamine
production. Oils with substantial polynuclear aromatic hydrocarbon (PAH) content
must not be used.
In case-hardening, tempering, nitrate salt baths and other metal heat-treatment
processes using furnaces and controlled atmospheres, the microclimate may be
oppressive and various airborne toxic substances encountered (¢.g., carbon monoxide,
carbon dioxide, eyanides).
Machine attendants and workers handling swarf and centrifuging cutting oil prior to
filtration and regeneration are exposed to the risk of dermatitis. Exposed workers
should be provided with oil-resistant aprons and encouraged to wash thoroughly at the
end of each shift.
Grinding and tool sharpening may present a danger of hard metal disease (interstitial
lung disease) unless cobalt exposure is measured and controlled. Grinding wheels
should be fitted with sereens, and eye and face protection and respiratory protective
‘equipment should be worn by grinders.
Machined parts are typically assembled into a finished component, with attendant
ergonomic risks. In engine facilites engine testing and running-in must be carried out
af test stations fitted with equipment for removing exhaust gases (carbon monoxide,
carbon dioxide, unburned hydrocarbons, aldehydes, nitrogen oxides) and with noise-
control facilities (booths with sound-absorbent walls, insulated bedplates). Noise
levels may be as high as 100 to 105 dB with peaks at 600 to 800 Hz.
31
STAMPING
+ Pressing of sheet metal (steel) into body panels and other components, often
combined with subassembly by welding, is done in large facilities with large and
small mechanical power presses. Individual load and unload press
successively replaced by mechai
S were
‘al extraction devices and now shuttle transfer
mechanisms which can load as well, yielding fully automated press lines. Fabrication
of subassemblies such as hoods and doors is accomplished with resistance welding
presses and is increasingly performed in cells with robot transfer of parts.
‘The main process is the pressing of steel sheet, strip and light sections on mechanical
power presses ranging in capacity from roughly 20 to 2,000 tonnes.
Modem press safety requires effective machinery guarding, prohibition of hands in
dies, safety controls including anti-tie down two-hand controls, part revolution
clutches and brake monitors, automatic feed and ejection systems, collection of press
scrap and the use of personal protective equipment such as aprons, foot and leg
protection and hand and arm protection. Outmoded and hazardous full-revol
clutch machines and pull-back devices must be eli
minated. Handling rolled steel with
cranes and loading of decoilers prior to blanking at the head of a press lines poses a
severe safety hazard,
Press operators are exposed to substantial mist Jevels from drawing compounds which
are similar in composition to machining fluids such as soluble oils. Welding furnes are
present in fabrication. Noise exposures are high in stamping. Control measures for
noise include mufflers on air valves, lining metal chutes with vibration-damping
equipment, quieting parts carts, and isolation of presses; the point of operation of the
press is not the main site of noise generation.
Following pressing, the pieces are assembled into sub-groups such as hoods and doors
using resistance welding presses. Chemical hazards include welding fumes from
primarily resistance welding and pyrolysis products of surface coatings, including
drawing compound and sealers.
PLASTIC BODY PANELS AND TRIM COMPONENTS
Metal trim parts such as.chrome strips are being increasingly replaced by polymer
materials. Hard body parts may be made from fibrous glass-reinforced polyester
polystyrene systems, acrylonitrile-butadiene-styrene (ABS) thermosetting systems or
32
G
eoeoooo0oo0odsd
Ooooeo
To
polyethylene. Polyurethane systems may be high density for body parts, such as nose
cones, or low-density foam for seats and interior padding.
+ Polyurethane foam moulding presents severe respiratory sensitization problems from
inhalation of di-isocyanate monomer and possibly catalysts. Complaints persist in
operations which are in compliance with limits for toluene di-isocyanate (TDI)
Methylene chloride exposures from gun flushing can be substantial. Pouring stations
need enclosure and LEV; spills of isocyanate should be minimized by safety devices
and cleaned promptly by trained crews. Fires in curing ovens are also a problem in
these facilities. Seat manufacture has severe ergonomic stresses, which can be
reduced by fixtures, especially for stretching upholstery over cushions.
‘+ Styrene exposure from fibrous glass lay-up should be controlled by enclosing storage
of mats and local exhaust. Dusts from grinding cured parts contain fibrous glass and
should also be controlled by ventilation.
5 VEHICLE ASSEMBLY
lly takes place on a
with
+ Assembly of components into the finished vehicle ty
mechanized conveyor involving upwards of a thousand employees per shift,
. additional support personnel. The largest segment of employees in the industry are in
this process type.
+ A vehicle assembly plant is divided into distinct units: the body shop, which can
include subassembly activities also found in a stamping; paint; chassis assembly;
cushion room (which can be outsourced); and final assembly. Paint processes have
4
evolved toward lower-solvent, more reactive formulations in recent years, with
a increasing use of robot and mechanical application. The body shop has become
p increasingly automated with reduced are welding and replacement of hand-operated
spot-welding guns with robots.
+ Light truck assembly (vans, pickups, sport utility vehicles) is similar in process to car
assembly. Heavy truck, farm and construction equipment manufacture involves less
mechanization and automation, longer cycle jobs, heavier physical labour, more arc
welding and different paint systems.
‘© The body shop of an assembly plant assembles the shell of the vehicle. Resistance
welding machines may be transfer type, robotic or individually operated. Suspended
spot welding machines are heavy and cumbersome to manipulate even when fitted
2
>
>
>
)
33,
with a counterbalance system. Transfer machines and robots have eliminated many
manual jobs and removed workers from close, direct exposure to hot metal, sparks
and combustion products of the mineral oil which contaminates the sheet metal.
However, increased automation carries increased risk of severe injury to maintenance
workers; energy lockout programmes and more elaborate and automatic machine
guarding systems, including presence-sensing devices, are needed in automated body
shops. Arc welding is employed to a limited degree. During this work. employees are
exposed to intense visible and ultraviolet radiation and risk inhalation of combustion
gases. LEV, protective screens and panitions, welding visors or goggles, gloves and
aprons are needed for arc welders.
The body shop has the greatest laceration and foreign body injury hazards.
In past years assembly techniques and body panel defect retouching processes
nailed soldering with lead and tin alloys (also containing traces of antimony).
Soldering and especially the grinding away of excess solder produced a severe risk of
lead poisoning, including fatal cases when the process was introduced in the 1930s,
Protective measures included an isolated solder grind booth, respirators supplying
positive-pressure air for solder grinders, hygiene facilities and lead-in-blood
monitoring. Nevertheless, increased body burdens of lead and occasional cases of lead
poisoning ainong workers and families persisted into the 1970s. Lead body solder has
been eliminated in US passenger vehicles. In addition, noise levels in these processes
may range up to 95 to 98 dB, with peaks at 600 to 800 Hz.
