You might also like
- Recoil - Fallout Edition 2020Document19 pagesRecoil - Fallout Edition 20209976382No ratings yet
- Reactor Design PDFDocument13 pagesReactor Design PDFOmesh BoroleNo ratings yet
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsFrom EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsRating: 4 out of 5 stars4/5 (5)
- Reactor Design LessonDocument10 pagesReactor Design LessonKrystel Monica ManaloNo ratings yet
- Lecture Notes Catalysis EngineeringDocument221 pagesLecture Notes Catalysis Engineeringburbuja412100% (1)
- ReactorsDocument38 pagesReactorsFransiska Adelia Froggers100% (1)
- Quastion in Ingles GOLDocument12 pagesQuastion in Ingles GOLAlda Ghisi FrigiNo ratings yet
- Moorthy Biswas 2016aDocument12 pagesMoorthy Biswas 2016adanielaNo ratings yet
- Kuliah Teknik Reaksi Kimia HomogenDocument19 pagesKuliah Teknik Reaksi Kimia HomogenThe Golden PieNo ratings yet
- SCH 421 Reactor Design WEEK 1 & 2 Notes-1Document15 pagesSCH 421 Reactor Design WEEK 1 & 2 Notes-1vivaline AchiengNo ratings yet
- Che 307 Lec1 2Document12 pagesChe 307 Lec1 2Zabo TrewNo ratings yet
- Sut Kar 2009Document11 pagesSut Kar 2009Anurag SrivastavaNo ratings yet
- Iloeje 2018Document12 pagesIloeje 2018¡SrDanecMxNo ratings yet
- Convective Mixing and Chemical Reactions in Microchannels With High Flow RatesDocument14 pagesConvective Mixing and Chemical Reactions in Microchannels With High Flow RateswassermeloneNo ratings yet
- Falk 2010Document7 pagesFalk 2010Bui Ngo Que NghiNo ratings yet
- Industrial Wastewaters Treated by Electrocoagulation: Electrochimica ActaDocument7 pagesIndustrial Wastewaters Treated by Electrocoagulation: Electrochimica ActaPraveen KumarNo ratings yet
- Reactor Design Report: Types of Reactors and Kinetic AnalysisDocument30 pagesReactor Design Report: Types of Reactors and Kinetic AnalysisAhmed YounisNo ratings yet
- Micro ReactorDocument7 pagesMicro ReactorMaxwell Quezada FelizNo ratings yet
- Micro ReactorDocument7 pagesMicro Reactorrr1819No ratings yet
- Modeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneDocument6 pagesModeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneAnonymous HjB1bhmNo ratings yet
- Applsci 09 00532Document20 pagesApplsci 09 00532Anonymous 5ZIf90XgzNo ratings yet
- Falling FilmDocument21 pagesFalling FilmGhaya Bani RushaidNo ratings yet
- Lindner 2012Document9 pagesLindner 2012RaihanNo ratings yet
- Chemical Engineering Process Design: Mody and Marchildon: Chapter 19 Chemical ReactionDocument11 pagesChemical Engineering Process Design: Mody and Marchildon: Chapter 19 Chemical ReactionMoro SalifuNo ratings yet
- 2008 Minh AICHE PDFDocument9 pages2008 Minh AICHE PDFinf2014No ratings yet
- Scale-Up of Monolithic Reactors-Wolf (Bayer) Has PA Reactor BasisDocument8 pagesScale-Up of Monolithic Reactors-Wolf (Bayer) Has PA Reactor Basisdaraj darajNo ratings yet
- Industrial Design, Scale-Up, and Use of MicroreactorsDocument4 pagesIndustrial Design, Scale-Up, and Use of MicroreactorsMihaela RomanNo ratings yet
- Ijee 1045Document11 pagesIjee 1045ary.engenharia1244No ratings yet
- ST IreneDocument12 pagesST IrenedaryaxNo ratings yet
- Tüm NotlarDocument1,271 pagesTüm NotlarGöksel VATANNo ratings yet
- The Effects of Pore Constriction On The Behavior of Electrochemical Fixed Bed Reactor: Mathematical Modeling and Computer SimulationDocument10 pagesThe Effects of Pore Constriction On The Behavior of Electrochemical Fixed Bed Reactor: Mathematical Modeling and Computer SimulationtheijesNo ratings yet
- Fundamentals of Bioreactors IIDocument33 pagesFundamentals of Bioreactors IIbettieboomNo ratings yet
- Microfabricated ReactorDocument9 pagesMicrofabricated Reactorilyas savierNo ratings yet
- Chapter 1Document42 pagesChapter 1chetanya soniNo ratings yet
- CFD reactor designDocument11 pagesCFD reactor designapitbhuNo ratings yet
- Kubota 2001Document6 pagesKubota 2001Miguel AugustoNo ratings yet
- Chemical Engineering Journal: ArticleinfoDocument12 pagesChemical Engineering Journal: ArticleinfoLim Xiu XianNo ratings yet
- Modeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneDocument6 pagesModeling, Simulation and Analysis of The Liquid-Phase Catalytic Oxidation of TolueneNancy ParvinaNo ratings yet
- CFD_analysis_of_low_temperature_water_gaDocument7 pagesCFD_analysis_of_low_temperature_water_gahaojinwu49No ratings yet
- Figure 1. Schematic Diagram of A Plug Flow ReactorDocument1 pageFigure 1. Schematic Diagram of A Plug Flow ReactorCesarah CabungcalNo ratings yet
- Emulsion polymerization process control modeling and temperature regulationDocument6 pagesEmulsion polymerization process control modeling and temperature regulationjesus armando lopezNo ratings yet
- Model Predictive Control For Batch Reactors (Khäm, 2018)Document16 pagesModel Predictive Control For Batch Reactors (Khäm, 2018)Martha AlbaNo ratings yet
- Fixed Bed Reactor DesignDocument15 pagesFixed Bed Reactor DesignLuthandoNo ratings yet
- J Cherd 2017 10 014Document20 pagesJ Cherd 2017 10 014Nurul AisyaNo ratings yet
- Computational Fluid Dynamics For Microreactors Used in Catalytic Oxidation of PropaneDocument8 pagesComputational Fluid Dynamics For Microreactors Used in Catalytic Oxidation of PropaneAzharuddin_kfupmNo ratings yet
- Chemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiDocument14 pagesChemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiMihir ShahNo ratings yet
- Heat Transfer Performance of Netmix-A Novel Micro-Meso Structured Mixer and ReactorDocument13 pagesHeat Transfer Performance of Netmix-A Novel Micro-Meso Structured Mixer and ReactorJakaAbuNo ratings yet
- Artículo 3.Document12 pagesArtículo 3.Angelica Maria Torregroza EspinosaNo ratings yet
- CKB 20104 Reaction Engineering UniKL MICET Experiment 2a Effect of RTD On The Reaction in CSTR Full Lab ReportDocument29 pagesCKB 20104 Reaction Engineering UniKL MICET Experiment 2a Effect of RTD On The Reaction in CSTR Full Lab ReportSiti Hajar Mohamed100% (6)
- 1 s2.0 S1369703X18303577 MainDocument10 pages1 s2.0 S1369703X18303577 MainmohmedayahNo ratings yet
- KC32203 Chemical Reaction EngineeringDocument28 pagesKC32203 Chemical Reaction EngineeringDebrah DebbieNo ratings yet
- 1.cre IntroDocument33 pages1.cre IntroPia JoNo ratings yet
- Che 416 L1Document20 pagesChe 416 L1palmer okiemuteNo ratings yet
- Chemical Engineering & Processing: Process Intensification: SciencedirectDocument8 pagesChemical Engineering & Processing: Process Intensification: SciencedirectHussainNo ratings yet
- Journal of Molecular Catalysis A: ChemicalDocument27 pagesJournal of Molecular Catalysis A: ChemicalAMANo ratings yet
- Transport Phenomena Cahpter1Document17 pagesTransport Phenomena Cahpter1Necati KeskinNo ratings yet
- Design and Control of An Integrated Toluene-AnilinDocument6 pagesDesign and Control of An Integrated Toluene-AnilinfurkanNo ratings yet
- Biofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationFrom EverandBiofilms in Bioelectrochemical Systems: From Laboratory Practice to Data InterpretationNo ratings yet
- Membrane Reactor Engineering: Applications for a Greener Process IndustryFrom EverandMembrane Reactor Engineering: Applications for a Greener Process IndustryNo ratings yet
- South AmericaDocument38 pagesSouth AmericaAbimaelNo ratings yet
- 1 s2.0 S1877705816004689 MainDocument14 pages1 s2.0 S1877705816004689 MainCamisnzNo ratings yet
- Reading Skills Practice: The End of Life On Earth - ExercisesDocument4 pagesReading Skills Practice: The End of Life On Earth - ExercisesAbimaelNo ratings yet
- North AmericaDocument38 pagesNorth AmericaAbimaelNo ratings yet
- Passive Gerunds and Infinitives HMWDocument2 pagesPassive Gerunds and Infinitives HMWAbimaelNo ratings yet
- Science UK: The Carbon Planet - Exercises: PreparationDocument2 pagesScience UK: The Carbon Planet - Exercises: PreparationAbimaelNo ratings yet
- Kinetic Understanding Using NMRDocument4 pagesKinetic Understanding Using NMRAbimaelNo ratings yet
- MAY Might: Grammar WorksheetDocument2 pagesMAY Might: Grammar WorksheetAbimael0% (1)
