You might also like
- Iso 8062 1994Document11 pagesIso 8062 1994Gobinath GNo ratings yet
- International Standard: Castings - System of Dimensional Tolerances and Machining AllowancesDocument20 pagesInternational Standard: Castings - System of Dimensional Tolerances and Machining AllowancesDaniel VilchesNo ratings yet
- Iso 8062Document20 pagesIso 8062Gowtham M100% (1)
- ISO8062 Toleranties en MaterialDocument20 pagesISO8062 Toleranties en MaterialGustavo100% (1)
- Iso 9268 1988Document9 pagesIso 9268 1988Uswatun KhasanahNo ratings yet
- Is - 919-Part 2Document46 pagesIs - 919-Part 2mmkattaNo ratings yet
- 919 - 2 Iso System of Limits and FitsDocument46 pages919 - 2 Iso System of Limits and FitsSnigdha Das100% (1)
- ISO 2768-2 1989 (E) - Image 600 PDF DocumentDocument12 pagesISO 2768-2 1989 (E) - Image 600 PDF DocumentHarold RodriguezNo ratings yet
- Iso 6935 3 1992Document9 pagesIso 6935 3 1992alfred112352No ratings yet
- ISO 5817-1992 Arc-Welded Joints in Steel - Guidance On QualiDocument17 pagesISO 5817-1992 Arc-Welded Joints in Steel - Guidance On QualiThaiminh VoNo ratings yet
- International Standard: Technical Drawings - General Principles of Presentation - 23Document18 pagesInternational Standard: Technical Drawings - General Principles of Presentation - 23Carlos Lopez FigueroaNo ratings yet
- Дсту en Iso 7437 2018 Кресленики Технічні. Кресленики Будівельні. Загальні Правила Виконання Креслеників Для Попереднього Виготовлення Будівельних Елементів (en Iso 7437 1996, Idt; Iso 7437 1990, Idt)Document8 pagesДсту en Iso 7437 2018 Кресленики Технічні. Кресленики Будівельні. Загальні Правила Виконання Креслеників Для Попереднього Виготовлення Будівельних Елементів (en Iso 7437 1996, Idt; Iso 7437 1990, Idt)БабичNo ratings yet
- Iso 5835 1991Document9 pagesIso 5835 1991Mario ChandiasNo ratings yet
- ISO Tolerance Part 1Document34 pagesISO Tolerance Part 1Alex Costache100% (1)
- Iso 4759Document63 pagesIso 4759NatashaAggarwal50% (2)
- Licensed To Arun Kumar Das: Indian StandardDocument20 pagesLicensed To Arun Kumar Das: Indian StandardIndira BanerjeeNo ratings yet
- Iso 1977 2006 en PDFDocument8 pagesIso 1977 2006 en PDFRainer Ricardo MacielNo ratings yet
- Iso 6475 1989Document9 pagesIso 6475 1989Uswatun KhasanahNo ratings yet
- Sist Iso 4026 1996Document9 pagesSist Iso 4026 1996Corneliu VilcuNo ratings yet
- International Standard: Test Sieves - Technical Requirements and Testing - Test Sieves of Metal Wire ClothDocument8 pagesInternational Standard: Test Sieves - Technical Requirements and Testing - Test Sieves of Metal Wire Clothbba.amira71728No ratings yet
- Iso 13920-1996Document11 pagesIso 13920-1996Walter GoycocheaNo ratings yet
- Iso 2768 2 1989Document9 pagesIso 2768 2 1989Gerald CelisNo ratings yet
- Iso 10400 1993Document15 pagesIso 10400 1993Michael Ryan BarileNo ratings yet
- ISO-1302-1992 - Surface FinishDocument11 pagesISO-1302-1992 - Surface FinishAnil Krishna JangitiNo ratings yet
- Ijdc 621.88 211: Bureau OF Indian StandardsDocument11 pagesIjdc 621.88 211: Bureau OF Indian StandardsJignesh TrivediNo ratings yet
- General Principles of Dimensioning On Technical DrawingsDocument13 pagesGeneral Principles of Dimensioning On Technical DrawingsSUMANTA adhikariNo ratings yet
- Pruebas Hidrostaticas Iso 10802Document7 pagesPruebas Hidrostaticas Iso 10802Luiss delgadoNo ratings yet
- Iso 4379 1993Document9 pagesIso 4379 1993gökhan tanrıseverNo ratings yet
