You might also like
- Modeling of Multiphase Flow and Argon Bubble Entrapment in Continuous Slab Casting of SteelDocument14 pagesModeling of Multiphase Flow and Argon Bubble Entrapment in Continuous Slab Casting of SteelJJNo ratings yet
- Some Experimental Studies On Heat Transfer Augmentation For Flow of Liquid Through Circular Tubes Using Twisted Angles and TapesDocument71 pagesSome Experimental Studies On Heat Transfer Augmentation For Flow of Liquid Through Circular Tubes Using Twisted Angles and TapesBalvinder Uday BudaniaNo ratings yet
- Mathematical Modelling of GTAW and GMAWDocument240 pagesMathematical Modelling of GTAW and GMAWpatriciatavares2009100% (2)
- Failure Case Studies of SA213 T22 SteelDocument8 pagesFailure Case Studies of SA213 T22 SteelBasim Al-bhadleNo ratings yet
- Sand CastingDocument322 pagesSand CastingDr. Arun Kumar SriranganNo ratings yet
- Metallostatic Pressure Function in The Quality ofDocument13 pagesMetallostatic Pressure Function in The Quality ofKaarthicNatarajanNo ratings yet
- Cold Modelling of Slag Splashing in LD Furnace by Oxygen Lance With Twisted Nozzle TipDocument5 pagesCold Modelling of Slag Splashing in LD Furnace by Oxygen Lance With Twisted Nozzle TipWerner Arêdes MatosNo ratings yet
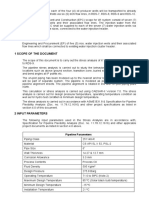
- Pipeline ParametersDocument4 pagesPipeline Parametersazhagu duraiNo ratings yet
- LPDC Flow SimulationDocument5 pagesLPDC Flow SimulationDavid JendraNo ratings yet
- Gating System DesignDocument35 pagesGating System DesignAbishek Abh100% (2)
- Imaging Molten Steel Flow Profiles: A Lancaster University Corus Uk LTDDocument10 pagesImaging Molten Steel Flow Profiles: A Lancaster University Corus Uk LTDMRNo ratings yet
- 1 Scope of The Document: Pipeline ParametersDocument5 pages1 Scope of The Document: Pipeline Parametersazhagu duraiNo ratings yet
- Air Flow in PipeDocument8 pagesAir Flow in Pipeตุ๊กตุ้ย ตัวกลมกลมNo ratings yet
- Spin Casting RunnerDocument7 pagesSpin Casting RunnerTri WidayatnoNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Wwer RPV DesignDocument26 pagesWwer RPV Designsenthilmahalilngam baskaranNo ratings yet
- 20Document55 pages20José Arlindo FrancoNo ratings yet
- 1 Scope of The Document: Pipeline ParametersDocument4 pages1 Scope of The Document: Pipeline Parametersazhagu duraiNo ratings yet
- Water SystemDocument9 pagesWater SystemArun GuptaNo ratings yet
- Casting - Lec 2.1Document39 pagesCasting - Lec 2.1Ahmed MahmoudNo ratings yet
- Presentation of CIPL - CompressedDocument30 pagesPresentation of CIPL - CompressedNikhil VermaNo ratings yet
- TCS ThermoelementeDocument4 pagesTCS ThermoelementeStephen SanthoshNo ratings yet
- CFD Analysis of Fluid Flow Parameters Within A Y-Shaped Branched PipeDocument5 pagesCFD Analysis of Fluid Flow Parameters Within A Y-Shaped Branched PipeHemant SharmaNo ratings yet
- Study of Hydrodynamics of Horizontal Spiral Coil Tube: Research PaperDocument3 pagesStudy of Hydrodynamics of Horizontal Spiral Coil Tube: Research PaperSharat ChandraNo ratings yet
- Gating System DesignDocument11 pagesGating System DesignChinmay Das95% (19)
- Gasdecom Paper 1Document10 pagesGasdecom Paper 1JuanNo ratings yet
- Issn: 2349-3860Document18 pagesIssn: 2349-3860Pat TejNo ratings yet