Automobile bodies from the body shop enter the paint shop on a conveyor where they
are degreased, often by the manual application of solvents, cleaned in a closed tunnel
(bonderite) and undercoated. The undercoat is then rubbed down by hand with an
oscillating tool using wet abrasive paper, and the final layers of paint are applied and
then cured in an oven. In paint shops, workers may inhale toluene, xylene, methylene
chloride, mineral spirits, naphtha, butyl and amyl acetate and methyl alcohol vapours
from body, booth and paint gun cleaning. Spray painting is carried on in downdraft
booths with a continuously filtered air supply. Solvent vapour at painting stations is
typically well controlled by down-draft ventilation, which is needed for product
quality. Inhalation of paint particulate was formerly less well controlled, and some
paints in the past contained salts of chromium and lead. In a well controlled booth, the
workers should not have to wear respiratory protective equipment to achieve
34
oO
oS
wuDd
Uwe
compliance with exposure limits. Many voluntarily wear respirators for overspray
Recently introduced two-component polyurethane paints should be sprayed only
when air-supplied helmets are used with suitable booth re-entry times. Environmental
regulations have spurred the development of high-solids paints with lower solvent
content. Newer resin systems may generate substantial formaldehyde exposure, and
powdered paints now being introduced are epoxy formulations which may be
sensitizers. Recirculation of paint booth and oven exhaust from roof ventilating units
into work areas outside the booth is a common complaint; this problem can be
prevented by exhaust stacks of sufficient height,
In the production of commercial vehicles (lorries (trucks), trams, trolley buses) and
farm and construction equipment, manual spray painting is still widely employed due
to the large surfaces to be covered and the need for frequent retouching. Lead and
chromate paints may still be employed in these operations.
The painted body work is dried in hot air and infra-red ovens fitted with exhaust
ventilation and then moves on to join the mechanical components in the final
assembly shop, where the body, engine and transmission are joined together and the
upholstery and intemal trim are fitted. It is here that conveyor belt work is to be seen
in its most highly developed version. Each worker carries out a series of tasks on each
vehicle with cycle times of about 1 minute. The conveyor system transports the bodies
gradually along the assembly line. These processes demand constant vigilance and
may be highly monotonous and act as stressors on certain subjects. Although
normally not imposing excessive metabolic lead, these processes virtually all involve
moderate to severe risk factors for musculoskeletal disorders.
The postures or movements the worker is obliged to adopt, such as when installing
‘components inside the vehicle or working under the body (with hands and forearms
above head level) are the most readily abated hazards, although force and repetition
must also be reduced to abate risk factors. After final assembly the vehicle is tested,
finished and dispatched. Inspection can be limited to roller tests on a roller bed (where
ventilation of exhaust fumes is important) or can include track trials on different types
of surface, water and dust tightness trials and road trials outside the factory.
35
P;
arts depots
‘+ Parts depots are integral to distributing the finished product and supplying repair
parts. Workers in these high-production warehouses use order pickers to retrieve parts
from elevated locations, with automated parts-delivery systems in three-shifi
operations. Manual handling of packaged parts is common. Painting and other
production processes may be found in parts depots.
Testing of prototypes
+ Testing of automobile prototypes is specialized to the industry. Test drivers are
exposed to a variety of physiological stresses, such as violent acceleration and
deceleration, jolting and vibration, carbon monoxide and exhaust fumes, noise, work
spells of prolonged duration and different ambient and climatic conditions. Endurance
drivers endure special stresses. Fatal vehicle accidents occur in this occupation.
Assembly of heavy trucks and farm and construction equipment
# The processes in these industry sectors are essentially the same as in the assembly of
cars and light trucks. Contrasts include: slower pace of production, including non-
assembly-line operations; more arc welding; riveting of truck cabs; movement of
‘components by crane; use of chromate-containing pigments; and diesel on drive-off at
the end of the assembly line. These sectors include more producers relative to volume
and are Jess vertically integrated.
Manufacture of Jocomotives and rail cars
Distinct segments of railroad equipment manufacture include locomotives, passenger
cars, freight cars and electric self-propelled passenger cars. Compared to car and truck
manufacture, assembly processes involve longer eycles; there is more reliance on
cranes for material handling; and arc welding is mére heavily used. The large size of
the products makes engineering control of spray paint operations difficult and creates
situations where workers are completely enclosed in the product while welding and
spray painting.
36
eooovoeo000g0
a
ow vo
wy
Health Problems and Disease Patterns
+ Production processes are not unique to the auto industry, but often the scale of
production and the high degree of integration and automation combine to present
special hazards to employees. Hazards to employees in this complex industry must be
arrayed in three dimensions: process type, job classification group and adverse
outcome.
Adverse outcomes with distinet cause and prevention methods can be distinguished
as: fotal and severe acute injuries: injuries generally; repeated trauma disorders; short-
onset chemical effects; occupational disease from long-term chemical exposure;
service sector hazards (including infectious disease and client- or customer-initiated
violence); and work environment hazards such as psychosocial stress.
Job classification groups in the automobile industry can usefully be divided by
divergent hazard spectra: skilled trades (maintenance, service, fabrication and
installation of production equipment); mechanical material handling (powered
industrial truck and crane operators); production service (including non-skilled
maintenance end cleaners); fixed production (the largest grouping, including
assemblers and machine operators); clerical and technical; and executive and
managerial.
Health and safety outcomes common to all processes
According to the US Bureau of Labor Statistics, the auto industry has one of the
highest injury rates overall, with 1 in 3 employees hurt each year, I in 10 seriously
enough to lose time from work. Lifetime risk of occupational fatality from acute
traumatic injury is 1 in 2,000, Certain hazards are generally characteristic of
occupational groupings throughout the industry. Other hazards, particularly
chemicals, are characteristic of specific production processes.
Skilled trades and mechanical material-handling occupations are at high risk for fatal
and severe acute traumatic injuries. The skilled trades are Jess than 20% of the
workforce, yet suffer 46% of fatal occupational injuries. Mechanical material-
handling occupations suffer 18% of fatalities. The skilled-trades fatalities largely
occur during maintenance and service activities, with uncontrolled energy as the
leading cause. Preventive measures include energy lockout programmes, machine
7
guarding, fali prevention and industrial truck and crane safety, all based on direct
job safety analysis.
+ By contrast, fixed production occupations suffer higher rates of injuries generally and
repeated trauma disorders, but are at reduced risk to fatal injury. Musculoskeletal
injuries, including repeated trauma disorders and closely related strains and sprains
caused by overexertion or repetitive motion are 63% of disabling injuries in assembly
facilities and about half the injuries in other process types. The chief preventive
measures are ergonomics programmes based on risk factor analysis and structured
reduction in force, frequency and postural stresses of high-risk jobs.
+ Production service occupations and skilled trades face the majority of acute and high-
level chemical hazards, Typically these exposures occur during routine cleaning,
response to spills and process upsets and in confined space entry during maintenance
and service activities. Solvent exposures are prominent among these hazardous
situations. The long-term health consequences of these intermittent high exposures are
not known. High exposures to carcinogenic coal tar pitch volatiles are experienced by
employees tarring wood block floors in many facilities or torching floor bolts in
stamping plants. Excess mortality from lung cancer has been observed in such groups.
Preventive measures focus on confined space entry and hazardous waste and
emergency response programmes, although long-term prevention depends on process
change to eliminate exposure.
