You might also like
- APAC Report Issue 231 Mid-June 2023 PDFDocument22 pagesAPAC Report Issue 231 Mid-June 2023 PDFMarcelo DantasNo ratings yet
- Oisd STD 139 (Old)Document10 pagesOisd STD 139 (Old)Ravikumar mahadevNo ratings yet
- Pipe Stress Analysis of Dumai Gas StationDocument27 pagesPipe Stress Analysis of Dumai Gas StationsendyNo ratings yet
- ABS Floating Offshore Liquefied Gas Terminals 2010 PDFDocument339 pagesABS Floating Offshore Liquefied Gas Terminals 2010 PDFMoataz MashhourNo ratings yet
- 40P C030 00201 Proposal PreparationDocument7 pages40P C030 00201 Proposal Preparationjehd21350No ratings yet
- Biomass ReportDocument94 pagesBiomass ReportRajat Negi100% (1)
- What Does An EPC Contractor DoDocument10 pagesWhat Does An EPC Contractor DoTechnical TubaneginNo ratings yet
- Energy: Key Drivers of CCUS Project EconomicsDocument55 pagesEnergy: Key Drivers of CCUS Project EconomicsDanielNo ratings yet
- Understanding Power Project ProcurementDocument156 pagesUnderstanding Power Project Procurementminlwinthein100% (1)
- Handbook Decision Support System For The Application of RE Drom Biogas and Biomass CombustionDocument280 pagesHandbook Decision Support System For The Application of RE Drom Biogas and Biomass CombustionAssyabani jihanNo ratings yet
- Define Your PetrochemicalProject Execution PlanDocument9 pagesDefine Your PetrochemicalProject Execution PlanLiu Yangtze100% (1)
- 2021 Sustainability FinalDocument36 pages2021 Sustainability FinalLovely ChoudharyNo ratings yet
- ENERGY GUIDE COVERS KEY CONCEPTSDocument146 pagesENERGY GUIDE COVERS KEY CONCEPTSdelenda3No ratings yet
- OE CORP ENG TN 0001 Rev C1 Pre Commissioning Overview PipelinesDocument20 pagesOE CORP ENG TN 0001 Rev C1 Pre Commissioning Overview PipelinesĐiệnBiênNhâmNo ratings yet
- LNG Life Cycle AssessmentDocument43 pagesLNG Life Cycle Assessmentbkonly4uNo ratings yet
- Energetic Utilisation of Rice Husks in Rice MillsDocument21 pagesEnergetic Utilisation of Rice Husks in Rice MillsaefNo ratings yet
- BM12 - 2007-11 Feasibility PelletingDocument127 pagesBM12 - 2007-11 Feasibility Pelletingm0k123_112640140No ratings yet
- Bid - Commercial CivilDocument19 pagesBid - Commercial CivildishkuNo ratings yet
- 2022 Procurement Maturity Model-eBookDocument14 pages2022 Procurement Maturity Model-eBookwq3erwqerwerNo ratings yet
- Biomass Gasification For Electricity Generation and Production of Synthesis GasDocument15 pagesBiomass Gasification For Electricity Generation and Production of Synthesis GasSantosh DoddamaniNo ratings yet
- Biomass Based Power Plant in South SudanDocument23 pagesBiomass Based Power Plant in South SudanYogendra PalNo ratings yet
- Historic DeLand Building Earns LEED CertificationDocument30 pagesHistoric DeLand Building Earns LEED Certificationlockas222No ratings yet
- P158-PR-RFQ-ITB-001-02 Clarification 2 - PLNDocument2 pagesP158-PR-RFQ-ITB-001-02 Clarification 2 - PLNhasan shahriarNo ratings yet
- World LNG 2017 IGU - Report PDFDocument100 pagesWorld LNG 2017 IGU - Report PDFRABIU M RABIUNo ratings yet
- Haryana Power 800mwDocument61 pagesHaryana Power 800mwprakashkumarsinghgkp01No ratings yet
- Design, Construction and Maintenance of A Biogas GeneratorDocument23 pagesDesign, Construction and Maintenance of A Biogas GeneratorOxfamNo ratings yet
- Engineering Dreams: A Career in Any Stream of Engineering Is Equally Fruitful and RewardingDocument4 pagesEngineering Dreams: A Career in Any Stream of Engineering Is Equally Fruitful and RewardingRamPrasadMeenaNo ratings yet
- Introdiction To Engineering PDFDocument295 pagesIntrodiction To Engineering PDFAyebareNo ratings yet
- Biogas Filling Station Study Assesses Feasibility, ProfitabilityDocument42 pagesBiogas Filling Station Study Assesses Feasibility, ProfitabilityswordprakashNo ratings yet
- IHS Markit Chemical Process Economics Program PEP BrochureDocument4 pagesIHS Markit Chemical Process Economics Program PEP BrochureMohammad MohseniNo ratings yet
- Road Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaFrom EverandRoad Map Update for Carbon Capture, Utilization, and Storage Demonstration and Deployment in the People’s Republic of ChinaNo ratings yet