- 00 ISS 99.mymac - CCCDocument15 pages00 ISS 99.mymac - CCCShankha PathakNo ratings yet
- Jis G3466Document9 pagesJis G3466魏雨辰No ratings yet
- IJCRT2102030Document14 pagesIJCRT2102030Biraj SahooNo ratings yet
- Heat Transfer Enhancement by Modification in Hexagon TubeDocument8 pagesHeat Transfer Enhancement by Modification in Hexagon TubeIJRASETPublicationsNo ratings yet
- Stress Analysis of Steam Generator Shell Nozzle Junction For Sodium Cooled Fast Breeder ReactorDocument9 pagesStress Analysis of Steam Generator Shell Nozzle Junction For Sodium Cooled Fast Breeder ReactorVinh Do Thanh100% (1)
- Tecniques The Manufacture of Sand CastingsDocument7 pagesTecniques The Manufacture of Sand CastingsHerbert Vargas GuerraNo ratings yet
- EPRI Atlas of Steamside Oxide ObservationsDocument12 pagesEPRI Atlas of Steamside Oxide Observationsekrem turan100% (2)
- An Investigation of Surface Vortices Behavior in Pump Sump: W.T. Kang, K.H. Yu and B.R. ShinDocument6 pagesAn Investigation of Surface Vortices Behavior in Pump Sump: W.T. Kang, K.H. Yu and B.R. ShinkamsNo ratings yet
- Creep Properties of Grade 91 Steam Generator Tube Steel at 923KDocument8 pagesCreep Properties of Grade 91 Steam Generator Tube Steel at 923KD P RAO PALAPARTINo ratings yet
- CORRECTDocument60 pagesCORRECTLovely TarunNo ratings yet
- High Pressure Die Casting Effect of Fluid Flow On The Microstructure of LM24 Die-Casting AlloyDocument14 pagesHigh Pressure Die Casting Effect of Fluid Flow On The Microstructure of LM24 Die-Casting Alloykt rajaNo ratings yet
- Effect of Welding Current and Welding Speed On WelDocument8 pagesEffect of Welding Current and Welding Speed On WelfadurbadurNo ratings yet
- Dramatic Effect of Oxide On Measured Liquid Metal RheologyDocument29 pagesDramatic Effect of Oxide On Measured Liquid Metal RheologyKalusha Moron CruzNo ratings yet
- WJ 1982 07 s222 Chevron CrackingDocument7 pagesWJ 1982 07 s222 Chevron CrackingamitNo ratings yet
- 1 Scope of The DocumentDocument5 pages1 Scope of The Documentazhagu duraiNo ratings yet
- Manufacturing Technology Journal - Paper Dob Kus-CorrectedDocument6 pagesManufacturing Technology Journal - Paper Dob Kus-CorrectedDavid DobrockyNo ratings yet
- Artigo 2017 Effects of Helium Gas Flow Rate On Arc Shape, Molten Pool Behavior and Penetration in Aluminum Alloy DCEN TIG WeldingDocument15 pagesArtigo 2017 Effects of Helium Gas Flow Rate On Arc Shape, Molten Pool Behavior and Penetration in Aluminum Alloy DCEN TIG WeldingJoão Paulo NascimentoNo ratings yet
- Bkmishra PDFDocument33 pagesBkmishra PDFSharad JhaNo ratings yet
- Calculation Code For Erosion Corrosion Induced Wall Thinning PDFDocument8 pagesCalculation Code For Erosion Corrosion Induced Wall Thinning PDFHabibie RahmanNo ratings yet
- Ver.8.1.9. Control Valve - Gas or Steam Flow - Calculate Valve SizeDocument3 pagesVer.8.1.9. Control Valve - Gas or Steam Flow - Calculate Valve Sizerudi 01No ratings yet
- Achi3 (Spray, Incline)Document15 pagesAchi3 (Spray, Incline)Avadhesh SharmaNo ratings yet
- Factors Affecting Pruging ParamaetersDocument7 pagesFactors Affecting Pruging ParamaetersNoman AslamNo ratings yet
