You might also like
- The Application of Flexible Couplings For TurbomachineryDocument24 pagesThe Application of Flexible Couplings For TurbomachineryShilton SoaresNo ratings yet
- Pump SealsDocument10 pagesPump Sealspaul_brightNo ratings yet
- Lusas Implementation PDFDocument20 pagesLusas Implementation PDFMuhamadHilmanPermanaNo ratings yet
- Bilco WellboreDocument27 pagesBilco WellboreJhonathan Miranda100% (4)
- 05 VersaFlexDocument10 pages05 VersaFlexJhonathan MirandaNo ratings yet
- Liner Hanger Systems Data SheetDocument1 pageLiner Hanger Systems Data SheetJhonathan MirandaNo ratings yet
- Application of Weldment Fatigue Methods To Conveyors Pulley DesignDocument6 pagesApplication of Weldment Fatigue Methods To Conveyors Pulley DesignIgor San Martín PeñalozaNo ratings yet
- A Critical Review On Metal Expansion BellowsDocument6 pagesA Critical Review On Metal Expansion Bellowsmatteo_1234No ratings yet
- Select Expansion Joints ProperlyDocument4 pagesSelect Expansion Joints ProperlySeungmin Paek100% (2)
- Centralizer WTFDocument8 pagesCentralizer WTFJhonathan MirandaNo ratings yet
- The Application of The Reelwell Drilling MethodDocument7 pagesThe Application of The Reelwell Drilling Methodraj kumarNo ratings yet
- Completions Well Interventions: Soporte Técnico: Ing. Javier Ruiz Ing. Freddy DelgadoDocument9 pagesCompletions Well Interventions: Soporte Técnico: Ing. Javier Ruiz Ing. Freddy DelgadoJhonathan MirandaNo ratings yet
- 2015-TPC-0930 Reel-Lay Method To Allow For Direct Tie-In of Pipelines - DRAFTLDocument11 pages2015-TPC-0930 Reel-Lay Method To Allow For Direct Tie-In of Pipelines - DRAFTLnicholas_j_vaughanNo ratings yet
- Flexible Riser (Abdul Rahman)Document5 pagesFlexible Riser (Abdul Rahman)Subsea_TeamNo ratings yet
- Pipelines Leak RepairDocument6 pagesPipelines Leak Repairathar_abbas_1100% (2)
- Design and Optimization of Top Tension Risers For Ultra Deep WaterDocument19 pagesDesign and Optimization of Top Tension Risers For Ultra Deep WaterleelawrenceNo ratings yet
- Viscous Damping For Base Isolated Structures: Saif HussainDocument22 pagesViscous Damping For Base Isolated Structures: Saif HussainSergio OrtegaNo ratings yet
- Hydrostatic Journal BearingDocument14 pagesHydrostatic Journal Bearingapi-19775783100% (4)
- Bonded Flexible PipeDocument6 pagesBonded Flexible PipeKumar NoriNo ratings yet
- End Face Mechanical Seal: Navigation SearchDocument16 pagesEnd Face Mechanical Seal: Navigation SearchCarlito PantalunanNo ratings yet
- Casing HangersDocument5 pagesCasing HangersAnonymous cekPJylABoNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- A Recommended Approach To Piping Flexibility StudiesDocument12 pagesA Recommended Approach To Piping Flexibility StudiesbbmokshNo ratings yet
- HDPE Pipeline Installation and DesignDocument19 pagesHDPE Pipeline Installation and Designcrys suryo prayogo100% (1)
- Agitator DesignDocument8 pagesAgitator DesignCMEngineersNo ratings yet
- Diseño de Tuberias Ranuradas, VictaulicDocument320 pagesDiseño de Tuberias Ranuradas, VictaulicMel Arocutipa100% (1)
- ASBP 7 17-26 26-32 CurrentDocument10 pagesASBP 7 17-26 26-32 CurrentJhonathan MirandaNo ratings yet
