You might also like
- Design and Analysis of An Industrial, Progressive Die For Cutting and FormingDocument35 pagesDesign and Analysis of An Industrial, Progressive Die For Cutting and FormingVineela ChNo ratings yet
- Design and Analysis of An Industrial, Progressive Die For Cutting and FormingDocument35 pagesDesign and Analysis of An Industrial, Progressive Die For Cutting and Formingmazen banatNo ratings yet
- Compression Test Lab ReportDocument11 pagesCompression Test Lab ReportRobert K OtienoNo ratings yet
- Finite Difference Calculations of The Deformations of Multi-Diameter Workpieces During TurningDocument7 pagesFinite Difference Calculations of The Deformations of Multi-Diameter Workpieces During Turningirinuca12No ratings yet
- Complex Engineering Problem (Project Assignment) : Design of Thin-Walled Hollow Member Under Torsional LoadingDocument21 pagesComplex Engineering Problem (Project Assignment) : Design of Thin-Walled Hollow Member Under Torsional LoadingShahmirBalochNo ratings yet
- Jyme10089 54Document7 pagesJyme10089 54Haresh RaisinghaniNo ratings yet
- Jyme10089 54Document7 pagesJyme10089 54Haresh RaisinghaniNo ratings yet
- Orthogonal Machining PDFDocument6 pagesOrthogonal Machining PDFManideep AnanthulaNo ratings yet
- 001 A Progressive Die Design ProblemsDocument21 pages001 A Progressive Die Design ProblemsMohit WaniNo ratings yet
- Document 994 5317Document43 pagesDocument 994 5317JenniferNavarrotjfzNo ratings yet
- Mechanics of Materials An Integrated Learning System 4th Edition Philpot Solutions ManualDocument22 pagesMechanics of Materials An Integrated Learning System 4th Edition Philpot Solutions Manualelmerhelenb7446100% (26)
- FEM - Report LUSAS SoftwareDocument27 pagesFEM - Report LUSAS SoftwareSiti Rohani IsdrisNo ratings yet
- Quiz 1 2.008 Design and Manufacturing II: SolutionDocument12 pagesQuiz 1 2.008 Design and Manufacturing II: SolutionLa Casita de TonyNo ratings yet
- Manufacturing HW 1Document1 pageManufacturing HW 1pulkitsagarNo ratings yet
- Week 11 Lecture Material - WatermarkDocument57 pagesWeek 11 Lecture Material - WatermarkVaibhav SharmaNo ratings yet
- Mak307lab2 15.30 221501070Document23 pagesMak307lab2 15.30 221501070kaanfidan2002No ratings yet
- Lec33 PDFDocument9 pagesLec33 PDFHirkani MadewarNo ratings yet
- Contoh InternetDocument14 pagesContoh InternetNur Syazwani binti IshakNo ratings yet
- Table of ContentsDocument9 pagesTable of ContentsAsad AbubakerNo ratings yet
- Lecture No. 7 Turning ParametersDocument29 pagesLecture No. 7 Turning ParametersMuhammad IrfanNo ratings yet
- Phd Qualifying Exam - April 2020 Manufacturing Processes-Ii: 𝐾cos (Φ−Α) 1+𝐾𝑐𝑜s (Φ−Α) .Sin (Φ−Α)Document7 pagesPhd Qualifying Exam - April 2020 Manufacturing Processes-Ii: 𝐾cos (Φ−Α) 1+𝐾𝑐𝑜s (Φ−Α) .Sin (Φ−Α)Mansingh YadavNo ratings yet
- Modeling and Simulation of The Orthogonal Cut by Using The Law of DamageDocument4 pagesModeling and Simulation of The Orthogonal Cut by Using The Law of DamageHayderyNo ratings yet
- Answer SheetsDocument7 pagesAnswer Sheetsgirma workuNo ratings yet
- 307 - Experimental - Analysis 1.denemeDocument26 pages307 - Experimental - Analysis 1.denemekaanfidan2002No ratings yet
- Design Test 1 - (With Memo)Document5 pagesDesign Test 1 - (With Memo)Tukisho MacheteNo ratings yet
- 2.5.7 Radiation Pattern The Radiation Pattern Is The Plot of The Power Radiated by Antenna InaDocument12 pages2.5.7 Radiation Pattern The Radiation Pattern Is The Plot of The Power Radiated by Antenna InaChetan NarasannavarNo ratings yet
