You might also like
- Thermodynamic analysis of geothermal heat pumps for civil air-conditioningFrom EverandThermodynamic analysis of geothermal heat pumps for civil air-conditioningRating: 5 out of 5 stars5/5 (2)
- ELECTRIC HEATING Lecture 1Document21 pagesELECTRIC HEATING Lecture 1UnzillahNo ratings yet
- UNIT-2 Electric HeatingDocument45 pagesUNIT-2 Electric HeatingvenkatNo ratings yet
- Unit IiiDocument42 pagesUnit Iiivaralakshmi vanapalliNo ratings yet
- Heating 1Document19 pagesHeating 1itrendwillyNo ratings yet
- Unit 2Document33 pagesUnit 2RahulNo ratings yet
- Unit 2 Electric Heating: (I) EconomicalDocument48 pagesUnit 2 Electric Heating: (I) EconomicalDilipSinghNo ratings yet
- Uep Unit 1 (Notes)Document22 pagesUep Unit 1 (Notes)bullshit sitesNo ratings yet
- 2.1 Electric Heating XDocument6 pages2.1 Electric Heating XMisango EmmanuelNo ratings yet
- Electric Heating - Reference 1Document10 pagesElectric Heating - Reference 1Shrestha SanjuNo ratings yet
- Electrical HeatingDocument66 pagesElectrical HeatingRamakrishna RagamNo ratings yet
- Electric Heating and Welding Methods ExplainedDocument71 pagesElectric Heating and Welding Methods ExplainedswaeroNo ratings yet
- Unit I Electrical HeatingDocument15 pagesUnit I Electrical Heatingavinash bNo ratings yet
- ELECTRIC HEATING METHODS AND WELDING TECHNIQUESDocument55 pagesELECTRIC HEATING METHODS AND WELDING TECHNIQUES20E150 - SOLLARUVI MNo ratings yet
- 5.4 - Methods of Electric HeatingDocument13 pages5.4 - Methods of Electric HeatingMilan AcharyaNo ratings yet
- HeatingDocument44 pagesHeatingKilaru Sai KiranNo ratings yet
- Chapter 5-Electric HeatingDocument31 pagesChapter 5-Electric HeatingAgonafirNo ratings yet
- Electric Heating and Welding - Lec 24Document31 pagesElectric Heating and Welding - Lec 24Sajid NaseebNo ratings yet
- Electric HeatingDocument19 pagesElectric HeatingksrmuruganNo ratings yet
- UEE Notes Unit 2 HeatingDocument48 pagesUEE Notes Unit 2 Heatingnithish reddyNo ratings yet
- Electric Heating&weldingDocument28 pagesElectric Heating&weldingChiranjeevi PithaniNo ratings yet
- Utilization Short NoteDocument27 pagesUtilization Short NoteDeepesh ChaurasiaNo ratings yet
- Eeguc Unit 3Document6 pagesEeguc Unit 3just funNo ratings yet
- Electric Heating Methods ExplainedDocument23 pagesElectric Heating Methods ExplainedMukesh ReddyNo ratings yet
- Electric Heating Methods ChapterDocument32 pagesElectric Heating Methods ChapterRaji GoprajuNo ratings yet
- Chapter - Heating PDFDocument42 pagesChapter - Heating PDFAdityaNo ratings yet
- Electric HeatingDocument27 pagesElectric HeatingKITSAO SAMUELNo ratings yet
- Electric HeatingDocument42 pagesElectric HeatingPankaj JorwalNo ratings yet
- 2.0 Electric HeatingDocument20 pages2.0 Electric HeatingbiddaNo ratings yet
- EED Presentation1-1Document18 pagesEED Presentation1-1HansrajNo ratings yet
- Electrical Heating-1Document13 pagesElectrical Heating-1Abdo EssaNo ratings yet
- UtilizationDocument31 pagesUtilizationamina bu bakerNo ratings yet
- UEE 5th Sem E ContentDocument67 pagesUEE 5th Sem E ContentsuregonrastaNo ratings yet
- Utilization of Electrical Energy: CHAPTER 5: Electric Heating L-5-1Document27 pagesUtilization of Electrical Energy: CHAPTER 5: Electric Heating L-5-1Frozen BoyNo ratings yet
