You might also like
- Tank Info PDFDocument8 pagesTank Info PDFEric TingNo ratings yet
- Technological Study - ECU - Hydrocarbon ArticleDocument5 pagesTechnological Study - ECU - Hydrocarbon Articlemanish318No ratings yet
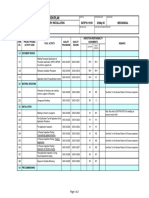
- Tender No: RCC/NR/UPSO-II/ENG/PT-07/19-20 Public Tender:-: Page 76 of 200Document7 pagesTender No: RCC/NR/UPSO-II/ENG/PT-07/19-20 Public Tender:-: Page 76 of 200Shilpa SinghNo ratings yet
- Lightning Protection of Floating Roof TanksDocument11 pagesLightning Protection of Floating Roof Tanksferdad4realNo ratings yet
- Carbon Molecular Sieve DataDocument6 pagesCarbon Molecular Sieve DataShashank RaiNo ratings yet
- Thermal Ceramics - KaowoolDocument2 pagesThermal Ceramics - Kaowooljandresb23No ratings yet
- Engineering Design Guide For Storage TanksDocument107 pagesEngineering Design Guide For Storage Tankssonng.engNo ratings yet
- X854Document10 pagesX854RimNo ratings yet
- Trac Loc BrochureDocument4 pagesTrac Loc Brochureulas100% (1)
- Optimizing Glycol Dehydration System For Maximum Efficiency A Case Study of A Gas Plant in NigeriaDocument16 pagesOptimizing Glycol Dehydration System For Maximum Efficiency A Case Study of A Gas Plant in Nigeria1412091090No ratings yet
- Scaffolds, Ladders and Other Working Surfaces: Subpart EDocument47 pagesScaffolds, Ladders and Other Working Surfaces: Subpart EAju ajuNo ratings yet
- Stahl NAmericaElectr F1-F15Document16 pagesStahl NAmericaElectr F1-F15HoangNo ratings yet
- J718Document4 pagesJ718Gatot KeceNo ratings yet
- Abschn 14Document3 pagesAbschn 14Vikas NaikNo ratings yet
- Cbi Hortonsphere Rev6 LoresDocument8 pagesCbi Hortonsphere Rev6 LoresJuan P RuizNo ratings yet
- Mechanical Insulation - Types and MaterialsDocument9 pagesMechanical Insulation - Types and Materialssowman tungNo ratings yet
- 4 Commentary On Standard Practice For Design and Conbstruction of Concrete Silos and Stacking Tubes For Storing Granular Materials ACI 313-97Document20 pages4 Commentary On Standard Practice For Design and Conbstruction of Concrete Silos and Stacking Tubes For Storing Granular Materials ACI 313-97Nikki Marlo CruzNo ratings yet
- Development of SA-738 Gr. B High Strength Steel Plate With Excellent Toughness For Power Generating PlantsDocument6 pagesDevelopment of SA-738 Gr. B High Strength Steel Plate With Excellent Toughness For Power Generating PlantsKK SinghNo ratings yet
- Chartek 1709 SDSDocument2 pagesChartek 1709 SDSJOHN100% (1)
- V001t02a007 Ipc2000 117Document10 pagesV001t02a007 Ipc2000 117zafarbadalNo ratings yet
- Chattopadhyay - Material-Selection-For-A-Pressure-Vessel PDFDocument10 pagesChattopadhyay - Material-Selection-For-A-Pressure-Vessel PDFRenan Gustavo PazNo ratings yet
- Saes B 001Document2 pagesSaes B 001Ahmed Nasralla HefnawyNo ratings yet
- Stainless Tanks For H3PO4Document6 pagesStainless Tanks For H3PO4joesuhreNo ratings yet
- BMW Incinerator GuidelinesDocument3 pagesBMW Incinerator GuidelinesManish PatelNo ratings yet
- Lightning Protection of Floating Roof TanksDocument12 pagesLightning Protection of Floating Roof TanksnaveedfndNo ratings yet
- Performance Data: Schedule of Technical Data Genius Cooling Tower Model: MK2348D-2B Project: Hospital KlangDocument1 pagePerformance Data: Schedule of Technical Data Genius Cooling Tower Model: MK2348D-2B Project: Hospital KlangKanthan Devan100% (2)
- Nitric AcidDocument4 pagesNitric AcidAłéñà IqbàłNo ratings yet
- Astm A-1005Document6 pagesAstm A-1005dennis_ugarteNo ratings yet
- KeepingWaterOutofYourStorageSystem Updated 2Document13 pagesKeepingWaterOutofYourStorageSystem Updated 2haifuleddyNo ratings yet
