You might also like
- Wood Crosscutting Process Analysis For Circular SaDocument14 pagesWood Crosscutting Process Analysis For Circular SaBasavaraj G LNo ratings yet
- Cut Force 2-FormulaDocument13 pagesCut Force 2-FormulasarvanNo ratings yet
- Design On Reducing Energy Full PaperDocument15 pagesDesign On Reducing Energy Full PaperFernando Spanholi TelesNo ratings yet
- The Influence of Wood Moisture Content On The Process of Circular Rip-Sawing. Part I: Power Requirements and Specific Cutting ForcesDocument15 pagesThe Influence of Wood Moisture Content On The Process of Circular Rip-Sawing. Part I: Power Requirements and Specific Cutting ForcesVelina MilevaNo ratings yet
- Influence of Wood ModificationDocument11 pagesInfluence of Wood Modificationkulin_banNo ratings yet
- Wood Research Effect of Average Chip Thickness and Cutting Speed On Cutting Forces and Surface Roughness During Peripheral Up Milling of Wood Flour/Polyvinyl Chloride CompositeDocument10 pagesWood Research Effect of Average Chip Thickness and Cutting Speed On Cutting Forces and Surface Roughness During Peripheral Up Milling of Wood Flour/Polyvinyl Chloride CompositeMujib wahyu satriyoNo ratings yet
- Cutting Power During Cross-Cutting of Selected WooDocument13 pagesCutting Power During Cross-Cutting of Selected WooamithaNo ratings yet
- 2003 MTMBoring Mechanics Part 1Document15 pages2003 MTMBoring Mechanics Part 1hunter lawsonNo ratings yet
- Stress Analysis of The Rotating Circular Saw Blade and KOVAŘÍK MartinDocument8 pagesStress Analysis of The Rotating Circular Saw Blade and KOVAŘÍK Martink cNo ratings yet
- Dimension PaperDocument7 pagesDimension PaperFrankensteinNo ratings yet
- 1Document20 pages1Dedy SyahPutraNo ratings yet
- Cutting Forces and Vibrations During Ball End Milling of Inclined SurfacesDocument6 pagesCutting Forces and Vibrations During Ball End Milling of Inclined SurfacesHuy NguyenNo ratings yet
- Cutting Forces in Peripheral Up-Milling of ParticleboardDocument15 pagesCutting Forces in Peripheral Up-Milling of Particleboardkulin_banNo ratings yet
- Micro Milling of Metallic Materials - A Brief: Pedro Cardoso João Paulo DavimDocument7 pagesMicro Milling of Metallic Materials - A Brief: Pedro Cardoso João Paulo DavimpurgeNo ratings yet
- A Review of Wood Machining Literature With A Special Focus On SawingDocument15 pagesA Review of Wood Machining Literature With A Special Focus On SawingAmit TewariNo ratings yet
- Edge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingDocument6 pagesEdge Preparation of Cutting Tools and It Impect On Cutting Forces During MillingJo marNo ratings yet
- Wear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaDocument8 pagesWear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaAravindkumarNo ratings yet
- A New Dynamic Model For Drilling and Reaming Processes Yang2002Document13 pagesA New Dynamic Model For Drilling and Reaming Processes Yang2002RihabChommakhNo ratings yet
- MET 49 4 339 342 Sekulic PDFDocument4 pagesMET 49 4 339 342 Sekulic PDFZerina ČustovićNo ratings yet
- Determining The Coefficient of Friction of Wood Based Materals For Furniture Panels in The Aspect of Modelling Their Shredding ProcessDocument18 pagesDetermining The Coefficient of Friction of Wood Based Materals For Furniture Panels in The Aspect of Modelling Their Shredding ProcessFernando SaldañaNo ratings yet