- How Induction Heating Works PDFDocument3 pagesHow Induction Heating Works PDFpichaidvNo ratings yet
- Electric Power Utilization Class Notes 2Document32 pagesElectric Power Utilization Class Notes 2Mohamed ZaheenNo ratings yet
- Heating Effect of ElectricityDocument6 pagesHeating Effect of ElectricityDebanjan MishraNo ratings yet
- Electrical Heating Principles & ApplicationsDocument21 pagesElectrical Heating Principles & ApplicationsRao RaeesNo ratings yet
- Thermo-Electric Refrigeration Using Peltier Modules SeminarDocument17 pagesThermo-Electric Refrigeration Using Peltier Modules SeminarDebashish MohantyNo ratings yet
- Electric HeatingDocument25 pagesElectric HeatingAnonymous 1abQZINo ratings yet
- Presentation Utilization and TractionDocument36 pagesPresentation Utilization and TractionShailesh KumarNo ratings yet
- How Induction Furnaces Work Using Electromagnetic InductionDocument5 pagesHow Induction Furnaces Work Using Electromagnetic InductionOmar MushtaqNo ratings yet
- Heat Transfer Operations Experiment No.2 - Heat Transfer by ConductionDocument4 pagesHeat Transfer Operations Experiment No.2 - Heat Transfer by ConductionMayank ShelarNo ratings yet
- Unit 2 - GKDocument57 pagesUnit 2 - GKRajvir Kaur SidhuNo ratings yet
- Electric Heating: Types, Advantages and ApplicationsDocument54 pagesElectric Heating: Types, Advantages and ApplicationsSiddhant SrivastavaNo ratings yet
- Application of Fan and Blower in Room Air Heater: Engineering Design (Ta 103) ProjectDocument11 pagesApplication of Fan and Blower in Room Air Heater: Engineering Design (Ta 103) ProjectManan AroraNo ratings yet
- Temperature: On-Line Measurement Options For Process ControlDocument35 pagesTemperature: On-Line Measurement Options For Process ControlElmer HernandezNo ratings yet
- Electrical Engineering Materials TypesDocument8 pagesElectrical Engineering Materials TypesRAJESHWARINo ratings yet
- Resistance Heating 2Document3 pagesResistance Heating 2nonoNo ratings yet
- Heating Effect of Electric CurrentDocument9 pagesHeating Effect of Electric CurrentRushiNo ratings yet
- Induction Heating: Working, Benefits and ApplicationsDocument16 pagesInduction Heating: Working, Benefits and ApplicationsAbhilash MallikarjunaNo ratings yet
- Ijresm V2 I4 46 PDFDocument3 pagesIjresm V2 I4 46 PDFPavan kumarNo ratings yet
- Thermoelectric Cooling - WikipediaDocument38 pagesThermoelectric Cooling - WikipediaVenkat AlluNo ratings yet
- Electric Heating and WeldingDocument61 pagesElectric Heating and Weldingshuva rajNo ratings yet
- Bme313 HeatsinkDocument13 pagesBme313 HeatsinkL O U I E ANo ratings yet
- Energy-Efficient Ceramic Infrared Heater SimulationDocument6 pagesEnergy-Efficient Ceramic Infrared Heater SimulationAgustinus Simbolon100% (1)
- Heat Treatment Equipment Part IDocument15 pagesHeat Treatment Equipment Part IajaiforceNo ratings yet
- Introduction To Direct Energy ConversionDocument33 pagesIntroduction To Direct Energy ConversionHuzaifa Wasim100% (2)
- Benefits of induction heating for metal forging applicationsDocument4 pagesBenefits of induction heating for metal forging applicationsdhruvNo ratings yet
- Erosion-Corrosion Resistant Ceramic CoatingDocument2 pagesErosion-Corrosion Resistant Ceramic CoatingrobertomaleoNo ratings yet