- Chip Geometry Modelling of 2-Dimension Ultrasonic Vibration Assisted Machining (2D UVAM) On Micromilling Machine With End MillDocument7 pagesChip Geometry Modelling of 2-Dimension Ultrasonic Vibration Assisted Machining (2D UVAM) On Micromilling Machine With End MillMuhammad Taqiy Nur FurqonNo ratings yet
- Aip Proceedings DyeDocument8 pagesAip Proceedings DyefacebookdeepuNo ratings yet
- 3.1 Metal RemovalDocument40 pages3.1 Metal RemovalMichael Kearney50% (2)
- GarbapelletizerDocument5 pagesGarbapelletizerJoel Ramirez SNo ratings yet
- Compound Die Design: A Case Study: Sneha S. Pawar, R. S. DaluDocument4 pagesCompound Die Design: A Case Study: Sneha S. Pawar, R. S. DaluchupchapNo ratings yet
- Open Section Column Base in CompressionDocument9 pagesOpen Section Column Base in CompressionBrice Patrice GollyNo ratings yet
- HW 1 DSVDocument3 pagesHW 1 DSVAnonymous 2xjDjAcZNo ratings yet
- Mechanical Engineering DepartmentDocument2 pagesMechanical Engineering DepartmentArjit Goswami100% (1)
- TRIBOLOGY EME 452 ReportDocument11 pagesTRIBOLOGY EME 452 ReportNazirul AsyraffNo ratings yet
- Effect of Eccentricity Pin Geometry On The Fabrication of Surface Composite (Al6061-T6 /sic) by Friction Stir ProcessingDocument6 pagesEffect of Eccentricity Pin Geometry On The Fabrication of Surface Composite (Al6061-T6 /sic) by Friction Stir ProcessingTJPRC PublicationsNo ratings yet
- Design of Vibrating TableDocument7 pagesDesign of Vibrating Tablesri7877No ratings yet
- Design and Fabrication of Wedge Milling FixtureDocument28 pagesDesign and Fabrication of Wedge Milling FixturedbzdivikNo ratings yet
- Chap03 ADocument36 pagesChap03 ASaira TahirNo ratings yet
- Lab Wear 2003Document6 pagesLab Wear 2003sandi123inNo ratings yet
- Research On Dynamic Balancing Simulation of RotaryDocument6 pagesResearch On Dynamic Balancing Simulation of RotaryFITAS MOUNIRNo ratings yet
- Comprehensive Simulation of Surface Texture For An End-Milling ProcessDocument8 pagesComprehensive Simulation of Surface Texture For An End-Milling Processirinuca12No ratings yet
- TorsionDocument12 pagesTorsionredz00No ratings yet
- Calculation of Screw JackDocument20 pagesCalculation of Screw JackVenu Gopal RaoNo ratings yet
- Merchant EquationDocument7 pagesMerchant EquationDung Truong50% (2)
- MCTD MannualDocument67 pagesMCTD MannualcoolarunsmartNo ratings yet
- N0174147G Manufacturing ProcessesDocument10 pagesN0174147G Manufacturing Processesphillip chirongweNo ratings yet
- APRMAY18Document6 pagesAPRMAY18fantin amirtharajNo ratings yet
- Vibration Serviceability of Composite SlabsDocument8 pagesVibration Serviceability of Composite SlabsDelahan AbatyoughNo ratings yet
- Design and Analysis Using AutocadDocument9 pagesDesign and Analysis Using AutocadsudhakarNo ratings yet
- 264 17me46a Camd Lab ManualDocument64 pages264 17me46a Camd Lab ManualAswin 123No ratings yet
- HW4 2013 Solution Heat TransferDocument5 pagesHW4 2013 Solution Heat TransferAlbert StarkNo ratings yet
- Orange Train AnalysisDocument10 pagesOrange Train AnalysisMuhammad Shaheryar AbidNo ratings yet
- Application of Tread Patterns Noise-Reduction Based On Fuzzy Genetic AlgorithmDocument8 pagesApplication of Tread Patterns Noise-Reduction Based On Fuzzy Genetic Algorithmgutha manikantaNo ratings yet
- Unit 3 32,33,34,35Document3 pagesUnit 3 32,33,34,35Deepanshu VermaNo ratings yet