- InsulationDocument10 pagesInsulationJyotiNo ratings yet
- NFPA 45 (2004) Requirements That Apply NowDocument8 pagesNFPA 45 (2004) Requirements That Apply NowCarlos EduardoNo ratings yet
- Evaporation Loss Measurement For Storage TanksDocument6 pagesEvaporation Loss Measurement For Storage Tankssuman_94103No ratings yet
- Design, Installation and Maintenance Manual: Industrial Electric Heat Tracing SystemsDocument24 pagesDesign, Installation and Maintenance Manual: Industrial Electric Heat Tracing SystemssuhasNo ratings yet
- GBS and LNG Tank Design for Adriatic LNG TerminalDocument29 pagesGBS and LNG Tank Design for Adriatic LNG TerminalthawdarNo ratings yet
- MQ SP I 7015 PDFDocument66 pagesMQ SP I 7015 PDFJaseelKanhirathinkalNo ratings yet
- 1 SATIP-N-110-01 Castable Refractory InstallationDocument2 pages1 SATIP-N-110-01 Castable Refractory Installationsonalisabir100% (1)
- English VRU EvolutionDocument64 pagesEnglish VRU Evolutionsnikolopou2740100% (1)
- Lighting Protection For Roof Mounted Solar PanelsDocument12 pagesLighting Protection For Roof Mounted Solar PanelstmmsekarNo ratings yet
- Torus centroid calculation for segment with parametric equationsDocument2 pagesTorus centroid calculation for segment with parametric equationsMallela Sampath KumarNo ratings yet
- Transparent Polyamide Product Data BulletinDocument2 pagesTransparent Polyamide Product Data Bulletinrumisethna9135No ratings yet
- Marley-Cooling TowerDocument32 pagesMarley-Cooling TowerSze Yan Lam100% (1)
- SSPC Tu 2Document46 pagesSSPC Tu 2Prashant PandeyNo ratings yet
- Complete Range of Quality HVAC ProductsDocument6 pagesComplete Range of Quality HVAC ProductsMurali EthirajNo ratings yet
- La WbsebDocument11 pagesLa WbsebPritamNo ratings yet
- Electrically Dissipating Mortar for Tiling and Brick LiningsDocument2 pagesElectrically Dissipating Mortar for Tiling and Brick Liningsshankarkl100% (1)
- Cathodic Protection Strategies For FPSO's FinalDocument11 pagesCathodic Protection Strategies For FPSO's FinalThaibinh Nguyen100% (1)
- 21Document101 pages21Udaivir YadavNo ratings yet
- Acid Rinsing FRP TankDocument2 pagesAcid Rinsing FRP Tankkasvikraj0% (1)
- Internal Lining of Pressure VesselsDocument21 pagesInternal Lining of Pressure VesselsPattabhi Ramaraju100% (2)
- FHC-Hydraulic CalculationDocument4 pagesFHC-Hydraulic CalculationKiên Nguyễn Hữu100% (1)
- Model 241CE II Hydrocarbon Dew Point Analyzer: Superior BenefitsDocument2 pagesModel 241CE II Hydrocarbon Dew Point Analyzer: Superior Benefitsbahador57No ratings yet
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument7 pagesHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagNo ratings yet
- Effect of Coatings on Corrosion of SteelDocument6 pagesEffect of Coatings on Corrosion of SteelLuthfi Ady100% (1)
- Calculating Vessel Surface AreaDocument1 pageCalculating Vessel Surface Areanavneet21100% (1)
- Chapter 5 Insulation Materials and TechniquesDocument29 pagesChapter 5 Insulation Materials and TechniquesMd Rodi BidinNo ratings yet
- Elements of An API 653 Tank InspectionDocument4 pagesElements of An API 653 Tank Inspectioncamasa2011No ratings yet
- Exam July 2021Document16 pagesExam July 202101280724321 Helmy100% (1)
- Large Tank Storage IntegrityDocument39 pagesLarge Tank Storage IntegrityDanfer De la CruzNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Introduction To Functional Safety Assessments of Safety Controls, Alarms, and Interlocks: How Efficient Are Your Functional Safety Projects?Document7 pagesIntroduction To Functional Safety Assessments of Safety Controls, Alarms, and Interlocks: How Efficient Are Your Functional Safety Projects?ERICK MARTINEZ AGUIRRE100% (1)