- Electrical OFFICE WAREHOUSE FREEWOOD - PERMIT 2 - Part3Document1 pageElectrical OFFICE WAREHOUSE FREEWOOD - PERMIT 2 - Part3David BarrientosNo ratings yet
- NS1 Work Plan Procedure For CW Piping Installation Rev.4Document47 pagesNS1 Work Plan Procedure For CW Piping Installation Rev.4namdq-1No ratings yet
- Group-6 ATHARV CHAUHAN (172013) NITESH PANDA (172032) RAGHAV AGGARWAL (172038)Document16 pagesGroup-6 ATHARV CHAUHAN (172013) NITESH PANDA (172032) RAGHAV AGGARWAL (172038)Raghav AggrawalNo ratings yet
- Essay Tik TokDocument6 pagesEssay Tik TokEzayffa HizfarNo ratings yet
- AIR32-AIR21 13102016 Rev ADocument8 pagesAIR32-AIR21 13102016 Rev ADENVALENZNo ratings yet
- Astm F876Document13 pagesAstm F876Philip100% (1)
- SMDDocument6 pagesSMDJose SCNo ratings yet
- RQD After 20 Years Deere 1989Document101 pagesRQD After 20 Years Deere 1989Johan Van Staveren100% (1)
- Digital System Design FundamentalsDocument2 pagesDigital System Design FundamentalsRaut Amit DattatrayNo ratings yet
- TELE-audiovision International - The World‘s Largest Digital TV Trade Magazine TELE-audiovision International - 全球发行量最大的数字电视杂志Document15 pagesTELE-audiovision International - The World‘s Largest Digital TV Trade Magazine TELE-audiovision International - 全球发行量最大的数字电视杂志Alexander WieseNo ratings yet
- Establishment ManualDocument370 pagesEstablishment ManualYaasir AliNo ratings yet
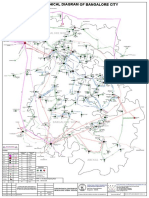
- Geographical Diagram of Bangalore CityDocument1 pageGeographical Diagram of Bangalore CityRavi Shankar VNo ratings yet
- Survey Research: Maria Lucia BarronDocument46 pagesSurvey Research: Maria Lucia BarronWendy SetiawanNo ratings yet
- 1.CEK LIST Syringe Pump PDFDocument1 page1.CEK LIST Syringe Pump PDFsri lestariNo ratings yet
- 00092021012MMDocument2 pages00092021012MMAMARENDRA SINo ratings yet
- Nirosta 4104: Krupp EdelstahlprofileDocument2 pagesNirosta 4104: Krupp EdelstahlprofileLuis MayorgaNo ratings yet
- Gecko SMA HR User ManualDocument31 pagesGecko SMA HR User ManualjhunNo ratings yet
- Analisis Preventive Maintenance Pada Mesin Produksi Dengan Metode Fuzzy FMEA - JST (AutoRecovered)Document8 pagesAnalisis Preventive Maintenance Pada Mesin Produksi Dengan Metode Fuzzy FMEA - JST (AutoRecovered)RandisNo ratings yet
- STAMPEX Soap PressDocument6 pagesSTAMPEX Soap PressL'ambassadeur de lamourNo ratings yet
- Air Deck TechniqueDocument9 pagesAir Deck TechniqueVenkata Ramana100% (1)
- Empowerment Tech MidtermDocument4 pagesEmpowerment Tech MidtermcocopitlabmixNo ratings yet
- Best U102eDocument2 pagesBest U102ePurcellMurrayNo ratings yet
- HeatEnginesVol 2 Chapter 7 RS PDFDocument29 pagesHeatEnginesVol 2 Chapter 7 RS PDFMahesh Babu TalupulaNo ratings yet
- Erosion and Erosion-Corrosion of Metals: A.V. LevyDocument12 pagesErosion and Erosion-Corrosion of Metals: A.V. LevyPritha GuptaNo ratings yet
- Cargo Aircraft Specifications GuideDocument18 pagesCargo Aircraft Specifications Guidearpitsingh06367% (3)
- BX2750Document18 pagesBX2750Mike BurdNo ratings yet
- 988G Perf ReportDocument10 pages988G Perf Reportlark_100% (1)
- BASF R5-12 Data SheetDocument1 pageBASF R5-12 Data SheetAmir RahbariNo ratings yet
- Latj 201190020Document4 pagesLatj 201190020Siddharth JhambNo ratings yet