- Conversacion Ceti 2oral LetrasDocument1 pageConversacion Ceti 2oral LetrasAbimaelNo ratings yet
- Formulas PrograDocument1 pageFormulas PrograAbimaelNo ratings yet
- Tabla T StudentDocument2 pagesTabla T StudentAbimaelNo ratings yet
- Formulas PrograDocument1 pageFormulas PrograAbimaelNo ratings yet
- Formulas PrograDocument1 pageFormulas PrograAbimaelNo ratings yet
- PFR Lodo 3Document94 pagesPFR Lodo 3AbimaelNo ratings yet
- Formulas PrograDocument1 pageFormulas PrograAbimaelNo ratings yet
- 3-Introduction To HVDC Transmission Comparison Between HVDC and HVAC Systems-01-08-2023Document29 pages3-Introduction To HVDC Transmission Comparison Between HVDC and HVAC Systems-01-08-2023saran killerNo ratings yet
- DC Regulated Power SupplyDocument16 pagesDC Regulated Power SupplyDev KumarNo ratings yet
- Experiment No 6Document7 pagesExperiment No 6Usman AhmadNo ratings yet
- Abb+Tech+GuideDocument420 pagesAbb+Tech+Guideazozalaa25No ratings yet
- Apple Environmental Progress Report 2023Document114 pagesApple Environmental Progress Report 2023Tim DaiNo ratings yet
- Asme-Bpvc Sec IV Int Vol 60Document8 pagesAsme-Bpvc Sec IV Int Vol 60mostafa aliNo ratings yet
- Wind Lab and TMDDocument28 pagesWind Lab and TMDsergiostolovasNo ratings yet
- A Phase-Shift PWM-controlled ZVS Boost Full-Bridge AC-AC Converter For Metal-Surface High-Frequency Induction Heating ApplicationsDocument7 pagesA Phase-Shift PWM-controlled ZVS Boost Full-Bridge AC-AC Converter For Metal-Surface High-Frequency Induction Heating ApplicationsRAMESH JUNJUNo ratings yet
- Aggarwal Electric WorksDocument2 pagesAggarwal Electric WorksNaman KediaNo ratings yet
- HSR Series Carbs: Description Finish Part # RetailDocument36 pagesHSR Series Carbs: Description Finish Part # RetailRostislav DobrevNo ratings yet
- Manual Regulador 63EGDocument24 pagesManual Regulador 63EGfranciscocruz29No ratings yet
- Circulating Current Test:: DIE 4B 115/13.8kV SSDocument1 pageCirculating Current Test:: DIE 4B 115/13.8kV SSVinod KumarNo ratings yet
- Manms2730 090117 V3.3 UkDocument58 pagesManms2730 090117 V3.3 Uk1234100% (2)
- Long Life Light Catalog Saves EnergyDocument72 pagesLong Life Light Catalog Saves EnergyMarian TrapszoNo ratings yet
- Week 9 - Valves and Pipe Flow - Practice ProblemsDocument18 pagesWeek 9 - Valves and Pipe Flow - Practice ProblemsSandino Michael Angelo AguilarNo ratings yet
- Material Master List W11Document1,065 pagesMaterial Master List W11Huân Nguyễn ThanhNo ratings yet
- Triangle VI SpecificationsDocument3 pagesTriangle VI Specificationscivil.jdriveroincNo ratings yet
- Basketball Lux Requirement 500 750luxDocument26 pagesBasketball Lux Requirement 500 750luxKimtek LongNo ratings yet
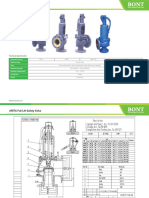
- Katalog BONT-Full Lift Safety ValveDocument8 pagesKatalog BONT-Full Lift Safety ValveAnwar MohammadNo ratings yet
- Vlasblom - Designing CSDsDocument80 pagesVlasblom - Designing CSDsJesse DijkstraNo ratings yet
- Petroleum Refining Technology: Hydroconversion ProcessesDocument28 pagesPetroleum Refining Technology: Hydroconversion Processesprathamesh singhNo ratings yet
- Ab06061 Tunbine Meter DiagnosticsDocument4 pagesAb06061 Tunbine Meter DiagnosticsSotara RenNo ratings yet
- Install and operate DPCV valveDocument2 pagesInstall and operate DPCV valvedhawk94No ratings yet
- Instruction Manual: RT1 - Rooftop Monitoring SystemDocument24 pagesInstruction Manual: RT1 - Rooftop Monitoring Systemirvan hakim farasathaNo ratings yet
- How First Solar Can Plan To Succeed in A Competitive MarketDocument11 pagesHow First Solar Can Plan To Succeed in A Competitive MarketShubham AggarwalNo ratings yet
- Detailed ProgramDocument94 pagesDetailed Programcastilho.andre91No ratings yet
- Model: AEA4440YAS (AE4440YS) : Technical Data SheetDocument1 pageModel: AEA4440YAS (AE4440YS) : Technical Data Sheetrafael velandi velandiNo ratings yet
- Thermody JIC 9320-OS Test Report - RevDocument3 pagesThermody JIC 9320-OS Test Report - RevAdolf NguyễnNo ratings yet