+ Effects of chronic exposure to chemicals and some physical agents are most evident
among fixed production workers, principally because these groups can more feasibly
be studied. Virtually all the process-specific adverse effects described above arise
from exposures in compliance with existing occupational exposure limits, so
protection will depend on reduction of allowable limits. In the near term, best
practices including well designed and maintained exhaust systems serve to reduce
exposures and risks.
Noise-induced hearing loss is pervasive in all segments of the industry.
All sectors of the workforce are subject to psychosocial stress, although these are
more apparent in the clerical, technical, admi
strative support, managerial and
professional occupations because of their generally Jess
jense exposure to other
hazards. Nevertheless, job stress is likely more intense among production and
38
eoooceLu
maintenance employees, and stress effects are likely greater. No effective means of
reducing stresses from night work and rotating shift work have been implemented,
although shift preference agreements allow for some self selection, and shift
premiums compensate those employees assigned to off shifts. Acceptance of rotating
shifis by the workforce is historical and cultural. Skilled trades and maintenance
employees work substantially more overtime and during holidays, vacations and
shutdowns, compared to production employees. Typical work schedules include two.
production shifts and a shorter maintenance shift; this provides flexibility for overtime
in periods of increased production,
The discussion which follows groups chemical and some specific physical hazards by
production type and addresses injury and ergonomic hazards by job classification.
Foundries
Foundries stand out among auto industry processes with a higher fatality rate. arising
fom molten metal spills and explosions, cupola maintenance, including bottom drop,
and carbon monoxide hazards during relining. Foundries report a higher fraction of
foreign body, contusion and burn injuries and a lower fraction of musculoskeletal
disorders than other facilities. Foundries also have the highest noise exposure levels,
(Andjelkovich et al. 1990; Andjelkovich et al. 1995; Koskela 1994; Koskela et al
1976; Silverstein et al. 1986; Virtamo and Tossavainen 1976).
A recent review of mortality studies including the American auto industry showed
that foundry workers experienced increased rates of deaths from hung cancer in 14 of
15 studies (Egan-Baum, Miller and Waxweiller 1981; Mirer et al. 1985), Because
high Iung cancer rates are found among cleaning room workers where the primary
exposure is silica, it is likely that mixed silica-containing dust exposure is a major
‘cause (IARC 1987, 1996), although polynuclear aromatic hydrocarbon exposures are
also found, Increased mortality from non-malignant respiratory disease was found in 8
of 11 studies. Silicosis deaths were recorded as well. Clinical studies find x-ray
changes characteristic of pneumoconiosis, lung function deficits characteristic of
obstruction and increased respiratory symptoms in modern production foundries with
the highest levels of controls, These effects arose from exposure conditions which
prevailed from the 1960s onward and strongly indicate that health risks persist under
current conditions as well.
39
+ Asbestos effects are found on x ray among foundry workers; victims inch
production as well as maintenance workers with identifiable asbestos exposures.
Machining operations
+ A recent review of mortality studies among workers in machining operations found
apparent exposure-related increased stomach, oesophageal, rectal, pancreatic and
laryngeal cancer in multiple studies (Silverstein et al, 1988; Eisen et al. 1992). Known
carcinogenic agents historically present in coolants include polynuclear aromatic
compounds, nitrosamines, chlorinated paraffins and formaldehyde. Present
formulations contain reduced amounts of these agents, and exposures to coolant
particulate are reduced, but cancer risk may still occur with present exposures.
Clinical studies have documented occupational asthma, increased respiratory
symptoms, cross-shift lung function drop and, in one case, legionnaire’s disease
associated with coolant mist exposure (DeCoufle 1978; Vena et al. 1985; Mallin,
Berkeley and Young 1986; Park et al. 1988; Delzell et al. 1993). Respiratory effects
are more prominent with synthetics and soluble oils, which contain chemical irritants
as petroleum sulphonates, tall oils, ethanolamines, formaldehyde and
formaldehyde donor biocides, as well as bacterial products such as endotoxin. Skin
disorders are still common among machining workers, with greater problems reported
for those exposed to synthetic fluids.
Pressed metal operations
The characteristic injury hazards in mechanical power presswork are crushing and
amputation injuries, especially of the hands, due to trapping in the press, and hand,
foot and leg injuries, caused by scrap metal from the press.
Pressed metal facilities have twice the proportion of laceration injuries of auto
industry facilities generally. Such operations have a higher proportion of skilled
workers than typical for the industry, especially if die construction is pursued onsite,
Die change is an especially hazardous activity.
Mortality studies in the metal-stamping industry are li
ited. One such study found
increased mortality from stomach cancer; another found increased mortality from lung
cancer among maintenance welders and millwrights exposed to coal tar pitch
volatiles.
40
owvovue»v7 229/39
Hardware and electroplating
+ A mortality study of employees at an automotive hardware plant found excess
mortality from lung cancer among workers in departments which integrated zine die~
cast and electroplating. Chromic and sulphuric acid mist or die-cast smoke were likely
causes
Vehicle assembly
‘Injury rates, including cumulative trauma disorders (CTDs), are now the highest in
assembly of all processes in the auto sector, due largely to the high rate of
musculoskeletal disorders from repetitive work or overexertion. Musculoskeletal
disorders account for more than 60% of disabling injuries in this sector.
Several mortality studies in assembly plants observed increased deaths from lung
cancer. No specific process within the assembly sector has been shown responsible, so
this issue remains under investigation.
Testing of prototypes
+ Fatal vehicle accidents eccur in this occupation.
Design work
The design staffs of auto companies have been the subject of health and safety
concern. Prototype dies are made by first constructing the pattern of wood, using
extremely hard wood, laminates and particleboard. Plastic models are made by fibrous
glass lay-up with polyester-polystyrene resins. Metal models are essentially dies
constructed by precision machining. Wood, plastic and metal model and pattern
makers have been shown to suffer excess incidence and mortality from colon and
rectal cancer jn repeated studies. A specific agent has not been identified.
Environmental and Public Health Issues
‘* Environmental regulation aimed at stationary sources in the auto industry principally
addresses volatile organic compounds from spray painting and other surface coatings.
Pressure to reduce solvent content of paints has actually changed the nature of the
coatings used. These rules affect supplier and parts plants as well as vehicle assembly.
a
Foundries are regulated for air emissions of particulates and sulphur dioxide, while
spent sand is treated as hazardous waste.
Vehicle emissions and vehicle safety are critical public health and safety issues
regulated outside the occupational arena,
Safety measures include:
1. Noise and vibration control.
2. Dust, fumes and gas emission control by exhaust ventilation.
3. High temperature control near furnaces by insulating material or heat reflective surfaces
to heat source.
4, Heat protective clot
1g, eye and face protection,
5. Mechanical lifting.
6. Guarding of drilling, reaming, grinding, milling machines, power presses, conveyor belt
etc
7. Machine tools with splash guards,
8. Barrier creams and oil-resistant aprons.
9. Welding and soldering precautions.
10. Electroplating baths with special lip ventilation and anti foaming surface tension agents.
11. Solvent and spray controls with special booths in painting shop. Paint dipping and
electrostatic or electrophoretic painting requiring worker outside are more safe
12, Dryers with exhaust ventilation,
13. Controls for chemicals which are toxic, flammable and explosive.
14. Electrical safety.
15. Precautions against silicosis, solvent poisoning, lead poisoning, skin diseases, X-rays for
non-destructive testing etc.
