You might also like
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Spears Butterfly Valve InstallationDocument1 pageSpears Butterfly Valve Installationimmanuel izaniNo ratings yet
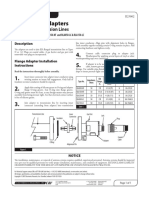
- 2 / " Pressure, Vacuum & Turbo Gauges: Installation Instructions 1 16Document2 pages2 / " Pressure, Vacuum & Turbo Gauges: Installation Instructions 1 16Tânia RodriguesNo ratings yet
- 巴尔顿 Bardon: Before You BeginDocument12 pages巴尔顿 Bardon: Before You BeginRudi PrasetyoNo ratings yet
- Gleason - Submresible Pump Cable ReelDocument4 pagesGleason - Submresible Pump Cable ReelIgor GrytsenkoNo ratings yet
- Si 6rp0a 001 EngDocument1 pageSi 6rp0a 001 EngBernardo LizardiNo ratings yet
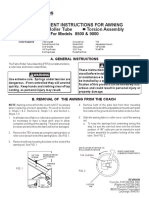
- Fabric Roller Tube Torsion Assembly Replacement Instructions For AwningDocument7 pagesFabric Roller Tube Torsion Assembly Replacement Instructions For Awningdogman1313No ratings yet
- Align AL CE500P ManualDocument15 pagesAlign AL CE500P Manualreginaldo020471No ratings yet
- WEMA S3 Senders - Installation ManualDocument2 pagesWEMA S3 Senders - Installation ManualAbraham Márquez PaxtiánNo ratings yet
- 16K in PDFDocument2 pages16K in PDFossoskiNo ratings yet
- Murphy.70 Press - SendDocument1 pageMurphy.70 Press - SendAndres CelyNo ratings yet
- Infinity Kappa Series User ManualDocument3 pagesInfinity Kappa Series User ManualDamian KronselkaNo ratings yet
- Yamaha TDM 850 Scottoiler VSystem English8!8!2012Document1 pageYamaha TDM 850 Scottoiler VSystem English8!8!2012kojot-bg2640No ratings yet
- Tigerclaw Installation Instructions For TCG Tc120Document2 pagesTigerclaw Installation Instructions For TCG Tc120jim6116No ratings yet
- Oversized 3/5/reverse & Underdrive Pressure Control Valve KitDocument2 pagesOversized 3/5/reverse & Underdrive Pressure Control Valve KithidraulicNo ratings yet
- Inst DT 09-14 PDFDocument4 pagesInst DT 09-14 PDFAndreea NanNo ratings yet
- One Touch Hydraulic Punch Clamp Operator's ManualDocument21 pagesOne Touch Hydraulic Punch Clamp Operator's Manualtrung vothaiNo ratings yet
- Ducati - ST4s - Scottoiler Vsystem - English3-9-2014Document1 pageDucati - ST4s - Scottoiler Vsystem - English3-9-2014Simon HesterNo ratings yet
- DODGE V Belt IOM PDFDocument8 pagesDODGE V Belt IOM PDFSupervisorNo ratings yet
- Bath Drain: Before You Begin Before You BeginDocument6 pagesBath Drain: Before You Begin Before You Beginarizarmani10No ratings yet
- MZ590803EX - Luz Interior PortonDocument11 pagesMZ590803EX - Luz Interior PortonPepe PerezNo ratings yet
- DEH-P3950MP: Installation EnglishDocument7 pagesDEH-P3950MP: Installation EnglishJose NuñezNo ratings yet
- File 1448492388Document1 pageFile 1448492388Remy MendozaNo ratings yet
- Tenaris Conn2 PDFDocument28 pagesTenaris Conn2 PDFDanielNo ratings yet
- Liquid End: SheetDocument5 pagesLiquid End: SheetCarlos MercadoNo ratings yet
- RTN Super Dual Band Solution V100R008C10 User Manual 01 PDFDocument15 pagesRTN Super Dual Band Solution V100R008C10 User Manual 01 PDFLubo PicturesMakerNo ratings yet
- Installation Instructions & Reference GuideDocument15 pagesInstallation Instructions & Reference GuidePaul CharltonNo ratings yet
- 0.6m Class 4 Antenna Installation Manual PDFDocument15 pages0.6m Class 4 Antenna Installation Manual PDFHenry EzeiloNo ratings yet
- TFP651!08!2018 Tyco Raven SprinklerDocument10 pagesTFP651!08!2018 Tyco Raven SprinklerzfrlNo ratings yet
- Oversized C2 Clutch Control Valve Kit: Aisin AW TF-80SC, TF-81SCDocument2 pagesOversized C2 Clutch Control Valve Kit: Aisin AW TF-80SC, TF-81SCossoskiNo ratings yet