- Investigation Into The Effect of Tool-Chip Contact Length OnDocument5 pagesInvestigation Into The Effect of Tool-Chip Contact Length OnAbid HussainNo ratings yet
- Analysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingDocument12 pagesAnalysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingАО НИИТ АО НИИТNo ratings yet
- Optimization of Process Parameters of Friction Stir Welded MG Alloys For Maximizing Mechanical PropertiesDocument7 pagesOptimization of Process Parameters of Friction Stir Welded MG Alloys For Maximizing Mechanical PropertiesIJRASETPublicationsNo ratings yet
- Cutting Tool Overha70-010-2654-YDocument8 pagesCutting Tool Overha70-010-2654-YMohammed EndrisNo ratings yet
- Engineering Science and Technology, An International JournalDocument7 pagesEngineering Science and Technology, An International JournalGonzalo Paredes ContrerasNo ratings yet
- Observation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDocument7 pagesObservation of Tool Life of Micro End Mills: Blair Martin, Justin Morrow, Patrick Heaney, and Frank E. PfefferkornDejan JovanovicNo ratings yet
- s10086 016 1555 6 PDFDocument11 pagess10086 016 1555 6 PDFMouhib SaidaniNo ratings yet
- Bài báo khoa họcDocument12 pagesBài báo khoa họcQuan NguyenNo ratings yet
- A Study of Abrasive Waterjet Cutting of Metallic Coated Sheet SteelsDocument16 pagesA Study of Abrasive Waterjet Cutting of Metallic Coated Sheet Steelsmusaismail8863No ratings yet
- An Analytical Drilling Model of Drag Bits For Evaluation of Rock StrengthDocument14 pagesAn Analytical Drilling Model of Drag Bits For Evaluation of Rock StrengthImeirdaOlivantiaNo ratings yet
- 18 Vatzkicheva Grigorova 2017Document4 pages18 Vatzkicheva Grigorova 2017alvaroNo ratings yet
- Ijri Me 01 011Document8 pagesIjri Me 01 011ijripublishersNo ratings yet
- Feed RateDocument14 pagesFeed RateAbdallah Irfaan RamjanNo ratings yet
- Hole Quality in DrillingDocument11 pagesHole Quality in DrillingJack BurtonNo ratings yet
- Experimental Evaluation and Modeling Analysis of Micromilling of Hardened H13 Tool SteelsDocument11 pagesExperimental Evaluation and Modeling Analysis of Micromilling of Hardened H13 Tool SteelsBABY0319No ratings yet
- 1285Document8 pages1285irinuca12No ratings yet
- Force Peripheral MillingDocument10 pagesForce Peripheral Millingabdsu75No ratings yet
- Surface Quality After Broaching With Variable Cutting ThicknessDocument6 pagesSurface Quality After Broaching With Variable Cutting ThicknessThequang HongocNo ratings yet
- ICM2188Document5 pagesICM2188alfredo avilaNo ratings yet
- 1 s2.0 S2212017314001030 Main PDFDocument7 pages1 s2.0 S2212017314001030 Main PDFDrRoja A RNo ratings yet
- Matecconf Imanee2018Document6 pagesMatecconf Imanee2018Irina BesliuNo ratings yet
- Analytical Models For High Performance Milling. Part II: Process Dynamics and StabilityDocument11 pagesAnalytical Models For High Performance Milling. Part II: Process Dynamics and StabilityAditya Pujasakti YuswiNo ratings yet
- Scientific Basis For The Substantiation of Process Regulations For The MicroCutting of Hardened GearsDocument10 pagesScientific Basis For The Substantiation of Process Regulations For The MicroCutting of Hardened GearsБорис ВоронцовNo ratings yet
- Simulation of Bending and Torsion Tests of Non-WeldedDocument9 pagesSimulation of Bending and Torsion Tests of Non-WeldedBRAYAN ALEJANDRO REYES VILLANUEVANo ratings yet