IS: Safety Code for industrial trucks 6305 (Part 1 & 2), life jackets 6685, protective helmets
4151, stability testing of forklift trucks 4357, 5752, 5753, conveyor safety 7155 (Part 1 to 7),
glossary of terms 7862, smoke emission for diesel vehicles 8118, CO emission limits 057,
braking system 11852 (Part 1 to 7), driver safety 11939, life saving equipment 10548, speed
Yimiters 10144, automobile accessories 825, 8098, control cables 5836, electric equipment
9175, light-reversing 9961, stop, tail & tum signal lights 10256, wiring cable terminations
8395, Automotive vehicles — accelerator control, safety requirements 14283, air brake system
11852, 12831, 12821, electronic flashers 13135, pneumatic tyres 10914, rear view mirrors
14210, registration plate 14224, side doors safety requirements 12009, terms & definitions
13111, windows for buses, safety requirement 13944,
512 9
vwwvuuD
ww U
CHAPTER-4: CONSTRUCTION INDUSTRY
BASIC PHILOSOPHY
Construction industry is not only an oldest industry but also the largest one in many parts of
the world. It started with the basic human need shelter, home or dwelling house’ and is ever
expanding with the growing population and their growing needs of residential and
commercial buildings, shops, offices, factories, roads, bridges, dams, railway
YS, power
transmission lines, roads, bridges, dams, railways, power transmission lines, communication
lines, towers, columns, chimneys, silos, oil and gas installations, air fields, hoists, lifts , many
types of underground, under water and above ground works and works of excavation,
foundation, construction, alteration, renovation, repair, maintenance, demolition, dismantling,
erection, fabrication etc.
Afier agriculture, construction seems to be the second largest economic activity. If mining
and quarrying are considered as a part of or inclusive of construction industry, it becomes the
largest of all industrial activities.
As per rough estimate about 2 lakh firms and more than 200 lakhs workers work in
construction industry in India. Thus mostly itis labour oriented and unorganised. Workers are
mobile, mostly illiterate and work on contract basis. They work under sun and rain, cold and
wind and dust and sand, Their working conditions are mostly unsafe, hazardous and
unhygienic, Their workload is heavy and demands heavy muscular work. Their work and
workplaces are not of permanent nature and therefore not governed by any Jaw like the
Factories Act. The building and other construction workers act 1996 and the Rules 1998 have
been passed and implemented in 2006. The overall working conditions of majority of
construction workers are, therefore miserable.
Basie philosophy to improve their working conditions is the safely philosophy. It should be
realised that construction is inherently hazardous industry, contract based industry, demands
heavy work load, contributes high frequency and severity of accidents, less protected by law,
movable and needs continuous efforts to maintain safety at all levels It may not be possible to
‘completely eliminate the hazards, but it is certainly possible 10 minimize them by enforcing
certain safety precautions. The working and service conditions of the workers need to be
improved. Peculiarity of accidents is well known.
43,
Falling trom height, struck by falling body including landslide, material and equipment,
s
ing, against object, falling on the flat or into pit, sump, gutter ete., occupational diseases
of lung, skin, locomotors and nervous system, electrical and pneumatic tools, unguarded
machinery, heavy vehicles and working without safety equipment are the major causes of
accidents. Mechanisation can eliminate some manual work hazards. Work permit system,
prompt supervision and first-aid, use of personal protective equipment and proper tools,
training and education and project safety committee are some of the rems
measures,
Safety philosophy for construction work should be based on the following points
1. Safety policy statement and strict adherence to it
2. Safety cannot be delegated. It is a line function
3. Safety is everybody’s responsibility
4, Itis an integral part ofall project activities
5. Good planning and advice, and discussion with contractor and subcontractors are
essential at design or initial stage
6. Safety ensures success with satisfaction
7. Work permit system is desired for all hazardous works
8. All construction accidents should be recorded, reported and investigated for the
purpose of safety and costing
9, Standards, Codes and Statutory provisions must be followed. Safety manuals should
be prepared for contractors, workers and supervisors, and
10. Education, training and supervision for safe work methods and use of safe tools and
‘equipment play an important role
PARAMETERS OF SAFETY IN CONSTRUCTION
HAZARDS AT CONSTRUCTION:
1, Fall of Persons
+ Fall from height, fall through opening, collapse of scaffold, structure failure,
tripping.
Fall from height may be due to non-use or failure of safety belt, lack of proper
access, non-use of proper ladder ete
Fall through opening may be due to unguarded opening or poor guarding
a4
* Collapse of scaffold may be due to its improper design, no toe boar, no
means of access. Minimum dimensions are: Board with 6”, thickness 1” and
‘guard rail height 30 to 36”. Tripping may be due to loose object/cables ete
Fire: Due to welding, gas cutting, smoking, gas cylinders, scattered wooden
material/rubbish, paints/thinners, temporary shed ete
Electrocution: Electric shock, burns, damaged cable, no earthing, no ELCB, no use of
3 pin plug/socket, work by non-qualified electrician ete
4, Material Handling: No training, excessive weight lifting, improper or failure or lifting
- tackles, slings ete
5. Transport Accidents: Untrained drives, not obeying traffic rules, reversing without
signalling, over-speed, speed-breakers, poor brakes, poor lighting ete
6. PPE : Not using helmet, safety shoes, hand gloves, safety belt, respirators
A 7. Others: Noise, vibration, dust, gas, fumes, cave in, night work, overtime, intoxication
ete.
= This suggest the direction of accident in prevention work in construction Industry
pe SITE PLANNING AND LAYOUT:
n * In construction activities, scope of site selection is less though not zero. Mines are at
fixed places and cannot be shified. Builders or organizers generally purchase the site
ev
where land is available at low price and where contractors and workers have to work.
Qn In a fixed factory premises, construction is to be carried out in a limited space. In
i dense population, construction of high rise (multi-storied) building needs working at
height. Gutters and underground piping have fixed tracks available. Underwater
On work has fixed destinations and long pipelines are passed through the shortest
a possible distance for economic reasons. Therefore in a limited scope of site selection,
- planning and layout becomes most essential on the available site.
: + First, plan for the whole and then for the detail. Plan site layout, plot layout and
p
equipment layout as per requirement. Alternate layouts should be prepared for
selecting the best one. Process flow diagram and stages or sequence of work should
be decided, Each wosk should be subdivided in steps accounting for safety
precautions and responsibilities. Facilities for water, fire fighting, first-aid, tools and
equipment availability, roads, vehicle movement, parking, smoking booths, sanitary
a
blocks, créche, canteen, control room, safe entry, exit and escape route etc. should be
4s
wo Uv
properly planned. Topography, geology, weather, environment, separation distances,
service corridors, overhead work (pipe bridges, tanks, slabs etc.), segregation ete,
should also be considered. Special precautions should be encountered for working at
heights or depths.