- Pull-Safe PS-P (Polybutylene Terephthalate (PBT) .Polycarbonate (PC) )Document2 pagesPull-Safe PS-P (Polybutylene Terephthalate (PBT) .Polycarbonate (PC) )mathan_aeNo ratings yet
- 3570 IntroDocument1 page3570 Introbedoo54No ratings yet
- W BT2Document30 pagesW BT2Livestream & gameplay Mobile legendsNo ratings yet
- CH 8 Suspension & SteeringDocument41 pagesCH 8 Suspension & SteeringjustcheerfulNo ratings yet
- Tm9-2610-200-14 US Army Tire ManualDocument207 pagesTm9-2610-200-14 US Army Tire Manualr17g100% (1)
- Para-Flex Couplings: Includes ATEX Certified Couplings Instruction ManualDocument4 pagesPara-Flex Couplings: Includes ATEX Certified Couplings Instruction Manualrrobles011No ratings yet
- Air Line Filter: Operating Instructions & Parts ManualDocument18 pagesAir Line Filter: Operating Instructions & Parts ManualZeckNo ratings yet
- File 9563 EmAlbumalbumselastimoldIS 0749pdfClickHereaDocument2 pagesFile 9563 EmAlbumalbumselastimoldIS 0749pdfClickHereagabriel molinaNo ratings yet
- Stage 1 MiniROV Build ManualDocument20 pagesStage 1 MiniROV Build Manualayhan mentesNo ratings yet
- Oversized E-Shift Valve Kit: Allison 1000/2000/2400Document1 pageOversized E-Shift Valve Kit: Allison 1000/2000/2400mekatronikaNo ratings yet
- CBN Series 2000 Emerson BrowningDocument20 pagesCBN Series 2000 Emerson BrowningLuis Ramón Argüello RealNo ratings yet
- HWP CW UC8 Generic IM 0422 PDFDocument12 pagesHWP CW UC8 Generic IM 0422 PDFQuang PhanNo ratings yet
- Eaton Winner Hoses and FittingsDocument24 pagesEaton Winner Hoses and FittingsKeron TrotzNo ratings yet
- Hose AssemblyDocument1 pageHose AssemblyScott SepperNo ratings yet
- Rear Drive System: Service InstructionsDocument6 pagesRear Drive System: Service InstructionsjimmyjoeNo ratings yet
- PACCAR Alternator InstructionsDocument7 pagesPACCAR Alternator Instructionsquepex76No ratings yet
- 2014 Chevrolet Silverado 5.3L: Installation Instructions 15268Document2 pages2014 Chevrolet Silverado 5.3L: Installation Instructions 15268Rafael Agustin Menchaca MarinNo ratings yet
- Spears True Union Ball - Ball Check - Three Way Ball Valve Installation InstructionsDocument2 pagesSpears True Union Ball - Ball Check - Three Way Ball Valve Installation InstructionsTrEnD SeT vicky rioNo ratings yet
- Proportioning Valve KIT Installation InstructionsDocument1 pageProportioning Valve KIT Installation InstructionsHenry CanalesNo ratings yet
- Proportioning Valve KIT Installation InstructionsDocument2 pagesProportioning Valve KIT Installation InstructionsHenry CanalesNo ratings yet
- Surge ArrestersDocument4 pagesSurge ArresterscrcruzpNo ratings yet
- Assembly Instructions - Tube CouplingsDocument1 pageAssembly Instructions - Tube CouplingsEr.Amritpal SinghNo ratings yet
- Installation Instructions & Reference GuideDocument19 pagesInstallation Instructions & Reference GuideАртемNo ratings yet
- Pressure Roller Equipment: 307-713 Instructions-Parts ListDocument4 pagesPressure Roller Equipment: 307-713 Instructions-Parts ListLuis LugoNo ratings yet
- Disassembly & Reassembly: RequiredDocument19 pagesDisassembly & Reassembly: RequiredChriscarl De Lima100% (1)
- InstallationDocument1 pageInstallationtim8682No ratings yet
- DELTA-P-VALVE MEP-4802-DPV - DatasheetDocument4 pagesDELTA-P-VALVE MEP-4802-DPV - Datasheetboukhalfa.oman.muscatNo ratings yet
- SA Separator Installation SheetDocument1 pageSA Separator Installation SheetvenkNo ratings yet
- DatasheetDocument4 pagesDatasheetzavabossNo ratings yet
- NXT Stager Control Manual REV FDocument18 pagesNXT Stager Control Manual REV FAdriánLópezNo ratings yet
- Manual Installation Instructions Bulletin 642-jDocument24 pagesManual Installation Instructions Bulletin 642-jReinaldo RamirezNo ratings yet