- A Review of The Past, Present and Future of The European Loss Prevention and Safety Promotion in The Process IndustrieDocument12 pagesA Review of The Past, Present and Future of The European Loss Prevention and Safety Promotion in The Process IndustrieRodrigo MaiaNo ratings yet
- CFSP Exam SampleDocument10 pagesCFSP Exam Samplezabiruddin786100% (1)
- Inherently Safer Automation: Angela SummersDocument6 pagesInherently Safer Automation: Angela Summersأحمد موريسNo ratings yet
- Commonly Missed Overpressure Scenarios - SmithBurgess, Wahid WakilDocument40 pagesCommonly Missed Overpressure Scenarios - SmithBurgess, Wahid WakilJacekNo ratings yet
- 10 1111@j 1539-6924 2008 01030 X PDFDocument16 pages10 1111@j 1539-6924 2008 01030 X PDFSajid Mohy Ul DinNo ratings yet
- 11 Wyciszkiewicz Golacki Samociuk Hazards 150-164Document15 pages11 Wyciszkiewicz Golacki Samociuk Hazards 150-164JacekNo ratings yet
- ALARP Demonstration Guidance Document Under The Petroleum Safety FrameworkDocument43 pagesALARP Demonstration Guidance Document Under The Petroleum Safety FrameworkJacekNo ratings yet
- The Riskof Using Risk MatricesDocument12 pagesThe Riskof Using Risk MatricesJacekNo ratings yet
- ALARP - Demonstration STD - AUSDocument24 pagesALARP - Demonstration STD - AUSMahfoodh Al AsiNo ratings yet
- 10 1111@j 1539-6924 2008 01030 X PDFDocument16 pages10 1111@j 1539-6924 2008 01030 X PDFSajid Mohy Ul DinNo ratings yet
- ALARP Jaime LimeDocument15 pagesALARP Jaime Limekokykarkar0% (1)
- Ns Tast GD 005Document31 pagesNs Tast GD 005JacekNo ratings yet
- Ns Tast GD 005Document31 pagesNs Tast GD 005JacekNo ratings yet
- 526Document13 pages526jeas grejoy andrewsNo ratings yet
- ALARP Guidelines: Single Scenario Risk Target and Barrier AssessmentDocument8 pagesALARP Guidelines: Single Scenario Risk Target and Barrier AssessmentJacekNo ratings yet
- The Trouble With Risk MatricesDocument27 pagesThe Trouble With Risk MatricesJacekNo ratings yet
- Vdocuments - MX What You Should Know About Liquid Thermal ExpansionDocument3 pagesVdocuments - MX What You Should Know About Liquid Thermal ExpansionJacekNo ratings yet
- Pitfalls of Using the Wrong Risk Matrix in PHA and LOPADocument12 pagesPitfalls of Using the Wrong Risk Matrix in PHA and LOPARonald Aranha100% (2)
- 10 1111@j 1539-6924 2008 01030 X PDFDocument16 pages10 1111@j 1539-6924 2008 01030 X PDFSajid Mohy Ul DinNo ratings yet
- Ogle PreventingOverpressurefromTrappedLiquids 2010Document6 pagesOgle PreventingOverpressurefromTrappedLiquids 2010JacekNo ratings yet
- HSL 0558Document53 pagesHSL 0558Jas Philip M100% (1)
- Paper An Improved Risk Graph Approach For Determination of Safety Integrity Levels SilsDocument26 pagesPaper An Improved Risk Graph Approach For Determination of Safety Integrity Levels SilsguhadebasisNo ratings yet
- Risk Analysis of The Sea Desalination Plant at The 5 Refinery of South Pars Company Using Hazop ProceduresDocument12 pagesRisk Analysis of The Sea Desalination Plant at The 5 Refinery of South Pars Company Using Hazop ProceduresJacekNo ratings yet
- Hazop / Hazid Study Report: Annexure IVDocument60 pagesHazop / Hazid Study Report: Annexure IVJacekNo ratings yet
- Comparison of Risk Assessment Using HAZOP and ETBA Techniques: Case Study of A Gasoline Refinery Unit in IranDocument9 pagesComparison of Risk Assessment Using HAZOP and ETBA Techniques: Case Study of A Gasoline Refinery Unit in IranJacekNo ratings yet
- HSL 0558Document53 pagesHSL 0558Jas Philip M100% (1)
- Ammonia and Urea Plants PDFDocument48 pagesAmmonia and Urea Plants PDFbenon100% (1)