Planning, layout and designing of steel structure, tall towers, metal tanks, vessels,
reactors, utilities, piping ete. need Hazop, hazard identification, risk and reliability
assessment, strength and stability criteria, inventory reduction, process safety, fail-
safe design, emergency shut-down procedure and emergency planning.
© Appoi
ment of safety and health personnel, trained supervisors and requirement of
adequate first-aid and fire fighting facilities and personal protective equipment should
be considered at the stage of planning and budgeting for safety at work,
SAFE ACCESS:
+ For the safety of workplaces and avoiding risk of injury to workers, safe means of
access to and egress from all workplaces should be provided, maintained and
indicated where necessary.
Section 22 of the Factories Act requires that all floors, steps, stairs, passages and
gangways shall be of sound construction and properly maintained and shall be kept
free from obstructions and substances likely to cause persons to slip and where it is
necessary t ensure safety, steps, stairs, passages and gangways shall be provided with
substantial handrails. Safe means of access are required.
Rule 66A of the Gujarat Factories rules specifies access for fire fighting and requires
unobstructed layout of plants and building and doors and windows on external walls
for easy access inside the building.
‘Means of access may be a ladder-portable or fixed, ramp, runway or stairway. They
should conform to the code or standards prescribed.
GOOD HOUSEKEEPING:
Good housekeeping programme should include-
Speedy removal of scrap, waste, debris, loose and unused materials at regular
intervals.
Proper storage of materials, tools and equipment. Removal of nails from lumber
before stacking.
46
Cleaning of floors, passageways, stairs ete. to remove oil, water, dust ete. Sand, ash,
sawdust and proper absorbers can be used
4. Containers should be provided for collection and separation of waste. Flammable /
hazardous waste should be covered and safety disposed off.
After completion of any job, excessive materials, tools and equipment should be lifted
and placed in their proper place.
6. Piles of materials should be stable and properly supported.
7. ‘Throwing of material should be avoided. If it is to be thrown, earning signals should
be given,
8. Proper painting and colour-coding should be followed.
9. At least at the beginning and end of a shifi, supervisors should take round to check
above points.
COMMUNICATION, POSTERS AND SIGNAGES
Organisation should establish, implement and maintain procedure(s) to ensure that pertinent
‘SHE information including significant risks and hazards are communicated. Commonly used
ey methods of internal communication include:
+ Bulletins
pa + Videos
+ Signage’s
oO ‘© Minutes /action notes of meetings
a + Notice board
7 +News letters
‘ + Team briefing
A © Hard copy or electronic mail
7 Commonly used methods of external communication include:
a
© Annual reports
f + Inserts in industry publications
a + Telephone inquiry services
9 + Publications
© Paid advertising
e)
= Websites
47
Safety Signage
All safety signage that is displayed in and around the sites shall be in both Local Languages
and English, example of sings that shall be required shall include among other the following:
a) Wear safety helmets
b) Wear safety footwear :
©) Permit to work areas
4) Wear hearing protection
©) Danger electricity
f) Stop, look and listen
2) First aid
Oo
h) Fire precautions
i) No entry signs
j) Emergency exit from underground works x)
k) No Smoking 1)
1) Danger crane overhead
m) Wear eve protection a
ay
All safety signs shall comply with the internationally recognized safety colours as indicate fe
below Vy
Blue - Mandatory Oy
Yellow — Danger 3 >
)
Red- Prohibition ,
Green ~ Safe condition
References: Indian Standards BIS 9457 ~ standard for colours of safety signs; BIS 13349:
1988Fire Protection Safety signs
48
eesoveeoo000c0o0
uv
ww we
CHAPTER-S: IT INDUSTRY
The use of electronic items is day by day increasing in industry, at homes and at many
places.
Electronic components include electron tubes e.g. television tubes, solid state
products e.g. transistors, diodes, ICs, light emitter diodes and liquid crystal displays
(LCDs) and other components such as capacitor, resistors, coils, transformers and
switches.
Computers, audio and video equipments, transmission machines and telephone
devices are consumer electronic products. In addition to this, keyboard, mouse,
optical scanning devices and printers fall into microelectronic segments.
Integrated circuits (ICs) and computer assembly industries employ more female
workers in fabrication shops. This job requires fine motor skills and attention to
details, Male workers are normally employed in engineering and maintenance section
which involves heavy lifting and more physical strength.
IC fabrication area requires high standard of cleanliness. Workers wear air supplied
clothing. Air filtration systems control particulate matter generated by workers
through shedding of skin, hair, exhaled air, clothing and shoes.
Manufacturing process of silicon IC involves oxidation, lithography, etching, doping,
chemical vapour deposition, metallization, assembly and testing. In these processes
high temperature of furnace (800-13000C), chlorine compounds, reactive gases, use
of metals like aluminium, nickel, chromium, gold germanium, copper, silver,
tungsten, platinum and tantalum are involved.
‘Therefore, their manufacturing should include:-
1, Exhaust ventilation for fumes of lead, mercury, zine, rosin ete. and also for
molten-solder tanks.
2. Eye protection for organic peroxide hardeners and respirators for quartz flour,
epoxies with phenol compound and airborne concentrations.
Prevention of flammable or explosive mixtures of solvents and source of ignition.
4, Exhaust ventilation for etching & printing process.
5. Protection from compressed gases and extremely cold gases handled in liquid
form, This may cause frostbite, metal embrittlement, mist formation, thermal
expansion, freezing.
49
Protection from compressed gases and extremely cold gases handled in liquid
form. This may cause frostbite, metal embrittlement, mist formation, thermal
expansion, freezing.
Protection from toxicity and carcinogens, asphyxia
Acid resistant and non-slip flooring exhaust ventilation, eye bath and PPE for
etching processes. Use closed containers for etching liquids.
Protection from exposure or contact to mercury used in electronic equipment and
compact florescent lamps (CFLs).
10. Good industrial hygiene.
IS: Electronic apparatus, safety requirements 616, climatic and durability tests 589, gas
lighters 9000, equipment ~ environmental tests 2106, reliability testing 8161, 7354, safety in
use, maintenance, manufacture 11743, measuring apparatus, safety requirements 9858,
weighing systems 9281, 11547, buzzers 12825, flash apparatus safety 12274, flashers 13135,
Electronic ear protectors 9167, assessment of noise exposure 7194, radiation protection for x-
ray tube, radio transmitting equipment, safety requirement 10437, 6970, 6567, safety code for
radiographic practice 2598, safety of data processing equipment 10422, Hand / foot
contamination monitors 11869, Fire hazard testing 11000, protection against ionizing
radiation 11868.
50
oS
eooooo
eocooceo
CHAPTER-6: SAFETY IN DOCKS
7.1 Definitions
A "limit switch” isa device that automatically limits the extent of the movement of
crane or any part of a crane by cutting off the power at the limits;
An "automatic overload cut-out" is a device that automatically limits the load on a
crane or part of a crane by cutting off the power when that load exceeds the safe
working load;
An “indicator of safe working load” is a device that automatically indicates visually
(whether a load is suspended or not) the crane designer's safe working load rating of
the crane at the various radii of the load.