- (Kekasaranpermukaan) IJESIT201301 51 PDFDocument7 pages(Kekasaranpermukaan) IJESIT201301 51 PDFMuhammad Tatma'inul QulubNo ratings yet
- Experimental Investigation On Spinning of Aluminum Alloy 19500 CupDocument7 pagesExperimental Investigation On Spinning of Aluminum Alloy 19500 CupArifat Ridho DionNo ratings yet
- Optimization of Process Parameters in Turning and Threading Operation-A ReviewDocument5 pagesOptimization of Process Parameters in Turning and Threading Operation-A ReviewIJRASETPublicationsNo ratings yet
- Research On Cutting Performance of Ceramic Cutting Tools in Milling High Density FiberboardDocument15 pagesResearch On Cutting Performance of Ceramic Cutting Tools in Milling High Density FiberboardArturo PeñalozaNo ratings yet
- Timber Structures: Donald W. Neal, P.EDocument58 pagesTimber Structures: Donald W. Neal, P.EsunndaihannNo ratings yet
- 33 Icriet-196Document4 pages33 Icriet-19620MEB177 Azfar AliNo ratings yet
- Machining Properties of WoodDocument144 pagesMachining Properties of WoodManuelContrerasNo ratings yet
- Hinds2000 PDFDocument14 pagesHinds2000 PDFASHUTOSH PANDEYNo ratings yet
- Investigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningDocument8 pagesInvestigation of Tool Life in Al / Sic Composite Material With Ultrasonic Waves MachiningTJPRC PublicationsNo ratings yet
- International Journal of Machine Tools & Manufacture: Marcelo Mendes de Aguiar, Anselmo Eduardo Diniz, Robson PederivaDocument10 pagesInternational Journal of Machine Tools & Manufacture: Marcelo Mendes de Aguiar, Anselmo Eduardo Diniz, Robson PederivaCaio CruzNo ratings yet
- 1 s2.0 S2212671612001813 MainDocument6 pages1 s2.0 S2212671612001813 MainMarcelo SantanaNo ratings yet
- Micro Milling Review PaperDocument4 pagesMicro Milling Review PaperAnushree VinuNo ratings yet
- Author's Accepted Manuscript: Tribiology InternationalDocument22 pagesAuthor's Accepted Manuscript: Tribiology InternationalAzaath AzuNo ratings yet
- Determination of Natural Frequency Values in Bending Sheet Metals Using Finite Element MethodDocument7 pagesDetermination of Natural Frequency Values in Bending Sheet Metals Using Finite Element MethodInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Mohd Zaim Bin Mohd ZukeriDocument36 pagesMohd Zaim Bin Mohd Zukerisaded05No ratings yet
- Akanbenson Inec To PrintDocument1 pageAkanbenson Inec To PrintChrisNo ratings yet
- 6.07 Computer LabsDocument15 pages6.07 Computer LabsChrisNo ratings yet
- PJXH XDocument7 pagesPJXH XChrisNo ratings yet
- Xcs 1200u Ex UkDocument2 pagesXcs 1200u Ex UkChrisNo ratings yet
- NVC in Carpentry and JoineryDocument80 pagesNVC in Carpentry and JoineryChrisNo ratings yet
- WAEC Syllabus For WoodworkDocument12 pagesWAEC Syllabus For WoodworkChrisNo ratings yet
- 23 Salary Structure and Teacher RetentionDocument11 pages23 Salary Structure and Teacher RetentionChrisNo ratings yet
- Ee6404 Measurements and InstrumentationDocument69 pagesEe6404 Measurements and InstrumentationAbiodun IloriNo ratings yet
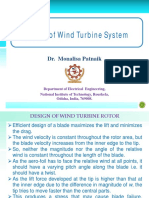
- Design of Wind RotorDocument23 pagesDesign of Wind Rotorayash mohantyNo ratings yet
- Signature RedactedDocument165 pagesSignature RedactedCristhianNo ratings yet
- Quantum Mechanics Numerical Solutions of The Schrodinger EquationDocument14 pagesQuantum Mechanics Numerical Solutions of The Schrodinger EquationAnirban ShawNo ratings yet