- Risk Analysis of Cryogenic Ammonia PDFDocument10 pagesRisk Analysis of Cryogenic Ammonia PDFDaniel Puello RodeloNo ratings yet
- IS-15201-2002 Hydrogen - COSDocument12 pagesIS-15201-2002 Hydrogen - COSYash RohiraNo ratings yet
- Ammonia Storage Tank Group No 18Document17 pagesAmmonia Storage Tank Group No 18Anonymous Xf4w0D2cNo ratings yet
- Fuel Oil #6: Material Safety Data SheetDocument11 pagesFuel Oil #6: Material Safety Data SheetchapulincoloradoNo ratings yet
- FOAMGLAS® ONE™ Insulation (ASTM) PDSDocument2 pagesFOAMGLAS® ONE™ Insulation (ASTM) PDSdharamvirpmpNo ratings yet
- Vessels LDocument34 pagesVessels LMohammed.abudi1996No ratings yet
- TANK Module: Sample PrintoutDocument17 pagesTANK Module: Sample PrintoutAnonymous J1vjrU2No ratings yet
- OISD STD 236 Refrigerated Storage1 PDFDocument97 pagesOISD STD 236 Refrigerated Storage1 PDFDhiren Prajapati100% (2)
- NitrogenOxygen Supply and Distribution SystemsDocument41 pagesNitrogenOxygen Supply and Distribution SystemsMohamad PizulNo ratings yet
- Liquid Level Indicator DatasheetDocument2 pagesLiquid Level Indicator DatasheetElgin GineteNo ratings yet
- Tank Farm OperationsDocument77 pagesTank Farm OperationsAnyarogbu Uchenna87% (23)
- Cycle Oil LightDocument9 pagesCycle Oil LightRiccardo CozzaNo ratings yet
- GGS Operating Manual Vol 1Document275 pagesGGS Operating Manual Vol 1fructora100% (7)
- Inspection of Atmospheric Storage Tank BottomsDocument23 pagesInspection of Atmospheric Storage Tank BottomsrajeshmohanaNo ratings yet
- Awwa 1500m3 r6 18kDocument44 pagesAwwa 1500m3 r6 18kpertmaster100% (2)
- Pressure Vacuum Valves PDFDocument5 pagesPressure Vacuum Valves PDFFelipe Correa MahechaNo ratings yet
- Design and Analysis of Jacking Point Structure To Lift Heavy-Weight Crude Oil Tank For Annular Plate MaintenanceDocument24 pagesDesign and Analysis of Jacking Point Structure To Lift Heavy-Weight Crude Oil Tank For Annular Plate Maintenanceabdelkader benabdallahNo ratings yet
- API Mpms ListDocument5 pagesAPI Mpms Listhtutswe75% (4)
- Light Cycle Oil: Material Safety Data SheetDocument7 pagesLight Cycle Oil: Material Safety Data Sheetkhairil_amrieNo ratings yet
- Effect of Rim Seal On Evaporation Loss From Khark Island Storage Tanks 2157 7463 1 103 PDFDocument7 pagesEffect of Rim Seal On Evaporation Loss From Khark Island Storage Tanks 2157 7463 1 103 PDFHuynh Thanh TamNo ratings yet
- Land RigDocument2 pagesLand Rigironi2002100% (1)
- 3-A Accepted Practices For Farm Milk Cooling and Storage Systems, Number 611-00Document10 pages3-A Accepted Practices For Farm Milk Cooling and Storage Systems, Number 611-00CHRISTIAN ZAVALANo ratings yet
- ChlorinatorDocument20 pagesChlorinatorSreenubabu KandruNo ratings yet
- 2007 Steel Tanks, Seismic Design of Ground Supported Liquid Storage Welded Steel TanksDocument5 pages2007 Steel Tanks, Seismic Design of Ground Supported Liquid Storage Welded Steel Tanksmmoeini412002No ratings yet
- 33 16 13 - Ground Storage TanksDocument5 pages33 16 13 - Ground Storage TanksHizbar ArsjadNo ratings yet
- API 653 CalculationDocument29 pagesAPI 653 Calculationsheikmoin100% (2)
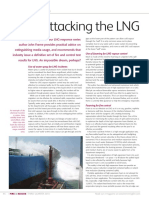
- LNG PDFDocument5 pagesLNG PDFhanloveNo ratings yet
- 01 Saip 06Document7 pages01 Saip 06malika_00No ratings yet
- Art of Tank GaugingDocument3 pagesArt of Tank GaugingCITRIXNo ratings yet
- Example Tank Calculation PDFDocument108 pagesExample Tank Calculation PDFPricop Cosmin100% (2)
- Refining Standards & Specifications Communication SP-42-18 Atmospheric Storage TanksDocument9 pagesRefining Standards & Specifications Communication SP-42-18 Atmospheric Storage Tanksviller_lpNo ratings yet