- Square D HGL36060C PowerPact H-Frame Molded Case Circuit Breakers Data SheetDocument2 pagesSquare D HGL36060C PowerPact H-Frame Molded Case Circuit Breakers Data SheetTrEnD SeT vicky rioNo ratings yet
- Spears Butterfly Check Valve Installation ManualDocument6 pagesSpears Butterfly Check Valve Installation ManualTrEnD SeT vicky rioNo ratings yet
- Spears Tru Union Ball Valve Installation InstructionsDocument2 pagesSpears Tru Union Ball Valve Installation InstructionsTrEnD SeT vicky rioNo ratings yet
- Yokogawa Model ISC40G Inductive Conductivity Sensor Data SheetDocument12 pagesYokogawa Model ISC40G Inductive Conductivity Sensor Data SheetTrEnD SeT vicky rioNo ratings yet
- Spirax Sarcao FTS14 Stream Trap Data SheetDocument5 pagesSpirax Sarcao FTS14 Stream Trap Data SheetTrEnD SeT vicky rioNo ratings yet
- Spirax Sarcao FTS14 Stream Trap Installation and Maintenance ManualDocument12 pagesSpirax Sarcao FTS14 Stream Trap Installation and Maintenance ManualTrEnD SeT vicky rioNo ratings yet
- Square D QOM50VH Circuit Breakers Data SheetDocument2 pagesSquare D QOM50VH Circuit Breakers Data SheetTrEnD SeT vicky rioNo ratings yet
- FT43, FT44, FT46 and FT47 Ball Float Steam TrapsDocument16 pagesFT43, FT44, FT46 and FT47 Ball Float Steam TrapsRiyanNo ratings yet
- Square D PDC6HD6 Power Distribution Data SheetDocument2 pagesSquare D PDC6HD6 Power Distribution Data SheetTrEnD SeT vicky rioNo ratings yet
- Spears True Union Ball - Ball Check - Three Way Ball Valve Installation InstructionsDocument2 pagesSpears True Union Ball - Ball Check - Three Way Ball Valve Installation InstructionsTrEnD SeT vicky rioNo ratings yet
- Squre D 60107 Circuit Breakers Data SheetDocument3 pagesSqure D 60107 Circuit Breakers Data SheetTrEnD SeT vicky rioNo ratings yet
- Stubbe DHV-712 R Pressure Valve IOMDocument16 pagesStubbe DHV-712 R Pressure Valve IOMTrEnD SeT vicky rioNo ratings yet
- Stubbe DHV-712 Pressure Relief Valve Operating and Maintenace Instructions ManualDocument12 pagesStubbe DHV-712 Pressure Relief Valve Operating and Maintenace Instructions ManualTrEnD SeT vicky rioNo ratings yet
- Stubbe DHV-712 Pressure Relief Valve Operating and Maintenace Instructions ManualDocument12 pagesStubbe DHV-712 Pressure Relief Valve Operating and Maintenace Instructions ManualTrEnD SeT vicky rioNo ratings yet
- Squre D 60127 Circuit Breakers Data SheetDocument2 pagesSqure D 60127 Circuit Breakers Data SheetTrEnD SeT vicky rioNo ratings yet
- Squre D 60103 Circuit Breakers Data SheetDocument2 pagesSqure D 60103 Circuit Breakers Data SheetTrEnD SeT vicky rioNo ratings yet
- A-B 1492-MCGAT115 Circuit Breaker Data SheetDocument1 pageA-B 1492-MCGAT115 Circuit Breaker Data SheetTrEnD SeT vicky rioNo ratings yet
- Squre D 60107 Circuit Breakers Data SheetDocument3 pagesSqure D 60107 Circuit Breakers Data SheetTrEnD SeT vicky rioNo ratings yet
- Squre D 60101 Circuit Breakers Data SheetDocument3 pagesSqure D 60101 Circuit Breakers Data SheetTrEnD SeT vicky rioNo ratings yet
- Straub Flex 1L Coupling Data SheetDocument1 pageStraub Flex 1L Coupling Data SheetTrEnD SeT vicky rioNo ratings yet
- Stubbe DHV-712 Pressure Relief Valve Data SheetDocument10 pagesStubbe DHV-712 Pressure Relief Valve Data SheetTrEnD SeT vicky rioNo ratings yet
- A-B 800T & 800H PilotLight Push Buttons Data SheetDocument77 pagesA-B 800T & 800H PilotLight Push Buttons Data SheetTrEnD SeT vicky rioNo ratings yet
- A-B 700HA Relay Spec SheetDocument4 pagesA-B 700HA Relay Spec SheetTrEnD SeT vicky rioNo ratings yet