7.2 General provisions
7.2.1 Every lifting appliance and other cargo-handling appliance should ~
a) be of good design and construction, and of adequate strength for the purpose
for which it is used
b) conform to the national or international standards that apply;
cc) be maintained in good repair and working order:
4) be properly, installed and used;
©) before being taken into use for the first time, or after any substantial alteration
or repair and periodically thereafter, be tested, thoroughly examined and
certificated by a competent person
4) be operated only by thoroughly trained drivers whe have passed tests for
ability to operate the appliance safely.
72.2 A cargo gear register and related certificates concerning machinery and gear
of such types as to require initial and/or periodic testing and/or examinations and
inspection should be kept and be available.
7.2.3. The content and layout of the documents should be as established by the
competent authority and in accordance with the model documents recommended by
the International Labour Office.
7.24 In the case of shore-located cranes and similar equipment, the competent
authority may adopt different documents, provided that the necessary information is
clearly provided.
7.2.5 Registers and certificates for gear currently aboard ship or eshore should be
preserved for at least four years after the date of last entry.
51
7.3 Controls
73.1
(1) Any controls should be so located that the driver at his stand or seat has ample 100m for
operation.
(2) In particular, there should be the following clearances above the head of the operator:
a) in the case of a seated operator, not less than | m measured to the point of maximum
depression of the seat; and
b) in the case of a standing operator, not less than 2 m from the platform on which he
stands.
(3) The movement of controls to produce the desired action should-
a) ain the case of a hand lever, not exceed 60 cm at the handle of the lever;
b) in the case of a foot pedal, not exceed 25 em
(4) Every foot control should have a non-slip surface.
732. Controls should be —
1) positioned with due regard to ergonometric considerations;
) so positioned that the operator has an unrestricted view of the operation or of any person
who may be authorised to give him signals for the operation;
¢) marked with their purpose and method of operation, which should be in accordance with
the following provisions:
a
‘when a vertical lever is pulled towards the operator, a horizontal lever is raised or
a swivelling lever or hand wheel is moved clockwise, the load, and in the case of
a derricking jib control the jib, should rise or the appliance should move
backwards;
Oot
(i) when a vertical lever is pushed away from the operator, a horizontal lever is
lowered or a swivelling lever or hand wheel is moved anti-clockwise, the load,
and in the case of a derricking jib control the jib, should descend or the appliance
should move forward; and
ii) _ in the case of an appliance or part of an appliance having a slewing motion, the
appliance or its part should slew clockwise when its control device is tumed
clockwise or moved to the right, and vice versa,
7.3.3. The operating pedals of a fork-lift truck or other dock transport vehicle should be so
positioned that ~
9
9
9
9
3
9
a) the clutch (when fitted) is on the left of the operator's feet;
b) the accelerator or other power control is on the right of the operator's feet; and
52
+
a
>
2
©). the brake is between the two other pedals.
73.4. Effective means of keeping controls in the neutral position should be provided for all
controls that have such a position.
7.3.5. If controls include a long horizontal lever, it should be fitted with a counterbalance
weight, and if the weight is movable there should be provided an effective means of
Jocking it in any position,
73.6 On "dead man's" controls fitted with a spring or other suitable means 10 return the
controls to the "stop" position when the operator's hand is released or relaxed, the device
should not be so strong as to cause operator fatigue.
73.7 Control handles on a power truck or tractor should be protected by design or by
guards against accidental contact with fixed or moving objects that might cause an
unexpected movement of the vehicle or result in injuries to the driver's hands or fingers.
7.38. Electrically driven winches and cranes should be so installed that —
a) the hoisting motor can be started only when the controls have passed through neutral;
b) when auxiliary current is supplied, a short circuit in the auxiliary current system
cannot lead the hoisting motor to start or continue to run, or the brake to be released
or remain released.
7.3.9. A suitably located auxiliary switch by means of which the current can be switched off
should be provided immediately adjacent to the place where electrically driven winches
are operated.
7.3.10 Winches and cranes driven by internal combustion engines should be so constructed
that the load cannot fall by its own weight when the hoisting engine is disconnected.
7.4 Brakes
74.1 Every motor should be fitted with a brake which
(a) if hand-operated, should not require a force greater than I 60N (16 kgf); and 42
Lifting appliances and other cargo-handling appliances
(b) if foot-operated, should not require a force greater than 320N (32kef).
142
(1) An automatically applied brake should operate when the control lever is returned to
its neutral position; when any emergency stop is operat
and where there is any
failure in the power supply, including complete failure of a phase or a significant drop
in voltage.
53
(2) The design should be such that the operating solenoid cannot be accidentally
energised by the back electromotive force of any motor driven by the crane, by a stray
or rogue current or by breakdown of any insulation.
7.4.3 Whether applied by hand, by the foot or automatically, a brake should be able
to exert a braking torque 25 per cent in excess of the torque required when the
maximum safe working load is being carried under the most adverse working
conditions, irrespective of losses in the transmission machinery.
144
(1) A slewing brake should be capable of holding the jib stationary when it is at its
maximum radi
with the maximum safe working load suspended from it and with
the wind loading acting on the crane with a force not greater than that for which the
crane has been designed.
(2) In the case of a lifting appliance installed on board a ship and designed to operate
with the ship having a specified amount of list or trim, the brake specifications
should allow for the additional force required to overcome the effects of the
deviation from the vertical.
745 The brake fi
ed to any slewing pant of a crane should be combined with a
slipping clutch or other device to prevent the slewing motion from being stopped too
suddenly.
7.4.6 In the case of a crane designed in such a manner as to allow the load to
descend under the influence of gravity, an automatically applied speed limiting brake
should be fitted in addition to the normal brake to ensure that the load cannot
descend at a dangerous speed.
TAT
(1) The contact surface of a brake should be machined to a smooth surface finish and be
free from any defect.
(2) The brake lining or pads in the ease of disc brakes should be properly secured.
(3) The design should be such that the brake lining or pads remain adequately secured
during their working life.
748 Unless the brake is self-adjusting, appropriate means should be provided to
pemnit brake adjustment to be carried out readily and without danger to any person.
749 No adjustment of any brake should be carried out unless any torque acting on
the brake drum or disc has been removed.
5a
y
Q
viv Uo
»
74.10 The brake drum should be protected from the ingress of any rain, sea water,
snow, ice, oil or grease unless the brake has been designed, as, for example, on a
simple ship's winch, to operate satisfactorily without such protection.
7.5 Lubrication
7.5.1 Every greasing and lubrication point should be so placed that grease or oil can
be applied without danger to the person.
752
(1) As a general rule, it should not be necessary 10 remove any guard protecting
dangerous machinery.
(2) Where it is necessary to remove the guard, the lubrication should be done by remote
means, from outside the space that is normally guarded.
7.6 Rope lead
76.1
(1) A wire rope should be properly led on to its winding drum, and the angle of lead
should be sufficiently small to ensure that the rope does not receive accumulative
damage, particularly where it climbs from one layer to the next. (As a general rule the
angle between the rope and a plane perpendicular to the axis of the drum should not
exceed 1 in 16 for hoisting ropes and 1 in 12 for derricking ropes.)