- Mechanical Properties of Steel Gun Barrel Processed by Cold Radial Forging With Stepped Mandrel Under Different Forging RatiosDocument10 pagesMechanical Properties of Steel Gun Barrel Processed by Cold Radial Forging With Stepped Mandrel Under Different Forging RatiosBinh NghiemNo ratings yet
- 12 GinzelDocument15 pages12 GinzelTHIRU.SNo ratings yet
- Shell and Tube Heat Exchanger: SNO Datas Reference Books NODocument6 pagesShell and Tube Heat Exchanger: SNO Datas Reference Books NODesignNo ratings yet
- Modeling Flow Turbulence... Comparing Two Nozzles-2015Document12 pagesModeling Flow Turbulence... Comparing Two Nozzles-2015Ismael CalderonNo ratings yet
- Development of Nozzle Clogging IndexDocument13 pagesDevelopment of Nozzle Clogging Indexsdtd.ranchiNo ratings yet
- 1987 - MMTB - The Effect of Tundish Wall Inclination On The Fluid Flow and MixingDocument12 pages1987 - MMTB - The Effect of Tundish Wall Inclination On The Fluid Flow and MixingAntariksh ThesisNo ratings yet
- Corte Por Plasma 7Document23 pagesCorte Por Plasma 7Ronny De La CruzNo ratings yet
- Controlling Equipment Failures Caused by Petroleum-Based Fluid DegradationDocument6 pagesControlling Equipment Failures Caused by Petroleum-Based Fluid DegradationJJNo ratings yet
- Inhibition Effect of CaO-ZrO2-C Nozzles On Alumina Deposition in Continuous Casting of Al-Killed SteelDocument8 pagesInhibition Effect of CaO-ZrO2-C Nozzles On Alumina Deposition in Continuous Casting of Al-Killed SteelJJNo ratings yet
- Optimized Heating of Steel Slabs With Radar MeasurementsDocument14 pagesOptimized Heating of Steel Slabs With Radar MeasurementsJJNo ratings yet
- Advanced Cold Isostatic Press MgO-C BrickDocument10 pagesAdvanced Cold Isostatic Press MgO-C BrickJJNo ratings yet
- Advanced Profile Control: Model - Optimization - ContourDocument8 pagesAdvanced Profile Control: Model - Optimization - ContourJJNo ratings yet
- The Causes and Effects of The Keys Missed in The Main Hoist Gear Reducer On The Ladle CranesDocument20 pagesThe Causes and Effects of The Keys Missed in The Main Hoist Gear Reducer On The Ladle CranesJJNo ratings yet
- Development of Basic Gunning Mixes: Comparison of Laboratory Trials, Thermochemical Calculations and Steel Plant TrialsDocument10 pagesDevelopment of Basic Gunning Mixes: Comparison of Laboratory Trials, Thermochemical Calculations and Steel Plant TrialsJJNo ratings yet
- Analysis of The Effects of Oxygen Enrichment in A Reheating FurnaceDocument12 pagesAnalysis of The Effects of Oxygen Enrichment in A Reheating FurnaceJJNo ratings yet
- Mathematical Model of Static and Dynamic Recrystallization, Roll Force and Mean Flow Stress of The Nb-Microalloyed Steels For Plain Steel Hot Roughing MillDocument10 pagesMathematical Model of Static and Dynamic Recrystallization, Roll Force and Mean Flow Stress of The Nb-Microalloyed Steels For Plain Steel Hot Roughing MillJJNo ratings yet
- Carburization Degree, Pyrolysis, Non-Destructive Techniques, Thermodynamics Calculation, Diffusion CalculationDocument10 pagesCarburization Degree, Pyrolysis, Non-Destructive Techniques, Thermodynamics Calculation, Diffusion CalculationJJNo ratings yet
- How Furnace Model Predictive Control Forecasts Transitions To Enhance Strip Quality and ProductivityDocument12 pagesHow Furnace Model Predictive Control Forecasts Transitions To Enhance Strip Quality and ProductivityJJNo ratings yet