- Task 42 BookletDocument16 pagesTask 42 BookletBalaKumar KarthikeyanNo ratings yet
- Improving Biomass Sourcing Strategy in BOO SchemeDocument23 pagesImproving Biomass Sourcing Strategy in BOO Schemefoxdadang100% (1)
- POME Plant CostDocument8 pagesPOME Plant Costtamil vaanan100% (1)
- The Role of Build Operate Transfer in Promoting RES Projects December 2003Document7 pagesThe Role of Build Operate Transfer in Promoting RES Projects December 2003Harjot SinghNo ratings yet
- PP Aaa PP1 164Document57 pagesPP Aaa PP1 164Rabah AmidiNo ratings yet
- Project For State - SinoDocument18 pagesProject For State - Sinoksarfo2003No ratings yet
- Biogas ModelsDocument23 pagesBiogas Modelsjacks4444No ratings yet
- 1.0 Project Background: WWW - Gam-Rd - Co.inDocument17 pages1.0 Project Background: WWW - Gam-Rd - Co.inljsflj alsfjoiNo ratings yet
- Constructing A Biogas Plant For A Boarding School in Cape CoastDocument30 pagesConstructing A Biogas Plant For A Boarding School in Cape CoastSalman Labiadh100% (1)
- Power Tariff Structure in Thailand PDFDocument21 pagesPower Tariff Structure in Thailand PDFMurali DarenNo ratings yet
- Draft EIA for HCMC MRT Line 2Document401 pagesDraft EIA for HCMC MRT Line 2Dung Ha ThuyNo ratings yet
- GTZ - Biogas Plants - 1993Document24 pagesGTZ - Biogas Plants - 1993Kroya HunNo ratings yet
- Arquid-Technical Due DiligenceDocument35 pagesArquid-Technical Due DiligenceomarNo ratings yet
- 4601423133391success Story of Biomethanation Projects-Dr - Bharat B NagarDocument16 pages4601423133391success Story of Biomethanation Projects-Dr - Bharat B Nagarpuja MangalNo ratings yet
- 2012 Kme PresentationDocument38 pages2012 Kme PresentationEnoch Ofori KwartengNo ratings yet
- Biogas Consultants ContractorsDocument8 pagesBiogas Consultants ContractorsuemaaplNo ratings yet
- Guidelines On Occupational Safety and Health in Construction, Operation and Maintenance of Biogas Plant 2016Document76 pagesGuidelines On Occupational Safety and Health in Construction, Operation and Maintenance of Biogas Plant 2016kofafa100% (1)
- SWOT Analysis Sample - BiomassDocument23 pagesSWOT Analysis Sample - BiomassLakshana ChandranNo ratings yet
- The Thermochemical Pathway: A Sustainable and Competitive Waste Diversion SolutionDocument15 pagesThe Thermochemical Pathway: A Sustainable and Competitive Waste Diversion SolutionDouGPhillips999100% (1)
- Biogas Analysis - PakistanDocument10 pagesBiogas Analysis - PakistantabinahassanNo ratings yet
- India Solar PV Module Market Report Preview 2011Document28 pagesIndia Solar PV Module Market Report Preview 2011Rishi JainNo ratings yet
- NYC Study of Waste-to-Energy OptionsDocument209 pagesNYC Study of Waste-to-Energy OptionsCity Limits (New York)No ratings yet
- Polyether Plant CostDocument3 pagesPolyether Plant CostIntratec SolutionsNo ratings yet
- Generate Power from SyngasDocument4 pagesGenerate Power from SyngasConstantin StanNo ratings yet
- Bio Energy High Purity Solutions Engineering Businesses BioproductsDocument13 pagesBio Energy High Purity Solutions Engineering Businesses BioproductsGaurav Maniyar100% (1)
- Chapter 3. Feedstocks For Fuel Ethanol ProductionDocument33 pagesChapter 3. Feedstocks For Fuel Ethanol Productionkim haksongNo ratings yet
- HOD OperationsDocument5 pagesHOD Operationssonam6236590No ratings yet
- Convert Ammonia To MethanolDocument16 pagesConvert Ammonia To MethanolSuresh RamakrishnanNo ratings yet
- Code for Construction Quality Acceptance and Evaluation of Boiler UnitDocument836 pagesCode for Construction Quality Acceptance and Evaluation of Boiler UnitecsuperalNo ratings yet
- IREDA InvestorManualDocument704 pagesIREDA InvestorManualAshish SharmaNo ratings yet
- 1.1 Introduction To Biogas: Electrical DepartmentDocument38 pages1.1 Introduction To Biogas: Electrical DepartmentYogesh KhairnarNo ratings yet
- Awarded Biomass 2017-06-30Document4 pagesAwarded Biomass 2017-06-30rembrandt mostolesNo ratings yet
- Pretreatment of Biomass: Processes and TechnologiesFrom EverandPretreatment of Biomass: Processes and TechnologiesRating: 5 out of 5 stars5/5 (1)