(2) Where it would not be possible otherwise to avoid an excessive angle of lead, a
suitable coiling or spooling device should be fitted.
7.7 Rope drums
171 The rope drum should be of the largest practicable diameter.
cae
(1) The rope drum should be fitted with flanges of adequate diameter, particularly in the
case of a cargo winch drum where it is not practicable to reel the rope on in orderly
Jayers.
(2) Where the drum has a gear wheel at one end, this may be accepted as a flange,
provided there is a plain part projecting at least 2.5 rope diameters beyond the outer
layer of the rope when the latter is fully wound on the drum.
Pee
(2) If the drum is grooved, the whole of the working length of the rope should be
accommodated in not more than three complete layers.
58
(2) If the drum is not grooved, the winding surface should, if possible, be of an area
sufficient to accommodate the whole of the working length of the rope in one layer.
7.7.4 In the case of a winch serving a ship's crane, ship's derrick or derrick crane,
the derricking and hoisting drums should be capable of accommodating a working
length of rope sufficient for lifting a load from the ship's tank top with the jib or boom
at its highest working position and from the floor of a lighter’s hold moored alongside
with the derrick at its maximum working range over the side and with the ship
floating at its minimum draught.
7.7.5 The number of complete tums remaining on the drum of a winch when the
complete working length of rope has been paid out should be not less than
a) three in the case of an ungrooved drum; and
b) two in the case of a grooved drum;
provided that—
©) one tum should remain on the drum in the case of a ship's derrick or ship's crane when
it is stowed in its crutches or in its lowest stowed position;
4) two in the case of a ship's derrick when the boom is in its lowest stowed position;
©) three in the case of a mobile crane when the jib is lowered to the horizontal position
for removal or insertion of jib sections; and
f) three in the case of a stiff-leg derrick when the jib is in its lowest stowed position.
1.7.6 When a rope is reeled on to a grooved drum -
4) the grooves should be so formed that ~
(i) the radius of the groove exceeds that of the rope by at least 10 per cent;
ii) the clearance between adjacent tums of the rope is adequate; and
(ii) the contour at the bottom of the grooves is circular for an arc subtended by an
angle of not less than 1200; and
b) Where the grooves have sides, they should be flared as necessary.
7.8 Rope anchorage
78.1
(1) The end of the rope should be effectively secured to the drum in a manner that will
not damage any part of the rope.
(2) Fibre rope fastenings should not be used for this purpose.
56
3
e@eoovoeoooooos
a
2
f
vwuvu DUD
79 Derrick interlock
7.9.1 When a derrick is fitted with a common motor for raising or lowering either
the jib or the load and the jib is held by a paw! engaging in the dersicking drum when
the motor is being used to raise or lower a load, an effective interlock should be fitted
to the pawl engagement gear so that the pawl cannot be disengaged from the drum.
until the motor has been positively connected to the derricking drum drive.
7.10 Speed change gear
7.10.1 When a speed change gear is fitted 10 a winch and is of such a type that the
hoisting drum is free to rotate when the change gear is in a neutral position ~
a) an emergency brake complying with the requirements of section 7.4 should be fitted
to the drum side of the change gears; and
b) the change gear mechanism should be provided with an effective locking device to
prevent the gears from becoming accidentally disengaged whilst the winch is hoisting
or lowering.
TAX Limit switches
7.11.1 Every shore crane, and where practicable every shipboard crane or derrick crane,
should be provided with properly designed limit switches to limit, as may be
appropriate ~
a) the raising and lowering motion of the hoist rope;
b) the derricking-in and derricking-out of the jib;
c) the horizontal movement in either direction of the trolley or crab;
4) the slewing motion where this cannot take place through 360°; and
©) the movement of a crane along its track.
7.11.2 Every limit switch should be positively actuated and be so fitted and wired that it fails
safe.
7.113 After it has been actuated, the limit switch should not prevent motion in the reverse
direction.
7.14 A crane operator should not be permitted to use and should not use any limit switch as
a normal means of stopping the particular motion controlled by that switch,
7.11.5 Where a device is provided to enable a limit switch to be bypassed (for example, to
allow the jib of a crane to be lowered to a horizontal position for such purposes as
maintenance or changing its length), that device should normally be kept locked
against misuse
7.11.6 Limit switches should ~
97
) in the case of an appliance or part of an appliance the movement of which is limited
by positive stops, be so positioned that they cut off power to the particular motion
before the stops are contacted;
b) in the case of a hoist rope, cut off power sufficiently in advance to prevent any splice
in the rope from passing on to the pulley;
©) be rechecked after a new wire rope has been fitted and used for a while, in order to
censure that rope stretch has not caused the limit of movement to be altered.
7.12 Automatic overload cut-outs
WA.
i
(J) Every lifting appliance other than a ship's derrick or derrick crane should, when
practicable, be fitted with a device that automatically cuts off the power supply if the
load being raised or lowered exceeds the safe working load by a predetermined
amount which, in general, should be within the range of 3 to 10 per cent in excess of
the safe working load, or an amount established by the competent national authority.
(2) The cut-out device should not prevent motion in the reverse direction after it is
actuated.
3) In no circumstances should the operator of the appliance be permitted to use the
overload cut-out
normal means of determining the load that can be lifted or
lowered.
7.13 Indicator of safe working load
7.13.1 Every lifting appliance having a single safe working load should have that safe
working load marked on it.
7.13.2 If acrane has a derricking jib of fixed length, or a horizontal jib upon which a
trolley or crab moves so that the safe working load varies according to the radius of the
Joad or trolley or crab, the crane should be fitted with a radius load indicator clearly
visible to the driver and indicating -
a) the safe working load of the crane corresponding to the radius of the hook or other
lifting attachment on the hoist rope; and
b) the limits of the angular movement of the jib or the longitudinal movement of the
trolley or crab, as the case may be provided that an indicator need not be fitted in cases
in which a rating chart is posted in the cab.
7.13.3 Every crane having a variable radius should bear a marking on its chassis
indicating the point from which the radius is measured. The actual radius of the hook
or other lifting attachment should be measured with the makers' specified safe working
58
eoouvgooocdn
oe) =)
ray
»
yoo wo D715
wv
load suspended clear of the ground in order to allow for such factors as deflection of
the crane chassis and jib, or ope stretch.
7.134 Rating indications should be given as follows:
a) if the safe working load is not greater than I tonne, the indications should be in
kilograms (kg),
b) if the safe working load is greater than 1 tonne, the indications should be in tonnes (0),
c) every value of safe working load should be marked to one place of decimals except for
the values 0.25 and 0.75 and where the figure in the first decimal place is a zero.
7.14 Crane level device
7.14.1 Every crane mobile on the road and every ship's crane should be fitted with a device
to indicate to the driver —
a) whether the crane is level or not; and
b) in the case of a ship's erane designed to operate under certain conditions of list or
trim, the limits of operation.