- Reheat Furnace Efficiency at Laverton Rod MillDocument12 pagesReheat Furnace Efficiency at Laverton Rod MillJJNo ratings yet
- Non-Destructive Magnetic Measurements and Thermodynamics Calculations For Evaluation of Carburization of Tubes During PyrolysisDocument8 pagesNon-Destructive Magnetic Measurements and Thermodynamics Calculations For Evaluation of Carburization of Tubes During PyrolysisJJNo ratings yet
- Achieving Optimal Energy Savings in Hot Strip Mills With Predictive SolutionDocument8 pagesAchieving Optimal Energy Savings in Hot Strip Mills With Predictive SolutionJJNo ratings yet
- The Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsDocument10 pagesThe Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsJJNo ratings yet
- Development of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillDocument8 pagesDevelopment of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillJJNo ratings yet
- Systematic Optimization Creates Higher CompetitivenessDocument6 pagesSystematic Optimization Creates Higher CompetitivenessJJNo ratings yet
- Modernization of Continuous Casting Machine in The Era of Intelligent ManufacturingDocument12 pagesModernization of Continuous Casting Machine in The Era of Intelligent ManufacturingJJNo ratings yet
- Texture and Mechanical Behavior of UNS S32205 Duplex Stainless Steel Processed by Warm, Cold Rolling and AnnealingDocument8 pagesTexture and Mechanical Behavior of UNS S32205 Duplex Stainless Steel Processed by Warm, Cold Rolling and AnnealingJJNo ratings yet
- Process Optimization and Product Metallurgy in Long ProductsDocument12 pagesProcess Optimization and Product Metallurgy in Long ProductsJJNo ratings yet
- Effect of Allotriomorphic Ferrite Thickness On Advanced High-Strength Steel ToughnessDocument12 pagesEffect of Allotriomorphic Ferrite Thickness On Advanced High-Strength Steel ToughnessJJNo ratings yet
- Effect of Solution Treatment On Grain Size and Toughness of Lightweight Fe-Mn-Al-C SteelDocument10 pagesEffect of Solution Treatment On Grain Size and Toughness of Lightweight Fe-Mn-Al-C SteelJJNo ratings yet
- Evolution of Oxide Inclusions in 304 Stainless Steel Treated by Rare Earth During Isothermal Heating at 1,473 K (1,200°C)Document6 pagesEvolution of Oxide Inclusions in 304 Stainless Steel Treated by Rare Earth During Isothermal Heating at 1,473 K (1,200°C)JJNo ratings yet
- Advanced Continuous Annealing Technology and Application For High-Strength SteelDocument10 pagesAdvanced Continuous Annealing Technology and Application For High-Strength SteelJJNo ratings yet
- Development of A Predictive Tundish Open Eye Model Using Artificial Neural Network (ANN)Document12 pagesDevelopment of A Predictive Tundish Open Eye Model Using Artificial Neural Network (ANN)JJNo ratings yet
- 3D Thermal-Mechanical Model of Solidifying Steel StrandDocument12 pages3D Thermal-Mechanical Model of Solidifying Steel StrandJJNo ratings yet
- Practical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsDocument12 pagesPractical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsJJNo ratings yet