- Indian Standard: Technical Supply Condit-Ions For Threaded Steel Fasteners IDocument20 pagesIndian Standard: Technical Supply Condit-Ions For Threaded Steel Fasteners Isomnath senNo ratings yet
- Design and Manufacturing GuidelinesDocument10 pagesDesign and Manufacturing GuidelinesEdisson100% (1)
- Iso+2768 1 1989Document7 pagesIso+2768 1 1989rasukathirNo ratings yet
- ISO-8458-3-2002 Oil Harden & Tempered WireDocument9 pagesISO-8458-3-2002 Oil Harden & Tempered WireSumit bidwaiNo ratings yet
- ISO Tolerance Part 1 PDFDocument34 pagesISO Tolerance Part 1 PDFRisira Erantha KannangaraNo ratings yet
- Is Iso 2692-1992Document24 pagesIs Iso 2692-1992mwasicNo ratings yet
- ISO 11971 - Steel and Iron Castings - Visual Examination On Surface QualityDocument8 pagesISO 11971 - Steel and Iron Castings - Visual Examination On Surface QualityCristian RodeghelNo ratings yet
- ISO-10334-1994 For Stainless SuturesDocument8 pagesISO-10334-1994 For Stainless SuturesDoaa KhalilNo ratings yet
- Iso 6157 2 1995Document9 pagesIso 6157 2 1995Gustavo FelipeNo ratings yet
- Iso 9981 1990Document9 pagesIso 9981 1990turgutNo ratings yet
- Sist Iso 7072 1995Document7 pagesSist Iso 7072 1995VijayGowthaman100% (1)
- Iso 6520 1 en FR PDFDocument11 pagesIso 6520 1 en FR PDFBahloul MohamedNo ratings yet
- Is53 Iso - 5836 - 1988Document8 pagesIs53 Iso - 5836 - 1988elvisonderNo ratings yet
- 1363 3Document7 pages1363 3Shounak DeNo ratings yet
- Iso 286 2 2010 en PDFDocument11 pagesIso 286 2 2010 en PDF杜文欽No ratings yet
- CNH Spec FNHA-4-B-010.00 - Eng Requ For Shop PracticeDocument20 pagesCNH Spec FNHA-4-B-010.00 - Eng Requ For Shop PracticeJoe ScopeliteNo ratings yet
- Iso 3274 1996Document11 pagesIso 3274 1996nplasdfNo ratings yet
- SANS1700 7 8 (Looseleaf)Document12 pagesSANS1700 7 8 (Looseleaf)Jaco CalitzNo ratings yet
- ISO 129-2-Representação de Cotas e TolerânciasDocument20 pagesISO 129-2-Representação de Cotas e TolerânciasvictorNo ratings yet
- Iso 5294 1989Document9 pagesIso 5294 1989a.mursadinNo ratings yet
- Is 2102 1 1993 PDFDocument8 pagesIs 2102 1 1993 PDFCtl JvvnlNo ratings yet
- IS 2102 Part 1 (1993) ISO 2768-1 (1989)Document8 pagesIS 2102 Part 1 (1993) ISO 2768-1 (1989)Ravichandran DNo ratings yet
- Is.2102.1.1993 Tolerances ClassDocument8 pagesIs.2102.1.1993 Tolerances Classals99099No ratings yet
- International Standard: First Edition 1988-02-01Document12 pagesInternational Standard: First Edition 1988-02-01Rajesh ThakurNo ratings yet
- ISO-10766-2006 Hydraulic Fluid Power - Cylinders - Housing Dimensions For Rectangularsection-Cut Bearing Rings For Pistons and RodsDocument14 pagesISO-10766-2006 Hydraulic Fluid Power - Cylinders - Housing Dimensions For Rectangularsection-Cut Bearing Rings For Pistons and RodsBao LamNo ratings yet
- Is2102 1 en 0293Document5 pagesIs2102 1 en 0293ரஞ்சன் ஞானயோளிNo ratings yet
- Iso 1456 1988Document11 pagesIso 1456 1988Jack MorrisseyNo ratings yet
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Flat Panel Display ManufacturingFrom EverandFlat Panel Display ManufacturingJun SoukNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Catia Visual Basic AutomationDocument8 pagesCatia Visual Basic Automationmelvin ekboteNo ratings yet
- VBA For ManagersDocument91 pagesVBA For Managerslenwirt2009No ratings yet
- Minfm35152 en 10111 Grade Dd11 Hot RolledDocument3 pagesMinfm35152 en 10111 Grade Dd11 Hot Rolledmelvin ekboteNo ratings yet