- A-B 1492 J IEC Terminal Blocks Data SheetDocument5 pagesA-B 1492 J IEC Terminal Blocks Data SheetTrEnD SeT vicky rioNo ratings yet
- The Pneumatics of Hero of AlexandriaDocument5 pagesThe Pneumatics of Hero of Alexandriaapi-302781094No ratings yet
- Class 12 Physics Derivations Shobhit NirwanDocument6 pagesClass 12 Physics Derivations Shobhit Nirwanaastha.sawlaniNo ratings yet
- Hyundai SL760Document203 pagesHyundai SL760Anonymous yjK3peI7100% (3)
- Control ValvesDocument95 pagesControl ValvesHardik Acharya100% (1)
- .IAF-GD5-2006 Guide 65 Issue 3Document30 pages.IAF-GD5-2006 Guide 65 Issue 3bg_phoenixNo ratings yet
- Saflex-Dg - 41 Data SheetDocument5 pagesSaflex-Dg - 41 Data SheetrasheedgotzNo ratings yet
- SAMPLE MCQuestions ByTopicsDocument45 pagesSAMPLE MCQuestions ByTopicsVeeru ManikantaNo ratings yet
- Sim Uge1Document62 pagesSim Uge1ALLIAH NICHOLE SEPADANo ratings yet
- LG LFX31945 Refrigerator Service Manual MFL62188076 - Signature2 Brand DID PDFDocument95 pagesLG LFX31945 Refrigerator Service Manual MFL62188076 - Signature2 Brand DID PDFplasmapete71% (7)
- Analisis Kebutuhan Bahan Ajar Berbasis EDocument9 pagesAnalisis Kebutuhan Bahan Ajar Berbasis ENur Hanisah AiniNo ratings yet
- AYUMJADocument1 pageAYUMJASoumet Das SoumetNo ratings yet
- School Based Management Contextualized Self Assessment and Validation Tool Region 3Document29 pagesSchool Based Management Contextualized Self Assessment and Validation Tool Region 3Felisa AndamonNo ratings yet
- Test On Real NumberaDocument1 pageTest On Real Numberaer.manalirathiNo ratings yet
- Engineering Management: Class RequirementsDocument30 pagesEngineering Management: Class RequirementsMigaeaNo ratings yet
- Importance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesDocument61 pagesImportance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesjrtnNo ratings yet
- PDS DeltaV SimulateDocument9 pagesPDS DeltaV SimulateJesus JuarezNo ratings yet
- PTW Site Instruction NewDocument17 pagesPTW Site Instruction NewAnonymous JtYvKt5XENo ratings yet
- 2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Document2 pages2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Edison LimNo ratings yet
- Daftar ObatDocument18 pagesDaftar Obatyuyun hanakoNo ratings yet
- Code of Ethics For Civil Engineers PiceDocument3 pagesCode of Ethics For Civil Engineers PiceEdwin Ramos Policarpio100% (3)
- "Tell Me and I Forget, Teach Me and I May Remember, Involve MeDocument1 page"Tell Me and I Forget, Teach Me and I May Remember, Involve MeBesufkad Yalew YihunNo ratings yet
- Jinivefsiti: Sultan LorisDocument13 pagesJinivefsiti: Sultan LorisSITI HAJAR BINTI MOHD LATEPINo ratings yet
- SSC Gr8 Biotech Q4 Module 1 WK 1 - v.01-CC-released-09May2021Document22 pagesSSC Gr8 Biotech Q4 Module 1 WK 1 - v.01-CC-released-09May2021Ivy JeanneNo ratings yet
- E7d61 139.new Directions in Race Ethnicity and CrimeDocument208 pagesE7d61 139.new Directions in Race Ethnicity and CrimeFlia Rincon Garcia SoyGabyNo ratings yet
- Course Outline ENTR401 - Second Sem 2022 - 2023Document6 pagesCourse Outline ENTR401 - Second Sem 2022 - 2023mahdi khunaiziNo ratings yet
- Philo Q2 Lesson 5Document4 pagesPhilo Q2 Lesson 5Julliana Patrice Angeles STEM 11 RUBYNo ratings yet
- Functions of Theory in ResearchDocument2 pagesFunctions of Theory in ResearchJomariMolejonNo ratings yet
- 2007 ATRA Seminar ManualDocument272 pages2007 ATRA Seminar Manualtroublezaur100% (3)
- Categorical SyllogismDocument3 pagesCategorical SyllogismYan Lean DollisonNo ratings yet
- CE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Document6 pagesCE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Angelice Alliah De la CruzNo ratings yet