- Building Material Estimates and Rates Build Up: Second EditionFrom EverandBuilding Material Estimates and Rates Build Up: Second EditionNo ratings yet
- CNC Plasma TableDocument37 pagesCNC Plasma Tablenjsoffice100% (1)
- Multidraw KTL N16Document2 pagesMultidraw KTL N16chemikas8389No ratings yet
- Blue Book: Fire Resisting DuctworkDocument20 pagesBlue Book: Fire Resisting DuctworkMadan TiwariNo ratings yet
- Channabasaveshwara Institute of Technology: Department of Mechanical Engineering 2020-2021Document18 pagesChannabasaveshwara Institute of Technology: Department of Mechanical Engineering 2020-2021Puneeth.k PuniNo ratings yet
- AscensoresDocument12 pagesAscensoresOvidio ReyesNo ratings yet
- Solidworks TutorialDocument115 pagesSolidworks TutorialmaloyNo ratings yet
- Stainless Steel 321 - AMS 5510 - Alloy 321 - AMS 5645Document4 pagesStainless Steel 321 - AMS 5510 - Alloy 321 - AMS 5645AZADNo ratings yet
- Concrete Forms Product Catalog PDFDocument86 pagesConcrete Forms Product Catalog PDFbubbacupcakeNo ratings yet
- Ep Lab Requirements R2021Document6 pagesEp Lab Requirements R2021parth_iarjunNo ratings yet
- F 1267 - 01 RjeynjcDocument6 pagesF 1267 - 01 RjeynjcAhmad KhreisatNo ratings yet
- Is 14246 1995 PDFDocument10 pagesIs 14246 1995 PDFprabagaran0% (1)
- Sheet Metal BendingDocument23 pagesSheet Metal BendingTuyenNo ratings yet
- "Specified Skilled Worker": Welcome To Japan!Document2 pages"Specified Skilled Worker": Welcome To Japan!Jerome RomeroNo ratings yet
- Automotive Sheet Steel Stamping Process VariationDocument54 pagesAutomotive Sheet Steel Stamping Process Variationshafie.buang100% (1)
- A273595 PDFDocument50 pagesA273595 PDFimiNo ratings yet
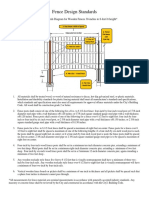
- Fence Design Standards: Structural Standards Diagram For Wooden Fences 30-Inches To 8-Feet in HeightDocument1 pageFence Design Standards: Structural Standards Diagram For Wooden Fences 30-Inches To 8-Feet in Heightmy mp3No ratings yet
- Sheet MetalDocument75 pagesSheet MetalMalik Shahid SultanNo ratings yet
- TTC 2 - Guide - To - Good - InsulationDocument16 pagesTTC 2 - Guide - To - Good - InsulationSebastián Díaz ConstanzoNo ratings yet
- A.M.C. Akola Street Light 4 RoadsDocument24 pagesA.M.C. Akola Street Light 4 RoadsBharat Namdeo AmbhoreNo ratings yet
- Research For ME ShopDocument37 pagesResearch For ME ShopGrace LuceroNo ratings yet
- Presentation of SSFL - Updated - 14.07.2022 (1) .PPTX (Repaired)Document77 pagesPresentation of SSFL - Updated - 14.07.2022 (1) .PPTX (Repaired)Md Rokib ChowdhuryNo ratings yet
- 69 Icriet-200Document6 pages69 Icriet-200Ragos SegundoNo ratings yet
- Report and ProjectDocument53 pagesReport and Projectdawit solomonNo ratings yet
- 5S Audit Sheet (2015)Document26 pages5S Audit Sheet (2015)Waqar DarNo ratings yet
- FE-5 Body Repair Process Manual-English-20170405Document226 pagesFE-5 Body Repair Process Manual-English-20170405esteban ismael fernandez dominguezNo ratings yet
- Is 7291 1981 PDFDocument38 pagesIs 7291 1981 PDFAnubhav LakhmaniNo ratings yet
- Redrawing of Sheet Metals - ElsevierDocument8 pagesRedrawing of Sheet Metals - ElsevierhappyfurladyNo ratings yet
- Analysis of Springback in Flanging ProcessDocument8 pagesAnalysis of Springback in Flanging ProcessNhan LeNo ratings yet
- Specification of Copper StripDocument2 pagesSpecification of Copper StripCepi Ridwan FerdiansyahNo ratings yet
- List of 98 Project IdiaDocument4 pagesList of 98 Project IdiaIndustry limatNo ratings yet