- Catia Generative Structural AnalysisDocument22 pagesCatia Generative Structural Analysismelvin ekboteNo ratings yet
- Catia Functional Tolerancing and AnnotationDocument6 pagesCatia Functional Tolerancing and Annotationmelvin ekboteNo ratings yet
- EN 10025 Grade S355J2C Normalized or Normalized Formed (+N)Document3 pagesEN 10025 Grade S355J2C Normalized or Normalized Formed (+N)melvin ekboteNo ratings yet
- EN 1706 Grade AC-42100 T6: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument4 pagesEN 1706 Grade AC-42100 T6: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each Yearmelvin ekboteNo ratings yet
- Aluminium Metal Galvanic CorrosionDocument4 pagesAluminium Metal Galvanic CorrosionGnabBangNo ratings yet
- Ergoadvantages PDFDocument5 pagesErgoadvantages PDFFelonia MekaellNo ratings yet
- Grammar and Vocabulary Showing The ConnectionsDocument10 pagesGrammar and Vocabulary Showing The Connectionsmelvin ekboteNo ratings yet
- Galvanic Corrossion & The Prevention.Document27 pagesGalvanic Corrossion & The Prevention.Jayakrishnan RadhakrishnanNo ratings yet
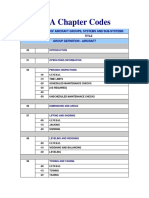
- ATA Chapter CodesDocument16 pagesATA Chapter Codesmelvin ekboteNo ratings yet
- Sheet Metal Design ConsiderationsDocument3 pagesSheet Metal Design ConsiderationsVino KumarNo ratings yet
- Axle Load Calculations General Information About Axle Load Calcu-LationsDocument19 pagesAxle Load Calculations General Information About Axle Load Calcu-Lationsmelvin ekboteNo ratings yet
- Lost Wax ProcessDocument1 pageLost Wax Processmelvin ekboteNo ratings yet
- Chapt03 FmecaDocument45 pagesChapt03 Fmecamelvin ekboteNo ratings yet
- Nuts ThreadsDocument2 pagesNuts ThreadsP S Lakshmi KanthanNo ratings yet
- TubodyneDocument1 pageTubodynemelvin ekboteNo ratings yet
- Basics of Tube BendingDocument22 pagesBasics of Tube BendingNaseer HydenNo ratings yet
- Metalwork Pipe Fitting Pipe BendingDocument64 pagesMetalwork Pipe Fitting Pipe BendingDAYAALAMFARAB1No ratings yet
- GD&T Basics: Current & Future States: More Education Is NeededDocument3 pagesGD&T Basics: Current & Future States: More Education Is Neededmelvin ekboteNo ratings yet
- Machine Ability FactorDocument7 pagesMachine Ability FactorAbbasNo ratings yet
- Acute Neck Pain - A Guide To Help Your Recovery: Physiotherapy DepartmentDocument8 pagesAcute Neck Pain - A Guide To Help Your Recovery: Physiotherapy Departmentmelvin ekboteNo ratings yet
- Welding Joint SymbolsDocument32 pagesWelding Joint SymbolsMarcelo CunhaNo ratings yet
- Exercises For Chronic Neck Pain: StrengtheningDocument3 pagesExercises For Chronic Neck Pain: Strengtheningmelvin ekboteNo ratings yet
- Neck and Shoulder Relaxation ExercisesDocument6 pagesNeck and Shoulder Relaxation Exercisesmelvin ekboteNo ratings yet
- EDU CAT EN VBA AI V5R19 Toprint PDFDocument174 pagesEDU CAT EN VBA AI V5R19 Toprint PDFcaddsoftNo ratings yet
- 3DS 2020 Cloud Generative Design Ebook Final V2Document18 pages3DS 2020 Cloud Generative Design Ebook Final V2melvin ekboteNo ratings yet
- Faq List For Vwgrclite and Vwgrclite ApplicationsDocument39 pagesFaq List For Vwgrclite and Vwgrclite Applicationsmelvin ekboteNo ratings yet
- 04 NAC Initial Transverse Stability (160213)Document21 pages04 NAC Initial Transverse Stability (160213)Gilles MathieuNo ratings yet
- 3 - Miedema - Drag Embedded Anchor Holding CapacityDocument30 pages3 - Miedema - Drag Embedded Anchor Holding Capacitycxb07164100% (1)