- Johnson 2013Document8 pagesJohnson 2013GERARDO TORRES RUIZNo ratings yet
- IADC/SPE 151249 Continuous Circulation Drill String SubDocument4 pagesIADC/SPE 151249 Continuous Circulation Drill String SubAl Hafiz Ibn HamzahNo ratings yet
- Term Paper On Elastohydrodynamic LubricationDocument10 pagesTerm Paper On Elastohydrodynamic Lubricationwilliam ubongNo ratings yet
- OTC 14313 Expandable Liner Hangers: Case HistoriesDocument11 pagesOTC 14313 Expandable Liner Hangers: Case Historiesmsm.ele2009No ratings yet
- Frialoc 3RDocument0 pagesFrialoc 3RThuc TruongNo ratings yet
- E04 Using Kalsi Seals in Washpipe AssembliesDocument17 pagesE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliNo ratings yet
- Annular Pressure Seals and Hydrostatic Bearings: Luis San AndrésDocument36 pagesAnnular Pressure Seals and Hydrostatic Bearings: Luis San AndrésisidropeNo ratings yet
- Inflatable Technologies - The Key To Cost Effective Intervention?Document6 pagesInflatable Technologies - The Key To Cost Effective Intervention?Jose Antonio Olvera JimenezNo ratings yet
- CATALOGUE - PT ASIAFLEX SINISUKA TEKNIK Rev.01 - OptDocument14 pagesCATALOGUE - PT ASIAFLEX SINISUKA TEKNIK Rev.01 - OptOdo AsuNo ratings yet
- CFD Analysis With Fluid-Structure Interaction of Opening High-Pressure Safety ValvesDocument9 pagesCFD Analysis With Fluid-Structure Interaction of Opening High-Pressure Safety ValvesPEUSABOIANo ratings yet
- A Review On Application of Bellows Expansion Joints and Effect of Design Parameters On System CharacteristicsDocument8 pagesA Review On Application of Bellows Expansion Joints and Effect of Design Parameters On System CharacteristicsAliciaNo ratings yet
- SPE-195604-MS Well Integrity - Managing The Risk Using Accurate Design FactorsDocument18 pagesSPE-195604-MS Well Integrity - Managing The Risk Using Accurate Design FactorsysuyycNo ratings yet
- Monterrosa 2019Document18 pagesMonterrosa 2019GERARDO TORRES RUIZNo ratings yet
- Kutchak 2018Document7 pagesKutchak 2018Nasim KazemiNo ratings yet
- CFD Prediction of Flow Inside The Damper by The Use of LES ModelDocument8 pagesCFD Prediction of Flow Inside The Damper by The Use of LES Modelajd.nanthakumarNo ratings yet
- SPE-173835-MS A New Approach That Enables Simpler Well Completion and Higher RecoveryDocument7 pagesSPE-173835-MS A New Approach That Enables Simpler Well Completion and Higher RecoveryFauzi HideyoshiNo ratings yet
- Effect of Motion On Packing EfficiencyDocument14 pagesEffect of Motion On Packing EfficiencydonkosarevNo ratings yet
- Spe 128129 MSDocument13 pagesSpe 128129 MSmohamedabbas_us3813No ratings yet
- Eh Sealpot WPDocument10 pagesEh Sealpot WPAditya BulusuNo ratings yet
- Applsci 11 00730 v2Document25 pagesApplsci 11 00730 v2CharbelNo ratings yet
- SPE-174909-MS Analysis of The Effect of Eccentricity On Displacement of Non-Newtonian Fluids With A Hybrid MethodDocument10 pagesSPE-174909-MS Analysis of The Effect of Eccentricity On Displacement of Non-Newtonian Fluids With A Hybrid MethodqjbsexNo ratings yet
- H1403074753 PDFDocument7 pagesH1403074753 PDFMedichalam Krishna KanthNo ratings yet
- H1403074753 PDFDocument7 pagesH1403074753 PDFMedichalam Krishna KanthNo ratings yet