7.15 Precautions against high wind
7.15.1 Any erane to be used in an exposed position such that the effect of wind may
be detrimental to the safety of the crane should have been designed to have the
stability and structural strength required to stand up to the additional stresses involved
in~
a) operating normally up to the design wind speed; and
b) withstanding under out-of-service conditions the foreseeable wind speed for the
Jocation.
7.152 In determining the operating conditions, the effect of the wind upon a load of
Jarge superficial area suspended from the crane should be taken into consideration.
7.153 In determining the out-of-service conditions, the effect of the strength and
duration of gusting should be taken into consideration.
7154
(1) A crane that travels on rails and is of such a size as to render it liable to be blown
along the rails under the effect of the wind force should be fitted with devices to
enable it to be anchored or secured.
(2) Such devices may be attached to the track, provided that the latter has been designed to
allow such attachment.
59
(3) Where the arrangement provides for separate anchorage points, there should be a
sufficient number of them, spaced uniformly along the track, to ensure that a crane will
not have to traverse an appreciable distance before it can be anchored.
7.15.5 Wind speed indicators should be fitted at suitable positions on —
a) dockside cranes specially designed for loading and unloading freight containers;
b) ore unloading and similar types of transporters;
©) cranes having slewing horizontal jibs; and
4) any other eranes that are liable to be blown along their rails by high winds ~
provided that cranes of types (c) and (d) need not comply with these requirements if
operating on a dock which ~
a) either has its own central wind-recording system or has an arrangement to receive
carly warning signals from a recognised meteorological station in the area; and
b) has an effective system for conveying wamings to the drivers by visual and audible
means.
7.15.6 A wind speed indicator fitted to a crane should give visual and audible
‘warning to the driver in the cabin when the wind exceeds a predetermined level
7.18.7 When the wind speed exceeds the predetermined level for a period sufficient
duration to actuate the warning device of the wind speed indicator, every crane
affected should be immediately taken out of service, and
a) the crane should be secured by means of its anchoring or securing devices;
b) in addition, in the case of a horizontal jib crane, the jib should be released so that it can
freely weather-vane;
©) and in the case of a transporter crane, any arm that is spanning a ship being loaded or
unloaded by the crane at the time should be retracted.
7.16 Transporters
7.16.1 In cases in which the driver's cabin is attached to and travels with the crab, the cabin
suspension gear should be so designed that if the cabin or the crab is accidentally
displaced from its rails the eabin cannot fall from the transporter arm.
7.16.2 In any cases in which the arm of a transporter has to operate in close proximity to any
part of a ship's superstructure and the ship is apt to surge under the influence of such
factors as tide, swell or wind, a signaller in radio or telephone communication with the
river should be stationed at a suitable position in order to alert the driver in the event of
danger.
60
y
,
You might also like
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Pressure Vessels 2 PDFDocument24 pagesPressure Vessels 2 PDFDasari VenkateshNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Pressure Vessels 1 PDFDocument24 pagesPressure Vessels 1 PDFDasari VenkateshNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Ammonia Mock DrillDocument3 pagesAmmonia Mock DrillDasari Venkatesh100% (3)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- 107Document266 pages107Dasari VenkateshNo ratings yet
- Acetyl ChlorideDocument6 pagesAcetyl ChlorideDasari VenkateshNo ratings yet
- Acetyl AcetoneDocument5 pagesAcetyl AcetoneDasari VenkateshNo ratings yet
- Acridine Orange For Microscopical StainingDocument5 pagesAcridine Orange For Microscopical StainingDasari VenkateshNo ratings yet
- 0 Material Safety Data Sheet: Actidione (Cycloheximide) MSDSDocument6 pages0 Material Safety Data Sheet: Actidione (Cycloheximide) MSDSDasari VenkateshNo ratings yet
- 0 Material Safety Data Sheet: Alpha-Ketoglutaric Acid MSDSDocument5 pages0 Material Safety Data Sheet: Alpha-Ketoglutaric Acid MSDSDasari VenkateshNo ratings yet
- You Have Registered For V Convocation Successfully.: Userid 09141A0354 Collegecode 14Document1 pageYou Have Registered For V Convocation Successfully.: Userid 09141A0354 Collegecode 14Dasari VenkateshNo ratings yet
- UntitledDocument6 pagesUntitledDasari VenkateshNo ratings yet
- 0 Material Safety Data Sheet: Activated Charcoal MSDSDocument6 pages0 Material Safety Data Sheet: Activated Charcoal MSDSDasari VenkateshNo ratings yet
- Annexure 10 - FQAP Format No. 21.20.21-Tower Construction - 20190903173116Document6 pagesAnnexure 10 - FQAP Format No. 21.20.21-Tower Construction - 20190903173116Dasari VenkateshNo ratings yet
- 5-Sulphosalicylic AcidDocument6 pages5-Sulphosalicylic AcidDasari VenkateshNo ratings yet
- Letter For Production Safety HazardsDocument2 pagesLetter For Production Safety HazardsDasari VenkateshNo ratings yet
- Adobe Scan 01-Mar-2023Document1 pageAdobe Scan 01-Mar-2023Dasari VenkateshNo ratings yet
- 2.safety Meeting MOM 22-07-2022Document1 page2.safety Meeting MOM 22-07-2022Dasari VenkateshNo ratings yet
- 1.policy EnglishDocument1 page1.policy EnglishDasari VenkateshNo ratings yet
- Self CertificationDocument1 pageSelf CertificationDasari VenkateshNo ratings yet
- 1.policy TeluguDocument1 page1.policy TeluguDasari VenkateshNo ratings yet
- The Krishna District Milk Producers' Mutually Aided Co-Op. Union Limited. Milk Products Factory: VijayawadaDocument1 pageThe Krishna District Milk Producers' Mutually Aided Co-Op. Union Limited. Milk Products Factory: VijayawadaDasari VenkateshNo ratings yet
- Letter For Safety PPE's To Contract WorkersDocument1 pageLetter For Safety PPE's To Contract WorkersDasari VenkateshNo ratings yet
- Staff AllotmentDocument1 pageStaff AllotmentDasari VenkateshNo ratings yet
- Letter For Safety Shoes ImplementationDocument2 pagesLetter For Safety Shoes ImplementationDasari VenkateshNo ratings yet
- Letter For Mobile PhoneDocument1 pageLetter For Mobile PhoneDasari Venkatesh100% (1)
- Monthly Coal Abstract Apr-21-Mar-22Document1 pageMonthly Coal Abstract Apr-21-Mar-22Dasari VenkateshNo ratings yet
- Monthly Coal Statements From Apr-21-Mar-22Document58 pagesMonthly Coal Statements From Apr-21-Mar-22Dasari VenkateshNo ratings yet
- Opp Efficiency 2022-2023Document43 pagesOpp Efficiency 2022-2023Dasari VenkateshNo ratings yet
- Sanction Order - Insurance Renewal - AP 16 DP 8793 - Reg.Document2 pagesSanction Order - Insurance Renewal - AP 16 DP 8793 - Reg.Dasari VenkateshNo ratings yet
- Section AllotmentDocument2 pagesSection AllotmentDasari VenkateshNo ratings yet