- Spong, Block - The PendubotDocument2 pagesSpong, Block - The Pendubotaleong1No ratings yet
- Nox RustDocument7 pagesNox RustBhuvanesh KumarNo ratings yet
- Experimental Investigation of The Performance and Efficiency of An Alternator Under Varying TemperatureDocument5 pagesExperimental Investigation of The Performance and Efficiency of An Alternator Under Varying TemperatureReniel James BationNo ratings yet
- J H Hooper Confectionery Packaging EquipmentDocument283 pagesJ H Hooper Confectionery Packaging Equipmentphucborso1No ratings yet
- MATERIALS AND CONSTRUCTION ArunachalamDocument6 pagesMATERIALS AND CONSTRUCTION Arunachalamdharanya sivabalanNo ratings yet
- Lpile Group ModuleDocument2 pagesLpile Group ModuleMUHAMMAD ALINo ratings yet
- Mapro BlowersDocument24 pagesMapro BlowersNishanth GabrielNo ratings yet
- Yamaha Ek25bmhDocument230 pagesYamaha Ek25bmhjorge gerNo ratings yet
- Cooling Thesis PDFDocument60 pagesCooling Thesis PDFAudel Albarrán CNo ratings yet
- Wabco TEBS E2 ManualDocument238 pagesWabco TEBS E2 ManualVincent Price100% (2)
- Asphalt Reinforcement With ARTER GTA A 50-50-35 GeogridsDocument13 pagesAsphalt Reinforcement With ARTER GTA A 50-50-35 GeogridssgondoschNo ratings yet
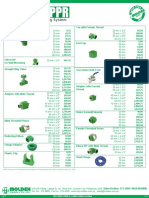
- Ecosafe PPR-Official PricelistDocument2 pagesEcosafe PPR-Official PricelistLoui Lester BarciaNo ratings yet
- Standards For The Mobility Requirements of Military VehiclesDocument19 pagesStandards For The Mobility Requirements of Military VehiclesSekwah HawkesNo ratings yet
- JC Gasket CranfoilDocument2 pagesJC Gasket CranfoilMachineryengNo ratings yet
- Limited and Float InstallationDocument2 pagesLimited and Float InstallationGoran PetrovicNo ratings yet
- PPTDocument14 pagesPPTRicky SimangunsongNo ratings yet
- Series 4300 Vertical In-Line: SubmittalDocument2 pagesSeries 4300 Vertical In-Line: SubmittalBrianNo ratings yet
- Diesel Generator Service Manual: OPEN TYPE: DHY6000LE / DHY6000LE-3 Soundproof Type: Dhy6000Se / Dhy6000Se-3Document57 pagesDiesel Generator Service Manual: OPEN TYPE: DHY6000LE / DHY6000LE-3 Soundproof Type: Dhy6000Se / Dhy6000Se-3Nestor LopezNo ratings yet
- Flanges2 BS1560Document12 pagesFlanges2 BS1560venthan_kalaiNo ratings yet
- Perkins 45 KVADocument4 pagesPerkins 45 KVASadiman SadimanNo ratings yet
- Catia v5 Course ContentsDocument2 pagesCatia v5 Course ContentsVishwajit ShirudeNo ratings yet
- Resumen Ingles 29-09-2020Document3 pagesResumen Ingles 29-09-2020Jordin BarreraNo ratings yet
- DSI Mar03 UpdateDocument437 pagesDSI Mar03 UpdateAdel ALkhaligyNo ratings yet
- Gas Laws Pre-AssessmentDocument3 pagesGas Laws Pre-Assessmentapi-573214664No ratings yet
- Welcome To Chemical Engineering An Introductory Course To All Chemical Engineering Students in Year 1Document41 pagesWelcome To Chemical Engineering An Introductory Course To All Chemical Engineering Students in Year 1Fong Cai YingNo ratings yet
- Instruction Manual Unique Sanitary Mixproof Valve Including Us Version Ese00923enDocument120 pagesInstruction Manual Unique Sanitary Mixproof Valve Including Us Version Ese00923enAnonymous KdnOsd9No ratings yet
- E PR 491Document41 pagesE PR 491aizzuan_1No ratings yet
- Aircraft General Knowledge: Hydraulics and Landing GearDocument53 pagesAircraft General Knowledge: Hydraulics and Landing GearRizkinsya IlhamNo ratings yet