- Chemistry Paper 2 TZ2 SLDocument24 pagesChemistry Paper 2 TZ2 SLMaría JulianaNo ratings yet
- 03 - Lab 21 Postma Lab ManualDocument13 pages03 - Lab 21 Postma Lab ManualJoseph GulerNo ratings yet
- CPL FPP Vspeed and Aerodrome Therory PDFDocument12 pagesCPL FPP Vspeed and Aerodrome Therory PDFRaveena SharmaNo ratings yet
- Research (Design of Water Tank-Appendix)Document19 pagesResearch (Design of Water Tank-Appendix)Alyssa Mae GomezNo ratings yet
- Physics Experiment - 2Document3 pagesPhysics Experiment - 2Sandipan SamantaNo ratings yet
- For NA EU WB37 Intelligent Battery Safety Guidelines v1.0Document27 pagesFor NA EU WB37 Intelligent Battery Safety Guidelines v1.0ramon romahnNo ratings yet
- Astm C 642-97 PDFDocument3 pagesAstm C 642-97 PDFVasco Sorte100% (1)
- Tiempo KleinDocument43 pagesTiempo KleinIxchéel PilónNo ratings yet
- Lecture 8: Voltage Regulation: ECE 5984: Power Distribution System AnalysisDocument34 pagesLecture 8: Voltage Regulation: ECE 5984: Power Distribution System Analysisante mitarNo ratings yet
- BCC M324-0000-10-003-VX44T2-050 Ordercode: BCC059Y: Single-Ended CordsetsDocument2 pagesBCC M324-0000-10-003-VX44T2-050 Ordercode: BCC059Y: Single-Ended Cordsetsarnal18No ratings yet
- Electrical Transmission Is The Process of DeliveringDocument2 pagesElectrical Transmission Is The Process of DeliveringGray Fox GarcíaNo ratings yet
- Lecture 1Document14 pagesLecture 1ybtech studioNo ratings yet
- International AS Level Physics Example Responses PH02 Unit2Document42 pagesInternational AS Level Physics Example Responses PH02 Unit2andhi soesiloNo ratings yet
- TEST Y9 Measurng Density Motion 2023Document2 pagesTEST Y9 Measurng Density Motion 2023josefinarNo ratings yet
- Installation Commissioning Manual REB670 1.2Document194 pagesInstallation Commissioning Manual REB670 1.2sunny1725No ratings yet
- PEB2063 - Production Engineering IDocument39 pagesPEB2063 - Production Engineering IadlinaNo ratings yet
- Organic Chemistry - Chapter 12 Oxidation - ReductionDocument18 pagesOrganic Chemistry - Chapter 12 Oxidation - ReductionSairille ManejaNo ratings yet
- Pasalgad@bec: EL. +0,00 MMDocument1 pagePasalgad@bec: EL. +0,00 MMoliver000008No ratings yet
- Energy, Work and Power: PHY111: Mechanics and Thermo Properties of MatterDocument71 pagesEnergy, Work and Power: PHY111: Mechanics and Thermo Properties of MatterStudent 365No ratings yet
- Dewatering Pump: Instruction, Installation, Operation and Maintenance ManualDocument5 pagesDewatering Pump: Instruction, Installation, Operation and Maintenance ManualDeepNo ratings yet
- SC - CalculationDocument7 pagesSC - CalculationengineerNo ratings yet
- Kobelco Flux Coated Wires 2009Document28 pagesKobelco Flux Coated Wires 2009Uthanmalliah NagarajanNo ratings yet
- 5 - 14ME2007 - FP SymbolsDocument40 pages5 - 14ME2007 - FP SymbolsShalom LivingstonNo ratings yet
- Pyramid Ias Academy: KaraikudiDocument12 pagesPyramid Ias Academy: KaraikudiArrow BuildersNo ratings yet
- Reinforced Concrete Design II - ACI 318: Design of Hollow Block and Ribbed SlabsDocument37 pagesReinforced Concrete Design II - ACI 318: Design of Hollow Block and Ribbed Slabsmedo eidNo ratings yet
- EN Product-Info Axio-Observer Bio Rel2-0Document24 pagesEN Product-Info Axio-Observer Bio Rel2-0marini sidekNo ratings yet