- Effect of M-EMS On Steel Solidification Behavior of A Round Billet CastingDocument12 pagesEffect of M-EMS On Steel Solidification Behavior of A Round Billet CastingJJNo ratings yet
- Development of A Predictive Model For Minimizing Ladle Desulfurization Cycle Time and Associated CostsDocument14 pagesDevelopment of A Predictive Model For Minimizing Ladle Desulfurization Cycle Time and Associated CostsJJNo ratings yet
- Transport PhenoDocument37 pagesTransport PhenoPrashant YadavNo ratings yet
- Enhancing Computational Fluid Dynamics With Machine LearningDocument15 pagesEnhancing Computational Fluid Dynamics With Machine LearningTalha KhalidNo ratings yet
- Fluent Theory Guide-101-136Document36 pagesFluent Theory Guide-101-136SergioCavaleriNo ratings yet
- REVIEW Lecture 24:: - Finite Volume On Complex GeometriesDocument34 pagesREVIEW Lecture 24:: - Finite Volume On Complex GeometriesCyril D'souzaNo ratings yet
- Assign4 RANSDocument2 pagesAssign4 RANSankitsaneetNo ratings yet
- Turbulence ModelingDocument62 pagesTurbulence ModelingMilos BanjacNo ratings yet
- Turbulence Models in CFD PDFDocument18 pagesTurbulence Models in CFD PDFHarmeet SinghNo ratings yet
- Reynolds-Averaged Navier-Stokes EquationsDocument15 pagesReynolds-Averaged Navier-Stokes EquationsTseganheNo ratings yet
- Huge 3-D Lattice Structure With Small Wind Turbine For Amenity SpaceDocument9 pagesHuge 3-D Lattice Structure With Small Wind Turbine For Amenity SpaceSaed SaedNo ratings yet
- Reynolds-Averaged Navier-Stokes EquationsDocument3 pagesReynolds-Averaged Navier-Stokes EquationsMirko GraneseNo ratings yet
- STAR-CCMDocument74 pagesSTAR-CCMSemanur ÖzdemirNo ratings yet
- 2d VIV PDFDocument11 pages2d VIV PDFRaghavNo ratings yet
- TFG - Espinosa Vila, Francesc XavierDocument63 pagesTFG - Espinosa Vila, Francesc XavierMilagros Alejandra Aragón DimasNo ratings yet
- Numerical Modeling of Vertical Axis Hydro Turbine With Experimental ValidationDocument9 pagesNumerical Modeling of Vertical Axis Hydro Turbine With Experimental ValidationLutfi MayasaNo ratings yet
- CFD Assignment 1 (30052157)Document15 pagesCFD Assignment 1 (30052157)Nimesh IshankaNo ratings yet
- V73No3P7 C1551 OSP HouDocument24 pagesV73No3P7 C1551 OSP HouAnh NgoNo ratings yet
- Applied Aerodynamics BookDocument213 pagesApplied Aerodynamics BookYasser NogoudNo ratings yet
- Final DissertationDocument162 pagesFinal Dissertation3444900809No ratings yet
- MastersThesisReport Jan Erik Doehler Chalmers University of TechnologyDocument135 pagesMastersThesisReport Jan Erik Doehler Chalmers University of Technology19301656No ratings yet
- Reynolds-Averaged Navier-Stokes Equations For Turbulence ModelingDocument20 pagesReynolds-Averaged Navier-Stokes Equations For Turbulence ModelingAlfa RidziNo ratings yet
- Thermal Hydraulics Analysis of Upper Plenum of ESCAPE Facility.Document60 pagesThermal Hydraulics Analysis of Upper Plenum of ESCAPE Facility.indraneelNo ratings yet
- Energies: Analysis of The Design of A Poppet Valve by Transitory SimulationDocument18 pagesEnergies: Analysis of The Design of A Poppet Valve by Transitory SimulationMarouan ElkassmiNo ratings yet
- Reynolds-Averaged Navier - Stokes EquationsDocument24 pagesReynolds-Averaged Navier - Stokes EquationsTseganheNo ratings yet