- Biomethane Plants Based On Municipal Solid WasteDocument17 pagesBiomethane Plants Based On Municipal Solid WasteRocky KhareNo ratings yet
- 100 TPD Press Mud To BioCNG PlantDocument12 pages100 TPD Press Mud To BioCNG PlantRocky Khare100% (2)
- Bio CNG: Cost Effective Practical Solution To Energy DemandDocument4 pagesBio CNG: Cost Effective Practical Solution To Energy DemandJolly26No ratings yet
- Bio CNG: Cost Effective Practical Solution To Energy DemandDocument4 pagesBio CNG: Cost Effective Practical Solution To Energy DemandJolly26No ratings yet
- Ap (1) 99907Document17 pagesAp (1) 99907Faizal NugrohoNo ratings yet
- Compressor Magazine March 2014 PDFDocument97 pagesCompressor Magazine March 2014 PDFOswaldo GuerraNo ratings yet
- Chapter 7-Screening of Anticipated Impacts and Proposed MitigationDocument39 pagesChapter 7-Screening of Anticipated Impacts and Proposed MitigationBiswajit SikdarNo ratings yet
- EagleBurgmann - E13031 - E2 - CobaSeal - The Barrier Seal Solution For Compressors - 12.04.2016Document2 pagesEagleBurgmann - E13031 - E2 - CobaSeal - The Barrier Seal Solution For Compressors - 12.04.2016The AKNo ratings yet
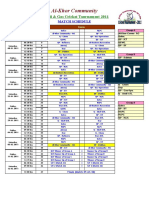
- Al-Khor Community: 8th Oil & Gas Cricket Tournament 2011Document9 pagesAl-Khor Community: 8th Oil & Gas Cricket Tournament 2011swa.deepakNo ratings yet
- 5030-Elomp-Int-Dwg-5855-Fire Alarm Schematic PDFDocument1 page5030-Elomp-Int-Dwg-5855-Fire Alarm Schematic PDFEmmanuel ToretaNo ratings yet
- Energies: Gas Hydrate Growth Kinetics: A Parametric StudyDocument29 pagesEnergies: Gas Hydrate Growth Kinetics: A Parametric StudyLOLA PATRICIA MORALES DE LA CUBANo ratings yet
- Lean Oil Absorption 01Document14 pagesLean Oil Absorption 01Shri JrNo ratings yet
- Thermal Recovery Technology For Heavy Oil: Science & Technology Management DepartmentDocument29 pagesThermal Recovery Technology For Heavy Oil: Science & Technology Management DepartmentRavi SeedathNo ratings yet
- LPG Gas Sensor Interfacing with 8051 MicrocontrollerDocument8 pagesLPG Gas Sensor Interfacing with 8051 Microcontrollergprodan2002a2948No ratings yet
- C8GCh3 Mineral Power ResourcesDocument50 pagesC8GCh3 Mineral Power ResourcesPieNo ratings yet
- Myb3 2017 18 BMDocument7 pagesMyb3 2017 18 BMartdesignergenoNo ratings yet
- Nordsol Whitepaper 2022 1Document9 pagesNordsol Whitepaper 2022 1stanNo ratings yet
- India's natural gas pricing policy and its potential impact on energy marketsDocument12 pagesIndia's natural gas pricing policy and its potential impact on energy marketsJyoti DasguptaNo ratings yet
- Natural Gas IncidentsDocument55 pagesNatural Gas IncidentsInternational CertificationNo ratings yet
- FuelEU Maritime Adopted by CouncilDocument144 pagesFuelEU Maritime Adopted by CouncilJai KanadeNo ratings yet
- Technical Specification For The Contruction of Methanol Vehicle PilotDocument9 pagesTechnical Specification For The Contruction of Methanol Vehicle Pilotde CloveNo ratings yet
- Coal and petroleum uses and need for conservationDocument11 pagesCoal and petroleum uses and need for conservationAmarjeet kaurNo ratings yet
- Comparison Between Gasoline Diesel CNG LPG 1664300610Document19 pagesComparison Between Gasoline Diesel CNG LPG 1664300610richard100% (1)
- Project Reference ArmaGelDocument2 pagesProject Reference ArmaGelĐạo NguyễnNo ratings yet
- Technical Program: DECEMBER 5-9, 2021Document45 pagesTechnical Program: DECEMBER 5-9, 2021iocsachin100% (1)
- Lecture 18 - Energy Resources and Policy in BangladeshDocument52 pagesLecture 18 - Energy Resources and Policy in BangladeshGamesome GoshawkNo ratings yet
- Natural Gas PRMS - Page-2.5Document2 pagesNatural Gas PRMS - Page-2.5RinnoNo ratings yet
- G8 - B.3 - A, B, C. WSF3 - Power - S20-W22 - AmmendedDocument10 pagesG8 - B.3 - A, B, C. WSF3 - Power - S20-W22 - AmmendedOmer SalehNo ratings yet
- Natural Gas Virtual-Pipeline For Alternative Energy DistributionDocument25 pagesNatural Gas Virtual-Pipeline For Alternative Energy DistributionJavier Mautong SerranoNo ratings yet