- Design and Analysis of Piston Rod Joint in Hydraulic Cylinder For Industrial ImplementsDocument7 pagesDesign and Analysis of Piston Rod Joint in Hydraulic Cylinder For Industrial ImplementsMedichalam Krishna KanthNo ratings yet
- Bushing Technology ReviewDocument10 pagesBushing Technology ReviewSandeep BNo ratings yet
- In Line Sled (Ils)Document6 pagesIn Line Sled (Ils)xonepotNo ratings yet
- Tension Variations of Hydro-Pneumatic Riser Tensioner and Implications For Dry-Tree Interface in SemisubmersibleDocument18 pagesTension Variations of Hydro-Pneumatic Riser Tensioner and Implications For Dry-Tree Interface in SemisubmersibleJuan Alejandro Cañas ColoradoNo ratings yet
- Spe 126Document13 pagesSpe 126advantage025No ratings yet
- Hydrolic BridgeDocument44 pagesHydrolic BridgeNaveen BansoreNo ratings yet
- Spe 124677 MSDocument12 pagesSpe 124677 MSislam mohamedNo ratings yet
- Hydrodynamic ForcesDocument40 pagesHydrodynamic ForcesAnonymous YWS7ndsiNo ratings yet
- Structural Behavior of Weirs With One Bottom Circular OpeningDocument13 pagesStructural Behavior of Weirs With One Bottom Circular Openingayman_awadallahNo ratings yet
- Cylinder CushioningDocument31 pagesCylinder Cushioningankesh_ghoghariNo ratings yet
- C06 Hybrid Kalsi SealsDocument5 pagesC06 Hybrid Kalsi SealsMhd TvkliNo ratings yet
- Colgate 95 Modeling HemDocument26 pagesColgate 95 Modeling HemnadbrahmaNo ratings yet
- 2012 DOT Top Tensioned Riser TTR Engineering Integrator Supply ModelDocument17 pages2012 DOT Top Tensioned Riser TTR Engineering Integrator Supply ModelrobertprincewrightNo ratings yet
- IADC/SPE 81642 A New Downhole Tool For ECD ReductionDocument5 pagesIADC/SPE 81642 A New Downhole Tool For ECD ReductionJohnSmithNo ratings yet
- Overland Belt ConveyorsDocument13 pagesOverland Belt ConveyorsRodrigo GarcíaNo ratings yet
- Otc19797 A COMPARISON OF SPAR AND SINGLE COLUMN FLOATERDocument15 pagesOtc19797 A COMPARISON OF SPAR AND SINGLE COLUMN FLOATERflowline2010No ratings yet
- SPE20077120210612Document15 pagesSPE20077120210612Jhonathan MirandaNo ratings yet
- TruformDocument8 pagesTruformJhonathan MirandaNo ratings yet
- 02 - Multilateral SolutionsDocument6 pages02 - Multilateral SolutionsJhonathan MirandaNo ratings yet
- Guia de C#Document2,358 pagesGuia de C#Jhonathan Miranda100% (1)
- PackerDocument10 pagesPackerJhonathan Miranda100% (1)
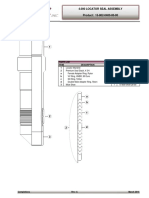
- 4.000 Locator Seal Assembly Product: 15-802-0400-00-00: Item Description QTY Part Number 1 2 A B C D 3 Parts ListDocument1 page4.000 Locator Seal Assembly Product: 15-802-0400-00-00: Item Description QTY Part Number 1 2 A B C D 3 Parts ListJhonathan MirandaNo ratings yet
- Redacoil Lower Connector PsDocument1 pageRedacoil Lower Connector PsJhonathan MirandaNo ratings yet
- 15 800 7040 00 00 PLDocument1 page15 800 7040 00 00 PLJhonathan MirandaNo ratings yet
- 575 Venturi Jet Basket Mini Tech Brief Ver 3 PDFDocument8 pages575 Venturi Jet Basket Mini Tech Brief Ver 3 PDFJhonathan MirandaNo ratings yet
- Cavaville Energy Services LTD.: String Schematic DiagramDocument44 pagesCavaville Energy Services LTD.: String Schematic DiagramJhonathan MirandaNo ratings yet